BROCA PARA PERFORACION A GRAN VELOCIDAD DE MATERIALES COMPUESTOS.
Broca que comprende una cola (2), una parte tallada (3) en forma de tronco de cono que se extiende hasta la cola (2) y cuya base está situada a nivel de una extremidad axial libre (13b) de la broca,
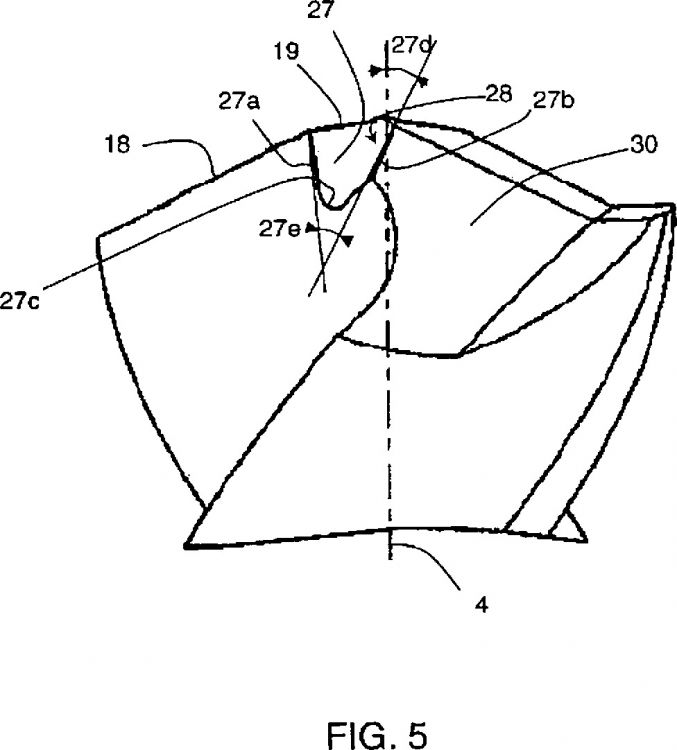
comprendiendo la citada extremidad (13b) al menos dos aristas de corte principales (18) unidas entre sí por dos aristas centrales (19), comprendiendo la citada parte tallada (3) dos labios (8) y dos acanaladuras (9) que se extienden de modo helicoidal alternativamente alrededor de un eje longitudinal (4) de rotación de la broca, extendiéndose los labios (8) y las acanaladuras (9) desde la extremidad axial libre (13b) hacia la cola (2) de la broca, comprendiendo cada labio (8) un filete (12) y comprendiendo cada acanaladura (9) una cara de corte principal (16) adyacente a un filete (12) y a una arista de corte principal (18), cuya arista (18) forma una intersección con una cara de despulla principal (21) a nivel de la extremidad axial libre (13b) de la broca, prolongándose las caras de despulla principales (21), cada una, en el lado de los labios (8), por una cara de contradespulla (30), extendiéndose dos vaciados (27) desde las aristas centrales (19) hacia la periferia de la broca y formando dos caras de corte secundarias (28), estando realizada al menos una porción terminal de la parte tallada (3) de la broca en material cerámico, estando caracterizada la citada broca porque cada filete (12) se prolonga radialmente, hacia el eje de rotación (4) de la broca, por un bisel curvo (25), seguido de una cara de despulla principal (21), de modo que la intersección entre cada bisel curvo (25) y la acanaladura (9) adyacente está formada por una arista (AB) de la cual una extremidad radialmente externa (B) está más alejada axialmente, según el eje de rotación (4) de la broca, de la cola (2) de la broca que lo está una extremidad radialmente interna (A) de la citada arista (AB), y porque los biseles curvos (25) se prolongan cada uno, en el lado de las caras de contradespulla (30), por un bisel (31)
Tipo: Patente Europea. Resumen de patente/invención. Número de Solicitud: E08160909.
Solicitante: SNECMA.
Nacionalidad solicitante: Francia.
Dirección: 2, BOULEVARD DU GENERAL MARTIAL VALIN,75015 PARIS.
Inventor/es: TURRINI,CLAUDE.
Fecha de Publicación: .
Fecha Solicitud PCT: 22 de Julio de 2008.
Fecha Concesión Europea: 27 de Enero de 2010.
Clasificación Internacional de Patentes:
- B23B51/00K
- B23B51/02 TECNICAS INDUSTRIALES DIVERSAS; TRANSPORTES. › B23 MAQUINAS-HERRAMIENTAS; TRABAJO DE METALES NO PREVISTO EN OTRO LUGAR. › B23B TORNEADO; TALADRADO (usando un electrodo en lugar de una herramienta B23H, p.ej. haciendo agujeros B23H 9/14; trabajando con un haz de laser B23K 26/00; dispositivos para copiar o controlar B23Q). › B23B 51/00 Herramientas para máquinas de taladrar. › Brocas helicoidales.
