CENTRO DE TORNEADO.
caracterizado porque la primera unidad de husillo portapiezas (50) está dispuesta inmóvil en el bastidor de la máquina (10) en dirección transversal a su eje de husillo portapiezas (56), porque las unidades de husillos portapiezas (50, 70) están dispuestas en la posición de mecanizado decaladas entre sí relativamente en la dirección X,
porque a cada una de las unidades de husillo portapiezas (50, 70) les corresponde en la posición de mecanizado de éstas una unidad portaherramientas propia (100, 150), de modo que estando la unidad de husillo portapiezas (70) situada en la posición de mecanizado se puede realizar con cada una de las unidades de husillo portapiezas (50, 70) un mecanizado de la pieza, con independencia de la otra unidad de husillo portapiezas (70, 50) respectiva
Tipo: Patente Europea. Resumen de patente/invención. Número de Solicitud: E07009684.
Solicitante: INDEX-WERKE GMBH & CO. KG HAHN & TESSKY.
Nacionalidad solicitante: Alemania.
Dirección: PLOCHINGER STR. 92,73730 ESSLINGEN.
Inventor/es: GROSSMANN, WALTER.
Fecha de Publicación: .
Fecha Solicitud PCT: 15 de Mayo de 2007.
Fecha Concesión Europea: 31 de Marzo de 2010.
Clasificación Internacional de Patentes:
- B23B3/30 TECNICAS INDUSTRIALES DIVERSAS; TRANSPORTES. › B23 MAQUINAS-HERRAMIENTAS; TRABAJO DE METALES NO PREVISTO EN OTRO LUGAR. › B23B TORNEADO; TALADRADO (usando un electrodo en lugar de una herramienta B23H, p.ej. haciendo agujeros B23H 9/14; trabajando con un haz de laser B23K 26/00; dispositivos para copiar o controlar B23Q). › B23B 3/00 Máquinas o dispositivos para tornear de utilización general, p. ej. tornos paralelos con barras de carro de torno y rosca hembra; Conjunto de máquinas para tornear. › Máquinas de tornear con varios husillos de trabajo, p. ej. fijados de una manera permanente.
- B23Q39/04C
Clasificación PCT:
- B23Q39/04 B23 […] › B23Q PARTES CONSTITUTIVAS, DISPOSITIVOS O ACCESORIOS DE MAQUINAS HERRAMIENTAS, p. ej. DISPOSITIVOS PARA COPIAR O CONTROLAR (herramientas del tipo utilizado en tornos o máquinas de agujerear B23B 27/00 ); MAQUINAS HERRAMIENTAS DE UTILIZACION GENERAL, CARACTERIZADAS POR LA ESTRUCTURA DE CIERTAS PARTES CONSTITUTIVAS O DISPOSITIVOS; COMBINACIONES O ASOCIACIONES DE MAQUINAS PARA TRABAJAR EL METAL NO DESTINADAS A UN TRABAJO EN PARTICULAR. › B23Q 39/00 Máquinas para trabajar el metal que incorporan una pluralidad de subconjuntos, siendo capaz cada uno de realizar una operación de trabajo (B23Q 33/00, B23P 23/00 tienen prioridad; si la operación es similar y el tipo de operación es esencial, ver la subclase apropiada para tal operación). › los subconjuntos están dispuestos para funcionar simultáneamente desde diferentes puestos de trabajo, p. ej. con una mesa de trabajo anular que se desplaza por palieres (asociaciones de máquinas vinculadas solamente por los medios de transferencia de la pieza B23Q 41/00).
Países PCT: Austria, Bélgica, Suiza, Alemania, Dinamarca, España, Francia, Reino Unido, Grecia, Italia, Liechtensein, Luxemburgo, Países Bajos, Suecia, Mónaco, Portugal, Irlanda, Eslovenia, Finlandia, Rumania, Chipre, Lituania, Letonia, Ex República Yugoslava de Macedonia, Albania.
Fragmento de la descripción:
Centro de torneado.
La invención se refiere a un centro de torneado conforme al preámbulo de la reivindicación 1.
Un centro de torneado de esta clase se conoce por el documento DE 43 10 038 A, donde para éste se requiere un espacio inconvenientemente grande.
La invención se basa por lo tanto en el objetivo de mejorar un centro de torneado de la clase genérica de tal modo que con unas amplias posibilidades de torneado y/o fresado sea de construcción lo más compacta posible y además garantice una precisión de mecanizado lo más alta posible.
