ENVOLTURA TRIDIMENSIONAL.
Un producto de envoltura con forma tridimensional hecho por compresión en caliente de un material de borra tendida al aire no tejida junto con agua,
componiéndose dicho producto de envoltura de:
- fibras naturales,
- menos del 15% en peso seco de fibras termoplásticas, preferiblemente 0,25 - 10% en peso seco de fibras termoplásticas, más preferiblemente 0,5 - 5% en peso seco de fibras termoplásticas,
- menos del 10% en paso seco de adhesivo, preferiblemente menos del 5% en peso seco de adhesivo, y
- menos del 2% en peso seco de resina termocurable, preferiblemente menos del 1% en peso seco de resina termocurable, y lo más preferiblemente no comprende sustancialmente resina termocurable alguna
Tipo: Patente Europea. Resumen de patente/invención. Número de Solicitud: E06006631.
Solicitante: BRODRENE HARTMANN A/S.
Nacionalidad solicitante: Dinamarca.
Dirección: KLAMPENBORGVEJ 203,DK-2800 KGS LYNGBY.
Inventor/es: RASMUSSEN, TORBEN, BERTELSEN, SVEND, FREDERIKSEN,JOHN HOFFMANN.
Fecha de Publicación: .
Fecha Solicitud PCT: 30 de Marzo de 2006.
Fecha Concesión Europea: 16 de Septiembre de 2009.
Clasificación Internacional de Patentes:
- B29C43/02 TECNICAS INDUSTRIALES DIVERSAS; TRANSPORTES. › B29 TRABAJO DE LAS MATERIAS PLASTICAS; TRABAJO DE SUSTANCIAS EN ESTADO PLASTICO EN GENERAL. › B29C CONFORMACIÓN O UNIÓN DE MATERIAS PLÁSTICAS; CONFORMACIÓN DE MATERIALES EN ESTADO PLÁSTICO, NO PREVISTA EN OTRO LUGAR; POSTRATAMIENTO DE PRODUCTOS CONFORMADOS, p. ej. REPARACIÓN (fabricación de preformas B29B 11/00; fabricación de productos estratificados combinando capas previamente no unidas para convertirse en un producto cuyas capas permanecerán unidas B32B 37/00 - B32B 41/00). › B29C 43/00 Moldeo por compresión, es decir, aplicando una presión externa para hacer que fluya el material de moldeo; Aparatos a este efecto. › para fabricar objetos de longitud definida, es decir, de objetos separados.
- D04H1/54 TEXTILES; PAPEL. › D04 TRENZADO; FABRICACION DEL ENCAJE; TRICOTADO; PASAMANERIA; NO TEJIDOS. › D04H FABRICACION DE TEJIDOS TEXTILES, p. ej. A PARTIR DE FIBRAS O MATERIALES FILAMENTOSOS (tejido D03; tricotado D04B; trenzado D04C; fabricación de redes D04G; costura D05B; implantación de pelos o mechones por picado D05C; terminación de los "no tejidos" D06 ); ARTICULOS FABRICADOS CON AYUDA DE ESTOS PROCEDIMIENTOS O APARELLAJE, p. ej. FIELTROS, NO TEJIDOS; GUATA; NAPA (telas no tejidas que tienen una capa intermedia o externa de género diferente, p. ej. una tela tejida, B32B). › D04H 1/00 No tejidos formados únicamente o principalmente de fibras cortadas o de otras fibras similares relativamente cortas. › por soldado de fibras unidas, p. ej. por fusión parcial o disolución (en combinación con punzonado D04H 1/485).