Clasificación PCT:
Países PCT: Austria, Bélgica, Suiza, Alemania, Dinamarca, España, Francia, Reino Unido, Grecia, Italia, Liechtensein, Luxemburgo, Países Bajos, Suecia, Mónaco, Portugal, Irlanda, Eslovenia, Finlandia, Rumania, Chipre, Lituania, Letonia, Ex República Yugoslava de Macedonia, Albania.
Fragmento de la descripción:
Broca para perforación a gran velocidad de materiales compuestos.
La invención se refiere a una broca tal como se describe en el preámbulo de la reivindicación 1, así como a un procedimiento de perforación de materiales compuestos por medio de una broca de este tipo, tal como se describe en el preámbulo de la reivindicación 12.
Actualmente, las cerámicas, debido a su dureza importante y a su gran resistencia a las temperaturas elevadas, conocen un desarrollo en la fabricación de las herramientas de corte. Las herramientas de corte de cerámica conocidas, tales como las descritas en el documento de patente EP 0 477 093, son generalmente herramientas de fresado o de torneado y permiten efectuar mecanizados a gran velocidad en materiales de gran dureza. Sin embargo, las exigencias que pueden aplicarse a una broca (profundidad de perforación, evacuación de las virutas, intensidad y dirección de los esfuerzos de corte) durante una operación de perforación son mayores que las que pueden aplicarse a una fresa durante una operación de fresado. Estas exigencias hacen más difícil la puesta en práctica de las brocas cerámicas para efectuar perforaciones a muy gran velocidad en materiales de gran dureza tales como las superaleaciones metálicas.
La patente FR 2 861 001 aporta una solución a este problema proponiendo una broca cerámica cuya geometría particular está adaptada a la perforación a muy gran velocidad en materiales metálicos de gran dureza. Esta geometría permite liberarse de los problemas ligados a la menor resistencia a la torsión de una broca cerámica con respecto a las brocas de acero y alcanzar velocidades de corte periféricas superiores a 400 metros/minuto, al tiempo que garantiza una duración satisfactoria de la vida de servicio útil de la broca.
La tendencia actual, especialmente en aeronáutica, es hacia el desarrollo del empleo de materiales compuestos, siendo este tipo de material muy interesante porque tiene buenas características mecánicas, al tiempo que una masa volúmica más pequeña que los materiales metálicos.
La perforación de los materiales compuestos, y especialmente de los materiales compuestos de fibras de carbono cuya matriz es una resina de epoxy, se realiza actualmente con la ayuda de brocas monobloques de carburo de tungsteno o de brocas provistas de insertos de diamante policristalino (o PCD: polycristal diamond) en la arista de corte. La utilización de estas herramientas permite alcanzar velocidades de corte periféricas comprendidas entre 20 y 80 metros/minuto por ejemplo en las herramientas de carburo de tungsteno. Por encima de esta gama de velocidades, el desgaste de la parte activa de la herramienta, constituida de carburo de tungsteno o de PCD, se acelera considerablemente. En efecto, los esfuerzos de corte, ejercidos por estas brocas sobre las piezas que hay que perforar, y los rozamientos entre las superficies radialmente externas de las brocas y las superficies cilíndricas internas de los agujeros perforados, inducen tensiones térmicas en las brocas y en las piezas que hay que perforar, así como un fenómeno de abrasión que provocan una degradación acelerada de las brocas y una deformación de las piezas.
Además, a medida que aumenta la profundidad de las perforaciones, los esfuerzos de torsión aplicados a las brocas son cada vez mayores, por una parte porque la superficie externa de la broca que roza contra la superficie cilíndrica interna de la perforación aumenta, pero también porque, para grandes velocidades de perforación, la broca debe ser capaz de evacuar eficazmente una gran cantidad de virutas, lo que puede dar lugar a fenómenos de atascamiento en la broca, aumentando así los esfuerzos de torsión aplicados a la broca y los riesgos de rotura de ésta.
Por otra parte, en el caso de una perforación, la arista cortante de la broca debe ser capaz de soportar un gradiente de velocidad de corte importante, puesto que en su centro la velocidad de corte es nula y ésta aumenta progresivamente para alcanzar un máximo en la periferia de la broca. Esta exigencia suplementaria contribuye al desgaste prematuro y al aumento del riesgo de rotura de la herramienta.