Este objetivo se resuelve conforme a la invención en un centro de torneado de la clase descrita inicialmente, por las características de la reivindicación 1.
La ventaja de la solución conforme a la invención debe contemplarse especialmente en el hecho de que un centro de torneado de esta clase presenta menor longitud de construcción en la dirección de los ejes portapiezas que los centros de torneado conocidos, de modo que por este motivo se obtiene un diseño especialmente compacto.
En la solución conforme a la invención está previsto para ello que la primera unidad de husillo portapiezas esté dispuesta de modo inmóvil en el bastidor de la máquina en la dirección transversal a su eje de husillo portapiezas, de modo que la primera unidad de husillo portapiezas solamente tenga que disponerse con posibilidad de movimiento en la dirección del eje del husillo portapiezas, y por lo tanto la primera unidad de husillo portapiezas se puede conducir con gran estabilidad y precisión con relación al bastidor de la máquina.
Para poder realizar el mecanizado de una pieza recibida en la primera unidad de husillo portapiezas es conveniente que la unidad portaherramientas correspondiente a la primera unidad de husillo portapiezas se pueda desplazar con relación al primer eje del husillo portapiezas en una dirección X del centro de torneado.
Se obtiene un diseño especialmente sencillo y robusto ya que la unidad portaherramientas correspondiente a la segunda unidad de husillo portapiezas está dispuesta fija en el bastidor de la máquina en la dirección del eje X, de modo que durante el mecanizado de una pieza con la segunda unidad de husillo portapiezas y la segunda también se puede realizar con gran precisión.
La posición de mecanizado de la segunda unidad de husillo portapiezas se obtiene mediante un movimiento de la segunda unidad de husillo portapiezas en dirección transversal al eje del segundo husillo portapiezas.
Para poder mover la segunda unidad de husillo portapiezas de forma sencilla desde la posición de cambio de pieza a la posición de mecanizado y viceversa está previsto que la segunda unidad de husillo portapiezas vaya fijada al bastidor de la máquina con movilidad en la dirección X, de modo que por una parte se pueda aprovechar la movilidad en la dirección X para poder mover en la posición de mecanizado la pieza sujeta en la unidad del husillo portapiezas con relación a la unidad portaherramientas dispuesta en particular de modo fijo en el bastidor de la máquina, y por otra parte se puede aprovechar al mismo tiempo la movilidad en la dirección X para desplazar la segunda unidad de husillo portapiezas entre la posición de cambio de pieza y la posición de mecanizado.
En principio cabría imaginar que los dos ejes de los husillos portapiezas fueran coaxiales entre sí únicamente en la posición de cambio de pieza. Pero por motivos de obtener una estructura ventajosa es conveniente que las dos unidades de husillos portapiezas puedan moverse con sus ejes de husillos portapiezas en un plano geométrico común de guiado de los husillos.
En una disposición de las unidades portaherramientas en la que se ahorra espacio está previsto que éstas estén situadas en un plano común de portaherramientas, no siendo forzosamente necesario que ambas unidades herramientas estén situadas en el plano de conducción de la herramienta ya que basta la movilidad de una unidad portaherramientas en el plano de conducción de la herramienta.
La unidad portaherramientas está dispuesta preferentemente de tal modo que presente una base portaherramientas y un portaherramientas.
Para poder disponer la unidad portaherramientas ahorrando espacio es conveniente que la base portaherramientas penetre al menos en parte en la zona de paso del bastidor de la máquina.
En una forma de realización conveniente está previsto además que los portaherramientas puedan moverse penetrando en un espacio de trabajo situado en el lado frontal del cuerpo de la bancada de la máquina.
Para conseguir un aprovechamiento óptimo para una forma de construcción en la que se ahorre espacio está previsto preferentemente que la unidad portaherramientas presente una unidad de accionamiento situada en un lado de la base portaherramientas opuesta al portaherramientas.
La unidad de accionamiento está situada convenientemente en un lado del cuerpo de la bancada de la máquina enfrentado al portaherramientas, de modo que ésta no tenga influencia negativa en cuanto al aprovechamiento del espacio en la zona del espacio de trabajo, estando situada a un lado del cuerpo de la bancada de la máquina en el cual no tenga ninguna influencia molesta en cuanto a su extensión en el espacio.
En esta solución está también previsto especialmente que la unidad de accionamiento esté situada en un lado de la zona de paso opuesta al portaherramientas.