Clasificación PCT:
- B65D75/32 B […] › B65 TRANSPORTE; EMBALAJE; ALMACENADO; MANIPULACION DE MATERIALES DELGADOS O FILIFORMES. › B65D RECIPIENTES PARA EL ALMACENAMIENTO O EL TRANSPORTE DE OBJETOS O MATERIALES, p. ej. SACOS, BARRILES, BOTELLAS, CAJAS, LATAS, CARTONES, ARCAS, BOTES, BIDONES, TARROS, TANQUES; ACCESORIOS O CIERRES PARA RECIPIENTES; ELEMENTOS DE EMBALAJE; PAQUETES. › B65D 75/00 Paquetes que tienen objetos o materiales parcial o totalmente encerrados en cintas, hojas, bandas, tubos o bandas de material flexible fino, p. ej. en envolturas plegables (B65D 71/00 tiene prioridad). › estando una o las dos hojas o tiras ahuecadas para adoptar la forma del contenido.
Países PCT: Austria, Bélgica, Suiza, Alemania, Dinamarca, España, Francia, Reino Unido, Grecia, Italia, Liechtensein, Luxemburgo, Países Bajos, Suecia, Mónaco, Portugal, Irlanda, Eslovenia, Finlandia, Rumania, Chipre, Lituania, Letonia, Ex República Yugoslava de Macedonia, Albania.
Fragmento de la descripción:
Envoltura tridimensional.
Campo técnico de la invención
La invención se refiere a productos de envoltura tridimensional fabricados formando en seco materiales fibrosos tendidos al aire. Más concretamente, la invención se refiere a productos de envoltura formados tridimensionalmente obtenibles por compresión en caliente de fibras naturales que comprenden materia de borra tendido al aire y no comprenden sustancialmente resina termocurable alguna. Además, la invención se refiere a un material fibroso tendido al aire y a un procedimiento para la formación de dichos productos.
Antecedentes de la invención
El documento WO 02/42070 revela un procedimiento de fabricación de un producto de material fibroso de paredes finas con una lámina sobre una superficie. La lámina se usa como soporte de una capa de borra, estando formada dicha capa en línea tratando dos rollos de "pulpa de borra" en una tejeduría y distribuyendo el material fibroso suelto sobre la lámina. También se aplica un adhesivo a la lámina. La lámina con la borra se conforma en una herramienta de prensado que tiene una parte superior con una cavidad que se corresponde con la superficie exterior del producto a formar. La parte superior se calienta eléctricamente y se equipa con orificios pequeños para la evacuación de aire y vapor de agua y reducir la presión de gas dentro de la prensa. La parte inferior tiene una capa elástica que puede dilatarse con agua para presionar la lámina y la borra hacia la parte superior de la prensa. El adhesivo se fija a presión y con calor. Después del prensado antes expuesto se puede disponer una estación aparte de compresión posterior para lograr un terminado superficial mejorado. Se podría observar que la lámina que soporta la capa de borra se integra en el producto terminado. Además, el terminado superficial de la lámina no se limita a la calidad, especialmente en cuanto a suavidad.
El documento US 4,474,846 revela una estera con una combinación de fibras de base (fibras de celulosa), fibras portadoras (material termoplástico) y un ingrediente termocurable. Las fibras portadoras se activan (es decir, se pegan a las fibras de base) durante la fabricación de la estera calentando la estera en un horno. El ingrediente termocurable, es decir, una resina fenólica, no se activa hasta la posterior formación tridimensional de la estera en una prensa caliente (a 325ºF a 590ºF (163ºC a 310ºC), 200 a 1000 libras/pulgada2 (14,06 a 70,3 kg/cm2), duración del ciclo de moldeo un minuto o menos). El documento US 4,474,846 destaca que la resina termocurable es necesaria para que el material de fibra no tejida sea capaz de ser moldeado de forma rígida permanentemente. Además, el documento US 4,474,846 no revela ejemplo alguno con menos que 5% en peso de resina termocurable.
Desde un punto de vista medioambiental no es deseable la resina fenolítica, y una duración del ciclo de moldeo de aproximadamente 1 minuto no es aceptable típicamente para la fabricación a escala industrial de miembros formados de pulpa desechables.
Las estructuras laminadas se mencionan brevemente sin especificar detalles técnicos, finalidad no composición.