Otra exigencia ligada al mecanizado, y en particular a la perforación, de materiales compuestos, es que la operación debe realizarse al tiempo que se conserve la integridad del material perforado. Durante una operación de perforación, las brocas tradicionales ejercen esfuerzos sobre la superficie cilíndrica interna de los agujeros perforados dirigidos globalmente desde la broca hacia el material que hay que mecanizar. Esto es origen de un deslaminado del material, que es absolutamente necesario evitar.
Así, aunque existen en el mercado herramientas, especialmente brocas cuya parte activa es de cerámica, capaces de mecanizar a gran velocidad materiales de gran dureza tales como superaleaciones metálicas, las brocas conocidas de la técnica anterior no permiten mecanizar a gran velocidad y de modo adecuado los materiales compuestos, en particular los materiales compuestos de fibras de carbono cuya matriz es una resina de epoxy. Por ejemplo, la broca descrita en la patente FR 2 861 001 está bien adaptada a la perforación a gran velocidad de los materiales metálicos de gran dureza, pero no es adecuada para los materiales compuestos, provocando en este caso un deslaminado del material que hay que mecanizar.
El objeto de la invención es evitar los inconvenientes antes citados y aportar una solución técnicamente simple y poco costosa, que permita mejorar las prestaciones de las brocas cerámicas y perforar a muy gran velocidad materiales compuestos, tales como los materiales compuestos de fibra de carbono cuya matriz es de resina de epoxy, sin deslaminar el material, ni elevar la temperatura de mecanizado por encima de 200ºC, temperatura a partir de la cual disminuyen las características mecánicas de los materiales compuestos. Perforar a muy gran velocidad este tipo de materiales, sin deslaminarlos, permite aumentar la productividad al disminuir el tiempo de mecanizado. Para esto, la invención propone un nuevo tipo de broca capaz de alcanzar una energía específica de corte comprendida entre 30 W/cm3/min y 50 W/cm3/min, que comprende una parte activa de material cerámico y cuya geometría está optimizada y adaptada a la perforación a gran velocidad de los materiales compuestos. Este nuevo tipo de broca es capaz de soportar los esfuerzos mecánicos generados por el material mecanizado a estas velocidades.
A tal efecto, la invención tiene por objeto una broca tal como se describe en la reivindicación 1, que comprende una cola, una parte tallada en forma de tronco de cono que se extiende hasta la cola y cuya base está situada a nivel de una extremidad axial libre de la broca, comprendiendo la citada extremidad al menos dos aristas de corte principales unidas entre sí por dos aristas centrales, comprendiendo la citada parte tallada dos labios y dos acanaladuras que se extienden de modo helicoidal alternativamente alrededor de un eje longitudinal de rotación de la broca, extendiéndose los labios y las acanaladuras desde la extremidad axial libre hacia la cola de la broca, comprendiendo cada labio un filete y comprendiendo cada acanaladura una cara de corte principal adyacente a un filete y a una arista de corte principal, cuya arista forma una intersección con una cara de despulla principal a nivel de la extremidad axial libre de la broca, prolongándose las caras principales de despulla, cada una, en el lado de los labios, por una cara de contradespulla, extendiéndose dos vaciados desde las aristas centrales hacia la periferia de la broca y formando dos caras de corte secundarias, estando realizada al menos una porción terminal de la parte tallada de la broca en material cerámico, destacando la citada broca porque cada filete se prolonga radialmente, hacia el eje de rotación de la broca, por un bisel curvo, seguido de una cara de despulla principal, de modo que la intersección entre cada bisel curvo y la acanaladura adyacente está formada por una arista de la cual una extremidad radialmente externa está más alejada axialmente, según el eje de rotación de la broca, de la cola de la broca que lo está una extremidad radialmente interna de la citada arista, y porque los biseles curvos se prolongan, cada uno, en el lado de las caras de contra despulla, por un bisel.
Así, las caras de despulla y de contradespulla de la cabeza de la broca están prolongadas, radialmente hacia el exterior, por, respectivamente, un primer bisel curvo que forma una superficie de despulla y por un segundo bisel que forma una superficie de contradespulla....