En cuanto a la movilidad del portaherramientas no se han hecho hasta ahora indicaciones más detalladas. Una forma de realización ventajosa prevé que el portaherramientas de la por lo menos una unidad portaherramientas pueda desplazarse en dirección paralela a un plano de guiado de la herramienta que transcurra en dirección transversal al eje del husillo portapiezas del husillo portapiezas correspondiente a ésta.
Igualmente está previsto para ello que el portapiezas de la por lo menos una unidad de portapiezas se pueda desplazar en el plano de guiado de la herramienta en una primera dirección que transcurre paralela al plano de guiado del husillo.
En otra forma de realización conveniente está previsto que el portaherramientas de la por lo menos una unidad portaherramientas se pueda desplazar en una segunda dirección que transcurra perpendicular al plano de guiado del husillo.
Por último está previsto en una solución ventajosa que el portaherramientas de la por lo menos una unidad portaherramientas se pueda girar alrededor de un eje que transcurra paralelo al plano de guiado de la herramienta.
En cuanto a la disposición de la base portaherramientas con relación al cuerpo de la bancada de la máquina no se han dado hasta ahora detalles concretos. En una solución favorable está previsto que la base del portaherramientas esté situada sobre un carro portaherramientas.
El carro portaherramientas se puede desplazar para ello preferentemente en una dirección de avance del carro.
El carro portaherramientas se puede mover además preferentemente en una dirección de avance del carro que transcurra aproximadamente paralelo a una dirección transversal del respectivo eje portapiezas.
Además está previsto que el carro portaherramientas se pueda desplazar en una dirección X del centro de torneado.
En cuanto a la realización de otra dirección de avance del portaherramientas está previsto que el portaherramientas se pueda desplazar respecto a la base portaherramientas en una dirección de avance.
Para ello la dirección de avance transcurre preferentemente aproximadamente paralela a una dirección transversal al respectivo eje del husillo portapiezas.
La dirección de avance es en este caso preferentemente una dirección Y del centro de torneado.
En este caso, la dirección de avance transcurre en particular paralela a una dirección transversal a la dirección de avance del carro, a lo largo de la cual se puede mover la base del portaherramientas.
Además de esto, el portaherramientas es giratorio alrededor de un eje de giro con respecto a la base del portaherramientas.
El eje de giro está orientado en particular de modo que transcurra aproximadamente paralelo a la dirección de avance.
El eje de giro está orientado preferentemente de tal modo que transcurre en una dirección orientada en paralelo a una dirección transversal al respectivo eje del husillo del portapiezas.
El eje de...
Reivindicaciones:
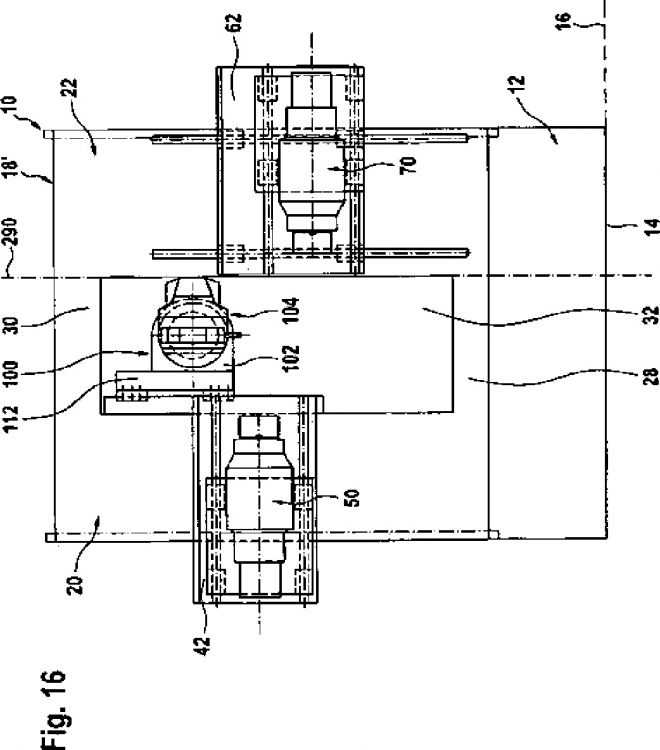
1. Centro de torneado comprendiendo un bastidor de máquina (10), una primera unidad de husillo portapiezas (50) dispuesto en el bastidor de máquina (10) con un primer husillo portapiezas (54) rotativo alrededor de un eje de husillo portapiezas (56), una segunda unidad de husillo portapiezas (70) dispuesta en el bastidor de la máquina (10) con un segundo husillo portapiezas (74) rotativo alrededor de un segundo eje de husillo portapiezas (76), estando dispuestas la primera y la segunda unidad de husillo portapiezas (50, 70) paralelas a su eje de husillo portapiezas (56, 76) de forma desplazable en el bastidor de la máquina (10), estando situada la segunda unidad de husillo portapiezas (70) desplazable en dirección X en dirección transversal a su eje de husillo portapiezas (76), con relación al bastidor de la máquina (10) desde una posición de cambio de pieza a una posición de mecanizado, unas unidades portaherramientas (100, 150) dispuestas en el bastidor de la máquina (10), en las cuales está situada por lo menos una herramienta para el mecanizado de una pieza amarrada en las unidades de husillo portapiezas (50, 70), estando la unidad portaherramientas (150) correspondiente a la segunda unidad de husillo portapiezas (70), fija en el bastidor de la máquina (10) en la dirección del eje X, y un recinto de trabajo (40) en el cual se pueden mecanizar mediante la herramienta las piezas (W) amarradas en las unidades de husillo portapiezas (50, 70),