El documento US 4,418,031 (solicitud padre del documento US 4,474,846) está centrado en el procedimiento de fabricación de la estera y el producto, mientras que el documento US 4,474,846 se refiere principalmente a la propia estera. El procedimiento requiere una estera con fibras de base de celulosa, pegado de fibras portadoras (termoplásticas aunque también se mencionan las termocurables) y un ingrediente termocurable que es pretratado calentándolo en un horno, antes de la conformación final en una operación de moldeo por compresión donde el ingrediente termocurable se cura. Por lo tanto, el procedimiento revelado en el documento US 4,418,031 (y US 4,474,846) se define en términos muy amplios.
El documento US 6,267,252 revela un material de filtro fabricado de borra por calandrándolo (se describe brevemente la compresión como alternativa). La borra contiene fibras de pulpa, humedad y al menos 2% de fibras de dos componentes (típicamente hechas de diferentes materiales termoplásticos (vaina/núcleo)). Se debe añadir al menos 5% de humedad y el agua se describe como elemento que facilita el pegado NO parece que exista indicación alguna de que el calandramiento o la compresión requiera calentamiento para que se haga efectiva. El producto resultante no es adecuado para una envoltura y, especialmente no es simular a una envoltura tridimensional.
Objetivos de la invención
Un objetivo de la invención es proveer un producto de envoltura conformado tridimensionalmente que comprende fibras naturales.
En otro aspecto de la invención, un objetivo de la invención es proveer un material de borra para la fabricación de un producto de envoltura conformado tridimensionalmente de acuerdo con un primer aspecto de la invención.
En un tercer aspecto de la invención, un objetivo de la invención es proveer un procedimiento de fabricación de un producto de envoltura en forma tridimensional de acuerdo con el primer aspecto de la invención.
Revelación de la invención
Uno o más de los objetivos de la invención y otros se logran mediante un producto de envoltura de forma tridimensional de acuerdo con la reivindicación 1.
Uno o más de los objetivos anteriores y otros de la invención se logran análogamente mediante un material de borra de acuerdo con la reivindicación 4.
En la presente, "tridimensional" significa que la variación en altura del miembro es mayor que 5 mm. Típicamente, el producto de envoltura tridimensional tiene una variación en altura superior a 10 mm, tal como superior a 15 mm, ya que esta permite un aseguramiento más seguro de los artículos contenidos por un producto de acuerdo con la invención.
En la presente, producto de envoltura significa un tablero que tiene cavidades o compartimentos para recibir uno o más miembros a contener por el producto. Se debe observar que los productos de envoltura también incluyen bandejas y cuencos para contener miembros dispuestos sueltos en los mismos.
Los productos de acuerdo con la invención, que se obtienen mediante compresión en caliente de un material de borra aireada no tejida junto con agua, varían de los productos de envoltura obtenidos por un procedimiento húmedo tradicional teniendo una superficie más suave considerablemente que es, típicamente, altamente deseable. Para los productos obtenidos se puede lograr una superficie suave mediante los procedimientos húmedos tradicionales comprimiendo posteriormente los productos después de secarlos en un horno. Sin embargo, después de la compresión la resistencia del producto tiende a reducirse. Se podría teorizar que la reducción en resistencia asociada con la compresión posterior está relacionada, al menos parcialmente, con la rotura de enlaces de hidrógeno durante una compresión posterior. Además, los productos de acuerdo con la presente invención, obtenidos por compresión en caliente, tienden a tener una estructura más estratificada porque la superficie es sustancialmente más densa que la parte del núcleo. Esto es altamente deseable desde un punto de vista estructural y de su aplicación ya que esto conduce a una resistencia incrementada y a mejores propiedades de bloqueo. Gracias al procedimiento de fabricación, el producto tiene una tolerancia dimensional muy baja comparada con la de un procedimiento húmedo, y la estructura superficial del molde se reproduce en la superficie del producto a un muy alto nivel de detalles. Por lo tanto, es posible grabar en relieve una marca o dibujo detallado en el producto durante su fabricación sin necesidad de tratamiento posterior. Además, el procedimiento de fabricación permite la fabricación de una gama de productos estratificados, lo que no es factible por el procedimiento húmedo de fabricación de miembros de pulpa moldeados.