Reivindicaciones:
1. Broca que comprende una cola (2), una parte tallada (3) en forma de tronco de cono que se extiende hasta la cola (2) y cuya base está situada a nivel de una extremidad axial libre (13b) de la broca, comprendiendo la citada extremidad (13b) al menos dos aristas de corte principales (18) unidas entre sí por dos aristas centrales (19), comprendiendo la citada parte tallada (3) dos labios (8) y dos acanaladuras (9) que se extienden de modo helicoidal alternativamente alrededor de un eje longitudinal (4) de rotación de la broca, extendiéndose los labios (8) y las acanaladuras (9) desde la extremidad axial libre (13b) hacia la cola (2) de la broca, comprendiendo cada labio (8) un filete (12) y comprendiendo cada acanaladura (9) una cara de corte principal (16) adyacente a un filete (12) y a una arista de corte principal (18), cuya arista (18) forma una intersección con una cara de despulla principal (21) a nivel de la extremidad axial libre (13b) de la broca, prolongándose las caras de despulla principales (21), cada una, en el lado de los labios (8), por una cara de contradespulla (30), extendiéndose dos vaciados (27) desde las aristas centrales (19) hacia la periferia de la broca y formando dos caras de corte secundarias (28), estando realizada al menos una porción terminal de la parte tallada (3) de la broca en material cerámico, estando caracterizada la citada broca porque cada filete (12) se prolonga radialmente, hacia el eje de rotación (4) de la broca, por un bisel curvo (25), seguido de una cara de despulla principal (21), de modo que la intersección entre cada bisel curvo (25) y la acanaladura (9) adyacente está formada por una arista (AB) de la cual una extremidad radialmente externa (B) está más alejada axialmente, según el eje de rotación (4) de la broca, de la cola (2) de la broca que lo está una extremidad radialmente interna (A) de la citada arista (AB), y porque los biseles curvos (25) se prolongan cada uno, en el lado de las caras de contradespulla (30), por un bisel (31).
2. Broca de acuerdo con la reivindicación 1, caracterizada porque los labios (8) y las acanaladuras (9) están enrollados helicoidalmente alrededor del eje de rotación (4) de la broca con un ángulo de hélice (11) comprendido entre 25 y 40 grados con respecto al eje de rotación (4) de la broca.
3. Broca de acuerdo con las reivindicaciones 1 o 2, caracterizada porque el ángulo de conicidad (26) de la parte tallada (3) está comprendido entre 1 y 3 grados.
4. Broca de acuerdo con una cualquiera de las reivindicaciones 1 a 3, caracterizada porque cada filete (12) tiene un espesor (14) inferior o igual a la décima parte del diámetro (d) de la base de la parte tallada (3).
5. Broca de acuerdo con una cualquiera de las reivindicaciones 1 a 4, caracterizada porque cada cara de corte principal (16) está inclinada desde la arista de corte principal (18) adyacente hacia la dirección de corte (DirC) de la broca.
6. Broca de acuerdo con una cualquiera de las reivindicaciones 1 a 5, caracterizada porque la distancia (18a) que separa, según la dirección radial, las extremidades radialmente externas (A) de las dos aristas de corte principales (18), es igual, más o menos 2 mm, al diámetro (d) de la base de la parte tallada (3).
7. Broca de acuerdo con una cualquiera de las reivindicaciones 1 a 6, caracterizada porque las dos aristas centrales (19) forman entre sí un ángulo (ac) comprendido entre 142 y 162 grados.
8. Broca de acuerdo con una cualquiera de las reivindicaciones 1 a 7, caracterizada porque la arista (AB) que forma la intersección entre un bisel curvo (25) y la acanaladura (9) adyacente está inclinada un ángulo (25b) comprendido entre 3 y 9 grados con respecto a un plano (Pp) normal al eje de rotación (4) de la broca.
9. Broca de acuerdo con una cualquiera de las reivindicaciones 1 a 8, en la que
- se denomina A a la extremidad radialmente externa de cada arista de corte principal (18),
- se denomina Pr a un plano de referencia que pasa por el punto A, ortogonal a la dirección de corte (DirC) de la broca y que contiene al eje de rotación (4) de la broca,
- se denomina Pf a un plano que pasa por el punto A, ortogonal al plano Pr, paralelo a la dirección de avance (DirA) de la broca, y paralelo al eje de rotación (4) de la broca,
- se denomina Pp a un plano que pasa por el punto A, ortogonal a los planos Pr y Pf,
estando caracterizada la citada broca porque un plano (Ps), tangente a una arista de corte principal (18) en el punto A y perpendicular al plano de referencia Pr, forma con el plano Pf un ángulo (ar) comprendido entre 55 y 65 grados.
10. Broca de acuerdo con la reivindicación 9, caracterizada porque cada labio (8), en el plano Pp, la recta que pasa por el eje (4) de la broca y la intersección entre una acanaladura (9) y la superficie de desprendimiento (13) correspondiente, forma con el plano Pr un ángulo (?g) comprendido entre 60 y 90 grados.