caracterizado porque la primera unidad de husillo portapiezas (50) está dispuesta inmóvil en el bastidor de la máquina (10) en dirección transversal a su eje de husillo portapiezas (56), porque las unidades de husillos portapiezas (50, 70) están dispuestas en la posición de mecanizado decaladas entre sí relativamente en la dirección X,
porque a cada una de las unidades de husillo portapiezas (50, 70) les corresponde en la posición de mecanizado de éstas una unidad portaherramientas propia (100, 150), de modo que estando la unidad de husillo portapiezas (70) situada en la posición de mecanizado se puede realizar con cada una de las unidades de husillo portapiezas (50, 70) un mecanizado de la pieza, con independencia de la otra unidad de husillo portapiezas (70, 50) respectiva.
2. Centro de torneado según la reivindicación 1, caracterizado porque la unidad portaherramientas (100) correspondiente a la primera unidad de husillo portapiezas (50) se puede desplazar en una dirección X con relación al primer eje del husillo portapiezas.
3. Centro de torneado según una de las reivindicaciones anteriores, caracterizado porque ambas unidades de portaherramientas (50, 70) se pueden mover con sus ejes de husillo portapiezas (56, 76) en un plano geométrico común de conducción de los husillos (80).
4. Centro de torneado según una de las reivindicaciones anteriores, caracterizado porque cada una de las unidades (100, 150) comprende una base de portaherramientas (102), y un portaherramientas (104).
5. Centro de torneado según la reivindicación 4, caracterizado porque la base del portaherramientas (102) penetra al menos parcialmente en una zona de paso (32, 182) del bastidor de la máquina (10).
6. Centro de torneado según la reivindicación 4 ó 5, caracterizado porque el portaherramientas (104) puede desplazarse dentro de un recinto de trabajo (40) situado frontalmente en un cuerpo de bancada de máquina (18).
7. Centro de torneado según una de las reivindicaciones 4 a 6, caracterizado porque la unidad portaherramientas (100, 150) presenta una unidad de accionamiento (122) que está situada en un lado de la base del portaherramientas (102), opuesto al portaherramientas (104).
8. Centro de torneado según una de las reivindicaciones 4 a 7, caracterizado porque la unidad de accionamiento (122) está dispuesta sobre un lado del cuerpo de la bancada de la máquina (18), opuesto al portaherramientas (104).
9. Centro de torneado según una de las reivindicaciones 4 a 8, caracterizado porque la unidad de accionamiento (122) está dispuesta en un lado de la zona de paso (32), opuesta al portaherramientas (104).
10. Centro de torneado según una de las reivindicaciones 4 a 9, caracterizado porque el portaherramientas (104) de la respectiva unidad portaherramientas (100, 150) se puede desplazar en dirección paralela a un plano de guiado de las herramientas (118), que transcurre en dirección transversal al eje del husillo portapiezas (56, 76), de la unidad de husillo portapiezas (50, 70) correspondiente a aquella.
11. Centro de torneado según la reivindicación 10, caracterizado porque el portaherramientas (104) de la por lo menos una unidad portaherramientas (100, 150) se puede desplazar en el plano de guiado de la herramienta (118) en una primera dirección (X) que transcurre paralela al plano de guiado del husillo (80).