Breve descripción de los dibujos
A continuación se explica la invención más detalladamente con referencia a realizaciones ejemplares así como a los dibujos, en los que:
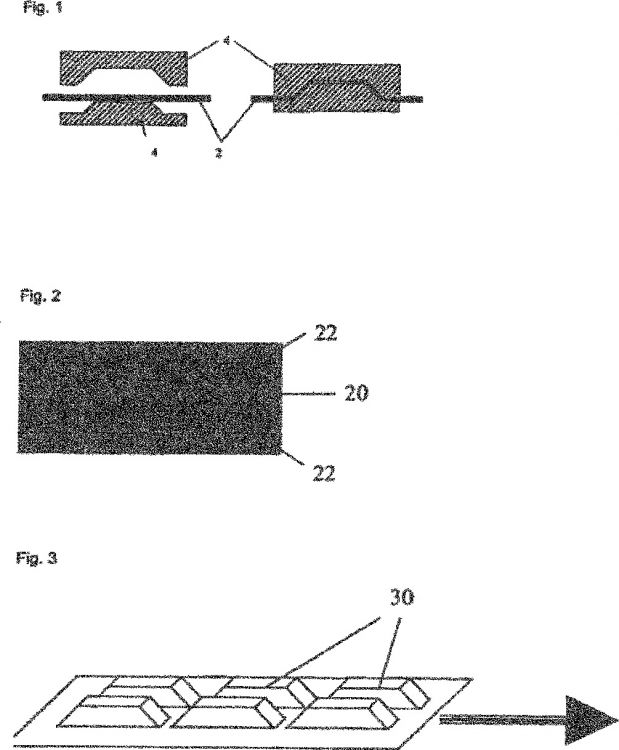
La figura 1 muestra una formación por compresión en caliente de borra,
La figura 2 muestra un producto de envoltura que tiene una estructura de emparedado, y
La figura 3 muestra una prensa caliente con una pluralidad de cavidades de compresión.
Todas las figuras son muy esquemáticas y no está a escala necesariamente, y solamente muestran partes que son necesarias con el fin de esclarecer...
Reivindicaciones:
1. Un producto de envoltura con forma tridimensional hecho por compresión en caliente de un material de borra tendida al aire no tejida junto con agua, componiéndose dicho producto de envoltura de:
- - fibras naturales,
- - menos del 15% en peso seco de fibras termoplásticas, preferiblemente 0,25 - 10% en peso seco de fibras termoplásticas, más preferiblemente 0,5 - 5% en peso seco de fibras termoplásticas,
- - menos del 10% en paso seco de adhesivo, preferiblemente menos del 5% en peso seco de adhesivo, y
- - menos del 2% en peso seco de resina termocurable, preferiblemente menos del 1% en peso seco de resina termocurable, y lo más preferiblemente no comprende sustancialmente resina termocurable alguna.
2. Producto de envoltura de acuerdo con la reivindicación 1, en el que la suma de fibras termoplásticas y adhesivo es menor que 10% en peso seco, preferiblemente la suma de fibras termoplásticas y adhesivo está entre 1 y 5% en paso seco.
3. Producto de envoltura de acuerdo con la reivindicación 1 o 2, que comprende menos del 2,5% en peso de adhesivo, preferiblemente el producto de envoltura comprende menos que 2,5% de almidón.
4. Un producto de envoltura hecho por compresión en caliente estando dispuestos al menos un material tendido al aire no tejido junto con agua y al menos una capa de textil inelástico dispuesta entre dicho material tendido al aire y al menos una parte de la prensa durante el prensado, comprendiendo dicho producto de envoltura:
- - fibras naturales,
- - 2% a 10% en peso seco de adhesivo, preferiblemente 5% a 8% en peso seco de adhesivo,
- - menos del 2% en peso seco de resina de termo curado, preferiblemente menos que 1% en peso seco de resina termocurable, y lo más preferiblemente no comprende sustancialmente resina termocurable alguna, y
- - sustancialmente sin fibras termoplásticas.