11. Broca de acuerdo con las reivindicaciones 9 o 10, caracterizada porque, para cada labio (8), en el plano Pr, cada vaciado (27) está delimitado por un primer segmento de recta (27a) que parte de la intersección entre una arista de corte principal (18) y la arista central (19) adyacente, un segundo segmento de recta (27b) que forma la intersección entre el vaciado (27) y la cara de contradespulla (30) adyacente, estando unidos los primero (27a) y segundo (27b) segmentos de recta entre sí por una parte curvilínea (27c), estando inclinado el segundo segmento de recta (27b) con respecto al eje de rotación (4) de la broca un ángulo (27d) comprendido entre 1 y 15 grados, y formando los primero (27a) y segundo (27b) segmentos de recta entre sí un ángulo (27e) comprendido entre 25 y 35 grados.
12. Procedimiento de perforación de materiales compuestos por medio de una broca de acuerdo con una cualquiera de las reivindicaciones 1 a 11, caracterizado porque la broca tiene una velocidad de corte periférica comprendida entre 600 m/min y 1000 m/min.
13. Procedimiento de perforación de acuerdo con la reivindicación 12, caracterizado porque la broca tiene un avance comprendido entre 0,05 mm/vuelta y 0,20 mm/vuelta.
14. Procedimiento de perforación de acuerdo con las reivindicaciones 12 o 13, caracterizado porque la perforación es efectuada en seco.
15. Procedimiento de perforación de acuerdo con una cualquiera de las reivindicaciones 12 a 14, caracterizado porque la perforación es realizada sin operación previa de centrado.
16. Procedimiento de perforación de acuerdo con una cualquiera de las reivindicaciones 12 a 15, caracterizado porque una sola operación de perforación es suficiente para realizar el agujero final.
17. Procedimiento de perforación de acuerdo con una cualquiera de las reivindicaciones 12 a 16, caracterizado porque la profundidad de la perforación es superior al diámetro de la parte tallada (3) de la broca.
18. Procedimiento de perforación de acuerdo con una cualquiera de las reivindicaciones 12 a 17, caracterizado porque el material que hay que perforar es un material compuesto de fibras de carbono cuya matriz es una resina de epoxy.
Patentes similares o relacionadas:
Herramienta de autoinjerto con un perfil acanalado mejorado y procedimientos de uso, del 1 de Julio de 2020, de HUWAIS IP HOLDING LLC: Un osteótomo giratorio , que comprende: una espiga que establece un eje longitudinal de rotación; un cuerpo que se extiende desde dicha espiga […]
Herramienta de corte rotatoria con broca reemplazable y método de corte rotatorio para ella y método de instalación de broca, del 17 de Junio de 2020, de Zhejiang Xinxing Tools Co., Ltd: Herramienta de corte rotatoria con broca reemplazable, que comprende una broca y una barra portaherramientas , donde la broca esta conectada de manera desmontable […]
Broca con resaltes en la zona de captura, del 1 de Octubre de 2019, de ESPINOSA CHIVITE, Miguel Angel: 1. Broca con resaltes en la zona de captura que consiste en una conformación especial de su zona de captura para impedir que, durante el proceso de taladrado, […]
 Placa de corte, del 26 de Junio de 2019, de DIAGER: Placa de corte concebida para fijarse en un extremo de un cuerpo de herramienta con el fin de accionarse en rotación alrededor de un eje […]
Placa de corte, del 26 de Junio de 2019, de DIAGER: Placa de corte concebida para fijarse en un extremo de un cuerpo de herramienta con el fin de accionarse en rotación alrededor de un eje […]
Miembro de corte, del 17 de Abril de 2019, de Gershon System Ltd: Un elemento (10,500; 10,500'; 10,500''; 10,900; 10,900') de corte para su uso en una operación de corte que comprende: - un borde (10,532; 10,532'; 10,532''; […]
Instrumento cerámico, del 28 de Noviembre de 2018, de GEBR. BRASSELER GMBH & CO. KG: Instrumento rotatorio con un vástago y una parte de trabajo fijada en el vástago o que puede estar fijado de manera amovible, en el cual por […]
Herramienta de corte, del 11 de Septiembre de 2018, de ISCAR LTD.: Una herramienta de corte que tiene un eje longitudinal (A) que define direcciones hacia adelante y hacia atrás, comprendiendo la herramienta de corte : […]
Herramienta de corte e inserto de corte con una ranura de resiliencia hacia atrás, del 25 de Abril de 2018, de ISCAR LTD.: Un inserto de corte , que tiene un eje de inserto longitudinal (A) que se extiende en una dirección de delante (DF) hacia atrás (DR), que comprende: […]