12. Centro de torneado según la reivindicación 10 u 11, caracterizado porque el portaherramientas (104) de la por lo menos una unidad portaherramientas (100, 150) se puede desplazar en el plano de guiado de la herramienta (118) en una segunda dirección (Y), que transcurre perpendicular al plano de guiado del husillo (80).
13. Centro de torneado según una de las reivindicaciones 10 a 12, caracterizado porque el portaherramientas (104) de la por lo menos una unidad de portaherramientas (100, 150) se puede girar alrededor de un eje (B) que transcurre paralelo al plano de guiado de las herramientas (118).
14. Centro de torneado según una de las reivindicaciones 10 a 13, caracterizado porque la base del portaherramientas (102) está situada sobre un carro portaherramientas (112).
15. Centro de torneado según la reivindicación 14, caracterizado porque el carro portaherramientas (112) se puede desplazar en una dirección (X) de avance del carro.
16. Centro de torneado según la reivindicación 14 ó 15, caracterizado porque el carro portaherramientas (112) se puede desplazar en una dirección de avance del carro (X) que transcurre aproximadamente paralela a una dirección transversal respecto al correspondiente eje de husillo portaherramientas (56, 76).
17. Centro de torneado según una de las reivindicaciones 14 a 16, caracterizado porque el carro portaherramientas (112) se puede desplazar en un dirección (X) del centro de torneado.
18. Centro de torneado según una de las reivindicaciones 4 a 16, caracterizado porque el portaherramientas (104) se puede desplazar en una dirección de avance (Y) con respecto a la base del portaherramientas (102).
19. Centro de torneado según la reivindicación 18, caracterizado porque la dirección de avance (Y) transcurre sensiblemente paralela a una dirección transversal al respectivo eje de husillo portapiezas (56, 76).
20. Centro de torneado según la reivindicación 18 ó 19, caracterizado porque la dirección de avance es una dirección (Y) del centro de torneado.
21. Centro de torneado según una de las reivindicaciones 18 a 20, caracterizado porque la dirección de avance (Y) transcurre paralela a una dirección transversal a la dirección de avance del carro (X).
22. Centro de torneado según una de las reivindicaciones 4 a 21, caracterizado porque el portaherramientas (104) puede girar alrededor de un eje de giro (B) respecto a la base del portaherramientas (102).
23. Centro de torneado según la reivindicación 22, caracterizado porque el eje de giro (B) transcurre aproximadamente paralelo a la dirección de avance (Y).
24. Centro de torneado según la reivindicación 22 ó 23, caracterizado porque el eje de giro (B) transcurre en una dirección (Y) que está orientada paralela a una dirección transversal del respectivo eje de husillo portapiezas (56, 76).
25. Centro de torneado según una de las reivindicaciones 22 a 24, caracterizado porque el eje de giro es un eje B del centro de torneado.
26. Centro de torneado según una de las reivindicaciones 4 a 25, caracterizado porque el portaherramientas (104) está unido a la base del portaherramientas (102) por medio de un brazo guía (106).
27. Centro de torneado según una de las reivindicaciones 4 a 26, caracterizado porque el portaherramientas (104) está realizado como husillo portaherramientas (200).
28. Centro de torneado según la reivindicación 27, caracterizado porque en el brazo guía (106) va sujeta una carcasa de husillo portaherramientas (202).
29. Centro de torneado según la reivindicación 28, caracterizado porque la carcasa del husillo portaherramientas (202) está firmemente unida con un extremo anterior del brazo guía (106).
30. Centro de torneado según una de las reivindicaciones 27 a 29, caracterizado porque el husillo portaherramientas (200) presenta un eje de husillo portaherramientas (216) orientado en dirección transversal al eje de giro (108).
31. Centro de torneado según una de las reivindicaciones 27 a 30, caracterizado porque el husillo portaherramientas (200) presenta un eje de husillo portaherramientas (216) orientado en dirección transversal a la dirección de avance (Y).
32. Centro de torneado según una de las reivindicaciones 27 a 31, caracterizado porque un árbol de husillo (206) alojado en la carcasa del husillo del portaherramientas (202) presenta en un extremo (208) un alojamiento de herramienta (209).
33. Centro de torneado según la reivindicación 32, caracterizado porque el alojamiento de herramienta (209) está situado a un lado del eje de giro (108).
34. Centro de torneado según una de las reivindicaciones 27 a 33, caracterizado porque la carcasa del husillo portaherramientas (202) presenta un portaherramientas adicional (220, 222).