5. Producto de envoltura de acuerdo con una cualquiera de las reivindicaciones precedentes, en el que el producto de envoltura es hidrófobo y comprende 0,1 a 1% de tensioactivo hidrófobo, preferiblemente el producto de envoltura comprende 0,1 a 0,6% de tensioactivo hidrófobo, más preferiblemente el producto de envoltura comprende 0,1 a 0,6% de AKD.
6. Producto de envoltura de acuerdo con una cualquiera de las reivindicaciones precedentes, que comprende además al menos una zona de absorción de choques, preferiblemente la zona de absorción de choques comprende un área en la que el producto de envoltura es presionado más ligeramente que otras partes del producto de envoltura durante la fabricación del producto de envoltura por compresión en caliente.
7. Producto de envoltura de acuerdo con la reivindicación 6, en el que la al menos una zona de absorción de choques está dispuesta para formar una conexión entre el producto de envoltura y un objeto a envasar en el producto de envoltura durante su uso.
8. Producto de envoltura de acuerdo con una cualquiera de las reivindicaciones precedentes, que comprende además al menos una protuberancia para facilitar el desencajado de los productos de envoltura, preferiblemente la protuberancia comprende un área donde el producto de envoltura es presionado más ligeramente que otras partes del producto de envoltura durante la fabricación del producto de envoltura por compresión en caliente.
9. Producto de envoltura de acuerdo con la reivindicación 8, en el que la al menos una protuberancia está dispuesta en un área del producto de envoltura que no forma parte de una superficie de presentación y/o en un área del producto de envoltura que no forma parte de una superficie de soporte del producto de envoltura durante su uso.
10. Producto de envoltura de acuerdo con las reivindicaciones 1 a 9, en el que las fibras termoplásticas son fibras de bicomponentes, preferiblemente con un primer material termoplástico de núcleo con punto de fusión relativamente alto y un segundo material termoplástico de superficie con un punto de fusión relativamente bajo.
11. Producto de envoltura de acuerdo con una cualquiera de las reivindicaciones 1 a 10, que tiene una estructura estratificada.
12. Producto de envoltura de acuerdo con la reivindicación 11, que tiene al menos una primera capa que comprende fibras naturales y al menos una segunda capa, seleccionándose cada segunda capa del grupo que consta de:
- - una capa de barrera, tal como de un material basado en polietileno,
- - una capa plástica,
- - una composición hidrófoba o una capa que comprende una composición hidrófoba,
- - una capa de cubierta de un valor estético más alto que la primera capa, tal como una capa que comprende fibras de papel nuevas,
- - una capa o capa parcial de refuerzo, tal como una capa que cubre parcialmente la capa que comprende fibras naturales,
- - una capa o etiqueta de papel,
- - una capa de material de borra coloreado.
13. Producto de envoltura de acuerdo con la reivindicación 11 o 12, en el que el producto de envoltura forma una estructura de emparedado, de manera que un parte superficial interior y una parte superficial exterior del producto de envoltura tienen un aspecto por su rigidez más alta o mejor aspecto que una parte del núcleo del producto de envoltura.
14. Un material de borra para la fabricación de un producto de envoltura formado tridimensionalmente de acuerdo con la reivindicación 1, que comprende una colección homogénea no tejida y tendida al aire de:
- - fibras naturales,
- - menos del 15% en peso seco de fibras termoplásticas, preferiblemente 0,25 - 10% en peso seco de fibras termoplásticas, más preferiblemente 0,5 - 5% en peso seco de fibras termoplásticas,
- - menos del 10% en peso seco de adhesivo, preferiblemente menos del 5% en peso seco de adhesivo, y
- - menos del 2% en peso seco de resina termocurable, preferiblemente menos del 1% en peso seco de resina termocurable, y lo más preferiblemente no comprende sustancialmente resina termocurable alguna.
15. Borra de acuerdo con la reivindicación 14, que comprende menos del 2,5% en peso de adhesivo, preferiblemente comprendiendo el producto de envoltura menos del 2,5% de almidón.
16. Un material de borra de acuerdo con la reivindicación 14 que no comprende sustancialmente fibra termoplástica alguna.
17. Un material de borra de acuerdo con la reivindicación 14 que no comprende sustancialmente adhesivo alguno.
18. Borra de acuerdo con una cualquiera de las reivindicaciones 14 a 17, que comprende además 0,1 a 1% de tensioactivo hidrófobo, preferiblemente comprendiendo la borra 0,1 a 0,6% de tensioactivo hidrófobo, más preferiblemente, comprendiendo la borra 0,1 a 0,6% de AKD.
19. Borra de acuerdo con una cualquiera de las reivindicaciones 14 a 18, en la que la borra se comprime en una dirección de la máquina o en una dirección transversal, preferiblemente la borra está plisada u ondulada con un periodo de 1 a 10 mm.
20. Borra de acuerdo con una cualquiera de las reivindicaciones 14 a 19, en la que las fibras termoplásticas son fibras de bicomponentes, preferiblemente con un primer material termoplástico de núcleo con punto de fusión relativamente alto y segundo material termoplástico de superficie con punto de fusión relativamente bajo.
Patentes similares o relacionadas:
Reutilización de textil tejido o tricotado usado, del 11 de Marzo de 2020, de Really ApS: Un procedimiento de fabricación de un producto a partir de textil tejido o tricotado usado que comprende fibras vegetales o animales, en particular algodón o lana, […]
Material no tejido y proceso de formación del mismo, del 20 de Noviembre de 2019, de Fitesa Germany GmbH: Un material no tejido que comprende una pluralidad de fibras que contienen ácido poliláctico que forman una banda no tejida, en donde los […]
Producto textil, método para producir el producto textil y usos del producto textil, del 25 de Septiembre de 2019, de Ditf Deutsche Institute Für Textil- Und Faserforschung Stuttgart: Producto textil, que comprende fibras de soporte y fibras de union, caracterizado por el hecho de que las fibras de soporte presentan una mezcla polimerica con […]
Homopolímeros de PP nucleados exentos de ftalato para fibras extruidas por soplado de masa fundida, del 4 de Septiembre de 2019, de BOREALIS AG: Composición de polipropileno adecuada para la producción de fibras de PP extruidas por soplado de masa fundida, que comprende: (A) un homopolímero de propileno, producido […]
Material ignífugo aislante térmico no tejido para ropa, del 1 de Agosto de 2019, de OBSHCHESTVO S OGRANICHENNOJ OTVETSTVENNOST'YU "FABRIKA NETKANYH MATERIALOV "WES MIR": 1. El material ignífugo aislante térmico no tejido para la formación de la capa de forro de una prenda, que comprende la mezcla de fibras de polímero […]
Procedimiento de fabricación de un elemento que contiene fibras minerales, del 10 de Julio de 2019, de ROCKWOOL INTERNATIONAL A/S: Un procedimiento de fabricación de un elemento que contiene fibras minerales, comprendiendo dicho procedimiento las etapas de: proporcionar fibras […]
Método para fabricar un elemento que contiene fibra y elemento producido mediante ese método, del 5 de Junio de 2019, de ROCKWOOL INTERNATIONAL A/S: Un método para fabricar un elemento que contiene fibra, comprendiendo dicho método las etapas de: proporcionar fibras, al menos algunas de las cuales son primeras fibras, […]
Proceso para la producción de una estructura híbrida que consiste en microfibras y nanofibras de fibroína de seda acopladas, estructura híbrida obtenida de ese modo y su uso como dispositivo médico implantable, del 22 de Febrero de 2019, de Silk Biomaterials S.r.l: Proceso para la producción de una estructura híbrida hecha de microfibras y nanofibras de fibroína de seda acopladas entre sí, que comprende las siguientes etapas: […]