35. Centro de torneado según la reivindicación 34, caracterizado porque el portaherramientas adicional (220, 222) está dispuesto en la carcasa del husillo portaherramientas (202) por lo menos en uno de los lados del eje del husillo portaherramientas (216).
36. Centro de torneado según la reivindicación 34 ó 35, caracterizado porque la carcasa del husillo portaherramientas (202) presenta en varias de sus caras un portaherramientas adicional (220, 222).
37. Centro de torneado según la reivindicación 36, caracterizado porque la carcasa del husillo portaherramientas (202) lleva un portaherramientas adicional (220, 222) en caras opuestas entre sí.
38. Centro de torneado según la reivindicación 37, caracterizado porque los portaherramientas (220, 222) están dispuestos en caras opuestas del eje de giro (108).
39. Centro de torneado según una de las reivindicaciones 34 a 38, caracterizado porque los portaherramientas adicionales (220, 222) están realizados como portaherramientas múltiples.
40. Centro de torneado según la reivindicación 39, caracterizado porque el portaherramientas múltiple está realizado como portaherramientas lineal (220, 222).
41. Centro de torneado según la reivindicación 40, caracterizado porque el portaherramientas lineal (220, 222) presenta en una dirección de avance del husillo portaherramientas (200) unos alojamientos de herramienta (232, 234) alineados en dirección paralela a la dirección de alineación (226, 228).
42. Centro de torneado según la reivindicación 40 ó 41, caracterizado porque todos los alojamientos de herramientas (232, 234) del portaherramientas lineal (220, 222) están situados en un mismo plano de herramientas (252, 254).
43. Centro de torneado según la reivindicación 42, caracterizado porque un plano de herramientas (250) del husillo portaherramientas (200) y los planos de herramientas (252, 254) de los portaherramientas lineales (220, 222) encierran entre sí respectivamente un ángulo que es mayor que 90º.
44. Centro de torneado según la reivindicación 42 ó 43, caracterizado porque cada dos de los planos de herramientas (250, 252, 254) encierran entre sí un ángulo que es mayor que 90º.
45. Centro de torneado según una de las reivindicaciones 4 a 44, caracterizado porque el portaherramientas (104) está realizado como portaherramientas lineal múltiple (280).
46. Centro de torneado según la reivindicación 45, caracterizado porque el portaherramientas lineal múltiple (280) comprende portaherramientas lineales (218, 220, 222) que en una dirección de alineación (226, 228) paralela a la dirección de avance del portaherramientas lineal múltiple (280) presentan alojamientos de herramienta (232, 234).
47. Centro de torneado según la reivindicación 45 ó 46, caracterizado porque todos los alojamientos de herramientas (232, 234 de cada uno de los portaherramientas lineales (220, 222) están situados en un mismo plano de herramientas (250, 252, 254).
48. Centro de torneado según la reivindicación 47, caracterizado porque cada dos de los planos de herramientas (250, 252, 254) encierran entre sí un ángulo que es mayor que 90º.
49. Centro de torneado según una de las reivindicaciones 4 a 48, caracterizado porque el portaherramientas (104) está realizado como revólver portaherramientas (130).
50. Centro de torneado según la reivindicación 49, caracterizado porque el revólver portaherramientas (130) presenta un cabezal revólver (136) que puede girar alrededor de un eje del revólver (134).
51. Centro de torneado según la reivindicación 50, caracterizado porque el eje del revólver (134) corta al eje de giro alrededor del cual se puede girar el revólver portaherramientas (130) con respecto a la base del portaherramientas (102).
52. Centro de torneado según una de las reivindicaciones 49 a 51, caracterizado porque una carcasa del revólver (132) del revólver portaherramientas (130) está firmemente unida al brazo guía (106).
53. Centro de torneado según una de las reivindicaciones 50 a 52, caracterizado porque el cabezal revólver (136) presenta alojamientos de herramientas que están dispuestos de tal modo que las direcciones de las herramientas insertadas en éstos están situadas en un mismo plano de herramientas (140).
54. Centro de torneado según la reivindicación 53, caracterizado porque el plano de las herramientas (140) transcurre perpendicular al eje del revólver (134).
55. Centro de torneado según la reivindicación 53 ó 54, caracterizado porque el eje de giro (108) alrededor del cual puede girar el revólver portaherramientas (130) con respecto a la base del portaherramientas (102), transcurre paralelo al plano de las herramientas.
56. Centro de torneado según una de las reivindicaciones 53 a 55, caracterizado porque un punto de intersección del eje de giro (108) y del eje del revólver (134) está situado en el plano de las herramientas (140).
57. Centro de torneado según una de las reivindicaciones anteriores, caracterizado porque el bastidor de la máquina (10) presenta un cuerpo de bancada de máquina (18) formado por dos columnas (20, 22) dispuestas separadas entre sí.
58. Centro de torneado según la reivindicación 57, caracterizado porque las columnas (20, 22) se extienden con sus ejes longitudinales (24, 26) en dirección transversal a una superficie de apoyo (16) del bastidor de la máquina (10).
59. Centro de torneado según la reivindicación 57 ó 58, caracterizado porque las columnas (20, 22) se extienden paralelas entre sí.
60. Centro de torneado según la reivindicación 57 ó 59, caracterizado porque las columnas (20, 22) se extienden esencialmente en dirección perpendicular a la superficie de apoyo (16).
61. Centro de torneado según una de las reivindicaciones 57 a 60, caracterizado porque las columnas (20, 22) presentan longitudes aproximadamente iguales.
62. Centro de torneado según una de las reivindicaciones 57 a 61, caracterizado porque entre las columnas (20, 22) está prevista por lo menos una zona de paso (32, 182).
63. Centro de torneado según una de las reivindicaciones 57 a 62, caracterizado porque las columnas (20, 22) están unidas entre sí mediante por lo menos un arriostramiento transversal (28, 30).
64. Centro de torneado según la reivindicación 63, caracterizado porque las columnas (20, 22) están unidas por su lado extremo por el por lo menos un arriostramiento transversal (30).
65. Centro de torneado según la reivindicación 64, caracterizado porque el por lo menos un arriostramiento transversal (30) está conformado en por lo menos una de las columnas.
66. Centro de torneado según una de las reivindicaciones 57 a 65, caracterizado porque las columnas (20, 22) están unidas entre sí formando un cuerpo (18) semejante a un yugo.
67. Centro de torneado según la reivindicación 66, caracterizado porque el cuerpo (18) semejante a un yugo encierra por lo menos una zona de paso (32, 182).
68. Centro de torneado según la reivindicación 67, caracterizado porque el cuerpo semejante a un yugo encierra dos zonas de paso (32, 182).
69. Centro de torneado según una de las reivindicaciones 57 a 68, caracterizado porque las columnas (20, 22) presentan caras frontales (34, 36) aplanadas.
70. Centro de torneado según una de las reivindicaciones 57 a 69, caracterizado porque la respectiva cara frontal (34, 36) transcurre en dirección transversal a la superficie de apoyo (16) del bastidor de la máquina (10).
71. Centro de torneado según una de las reivindicaciones 57 a 70, caracterizado porque las columnas (20, 22) presentan caras transversales (120, 170) aplanadas y enfrentadas entre sí.
72. Centro de torneado según la reivindicación 71, caracterizado porque la primera y la segunda cara transversal (120, 170) están situadas en lados opuestos entre sí de la zona de paso (32, 182).
73. Centro de torneado según una de las reivindicaciones 57 a 72, caracterizado porque las caras transversales (120, 170) transcurren en dirección transversal a una superficie de apoyo (16) del bastidor de la máquina (10).
74. Centro de torneado según una de las reivindicaciones 57 a 73, caracterizado porque las columnas (20, 22) presentan una forma de sección aproximadamente rectangular.
75. Centro de torneado según una de las reivindicaciones 57 a 74, caracterizado porque la primera unidad de portapiezas (50) está dispuesta en una cara frontal (34) de una primera (20) de las columnas, orientada hacia el espacio de trabajo (40).
76. Centro de torneado según una de las reivindicaciones 57 a 75, caracterizado porque la segunda unidad de husillo portapiezas (70) está situada en una cara frontal (36) de una segunda (22) de las columnas, orientada hacia el espacio de trabajo (40).
77. Centro de torneado según la reivindicación 75 ó 76, caracterizado porque por lo menos una de las unidades de husillo portapiezas (50, 70) va conducida con posibilidad de desplazamiento paralelo a la respectiva cara frontal (34, 36), con relación al cuerpo de la bancada de la máquina (18).
78. Centro de torneado según la reivindicación 77, caracterizado porque cada una de las unidades de husillo portapiezas (50, 70) va conducida con posibilidad de desplazamiento paralelo a la cara frontal (34, 36) que la soporta respectivamente, con relación al cuerpo de la bancada de la máquina.
79. Centro de torneado según una de las reivindicaciones 57 a 78, caracterizado porque por lo menos una unidad portaherramientas (100, 150) está dispuesta en una de las respectivas caras transversales (120, 170) de una de las columnas (20, 22) orientada hacia la respectiva otra columna (22, 20).
80. Centro de torneado según la reivindicación 79, caracterizado porque cada una de las dos unidades portaherramientas (100, 150) están dispuestas en una cara transversal (120, 170) de una de las columnas (20, 22) del cuerpo de la bancada de la máquina (18).
81. Centro de torneado según la reivindicación 79 u 80, caracterizado porque las unidades portaherramientas (100, 150) están situadas en diferentes columnas (20, 22) del cuerpo de la bancada de la máquina (18).
82. Centro de torneado según una de las reivindicaciones 79 a 81, caracterizado porque la primera unidad portaherramientas (100) está asignada a la primera unidad de husillo portapiezas (50).
83. Centro de torneado según una de las reivindicaciones 79 a 82, caracterizado porque la primera unidad portaherramientas (100) está dispuesta en la columna (20) que soporta la primera unidad de husillo portapiezas (50).
84. Centro de torneado según una de las reivindicaciones 79 a 83, caracterizado porque la segunda unidad portaherramientas (150) está asignada a la segunda unidad de husillo portapiezas (70).
85. Centro de torneado según una de las reivindicaciones 79 a 84, caracterizado porque la segunda unidad portaherramientas (150) está dispuesta en la columna (22) que soporta la segunda unidad de husillo portapiezas (70).
86. Centro de torneado según una de las reivindicaciones 79 a 85, caracterizado porque la unidad portaherramientas (100, 150) se extiende penetrando en la respectiva zona de paso (32, 182).
87. Centro de torneado según la reivindicación 86, caracterizado porque la unidad portaherramientas se extiende a través de la respectiva zona de paso (32, 182).
Patentes similares o relacionadas:
Máquina herramienta y sistema de procesamiento de pieza de trabajo, del 23 de Octubre de 2019, de CITIZEN WATCH CO. LTD.: Una maquina herramienta que comprende: una pluralidad de modulos (M1, M2, M3, M4), cada uno incluye un soporte de pieza de trabajo que sostiene una pieza de trabajo […]
Procedimiento de mecanizado utilizando una máquina herramienta, del 24 de Abril de 2019, de CITIZEN WATCH CO. LTD.: Procedimiento para el mecanizado utilizando una máquina herramienta , que comprende: husillos delantero y trasero (112 y 122) que tienen una única y misma […]
 Máquina herramienta, del 27 de Junio de 2018, de CITIZEN WATCH CO. LTD.: Máquina herramienta , que comprende:
un husillo delantero ;
un husillo trasero , dispuesto para estar opuesto al husillo delantero […]
Máquina herramienta, del 27 de Junio de 2018, de CITIZEN WATCH CO. LTD.: Máquina herramienta , que comprende:
un husillo delantero ;
un husillo trasero , dispuesto para estar opuesto al husillo delantero […]
Máquina herramienta, del 18 de Enero de 2017, de GILDEMEISTER ITALIANA S.P.A. (100.0%): Máquina herramienta, que comprende: - un bastidor de máquina con una primera sección de soporte (1a), una segunda sección de soporte (1b) y una sección […]
Máquina herramienta, del 18 de Enero de 2017, de GILDEMEISTER ITALIANA S.P.A. (100.0%): Máquina herramienta, que comprende: - un bastidor de máquina con una primera sección de soporte (1a), que presenta un primer lado del portaherramientas […]
Máquina herramienta, del 18 de Enero de 2017, de GILDEMEISTER ITALIANA S.P.A. (100.0%): Máquina herramienta, que comprende: - un bastidor de máquina con un primer lado de soporte (TS1) y con un segundo lado de soporte […]
Torno y procedimiento, del 9 de Noviembre de 2016, de WZT Wendland-Zerspanungs-Technik GmbH: Torno para el mecanizado de piezas por arranque de viruta, con carga y descarga durante el proceso principal, presentando al menos dos husillos de trabajo […]
Máquina herramienta, del 13 de Julio de 2016, de GILDEMEISTER ITALIANA S.P.A. (100.0%): Máquina herramienta, que comprende: - un bastidor de máquina ; - un primer husillo de trabajo dispuesto en el bastidor de máquina para el alojamiento de […]