APLICACION DE PULVERIZACION TERMICA DE MATERIAL DE SOLDADURA FUERTE PARA LA FABRICACION DE DISPOSITIVOS DE TRANSFERENCIA DE CALOR.
Un procedimiento para formar un intercambiador de calor, que comprende:
formar configuraciones a partir de una lámina de un metal o de una aleación metálica que pueda unirse mediante soldadura fuerte, donde la configuración se crea para formar uno o más pasos de fluido para formar un intercambiador de calor, caracterizado porque el procedimiento comprende además pulverizar térmicamente un material de soldadura fuerte sobre partes seleccionadas de la lámina, donde el material de soldadura fuerte puede unirse a las configuraciones para formar una o más juntas de soldadura fuerte que completan la formación del uno o más pasos de fluido; y
calentar las configuraciones o el material de soldadura fuerte a una temperatura suficiente para fundir el material de soldadura fuerte de manera que se adhiera a las configuraciones para formar una o más juntas de soldadura fuerte para formar el intercambiador de calor
Tipo: Patente Internacional (Tratado de Cooperación de Patentes). Resumen de patente/invención. Número de Solicitud: PCT/FI2004/000530.
Solicitante: LUVATA OY.
Nacionalidad solicitante: Finlandia.
Dirección: P.O. BOX 78,02101 ESPOO.
Inventor/es: SABTAY,YORAM.
Fecha de Publicación: .
Fecha Concesión Europea: 14 de Julio de 2010.
Clasificación Internacional de Patentes:
- B23K1/00S4
- F28D1/03L
- F28F1/12D
- F28F9/18 MECANICA; ILUMINACION; CALEFACCION; ARMAMENTO; VOLADURA. › F28 INTERCAMBIO DE CALOR EN GENERAL. › F28F PARTES CONSTITUTIVAS DE APLICACION GENERAL DE LOS APARATOS INTERCAMBIADORES O DE TRANSFERENCIA DE CALOR (materiales de transferencia de calor, de intercambio de calor o de almacenamiento de calor C09K 5/00; purgadores de agua o aire, ventilación F16). › F28F 9/00 Carcasas; Cabezales; Soportes auxiliares para elementos; Elementos auxiliares dentro de las carcasas. › mediante soldadura.
Clasificación PCT:
- B21D53/02 TECNICAS INDUSTRIALES DIVERSAS; TRANSPORTES. › B21 TRABAJO MECANICO DE LOS METALES SIN ARRANQUE SUSTANCIAL DE MATERIAL; CORTE DEL METAL POR PUNZONADO. › B21D TRABAJO MECANICO O TRATAMIENTO DE CHAPAS, TUBOS, BARRAS O PERFILES METALICOS SIN ARRANQUE SUSTANCIAL DE MATERIAL; CORTE DE METALES POR PUNZONADO (trabajo mecánico o tratamiento de alambre B21F). › B21D 53/00 Fabricación de otros objetos especiales (fabricación de cadenas o de partes de cadenas B21L). › de intercambiadores de calor, p. ej. radiadores, condensadores (fabricación de tubos con aletas o con nervios mediante la fijación sobre los tubos de un material en banda o de presentación análoga B21C 37/22).
- B23K1/00 B […] › B23 MAQUINAS-HERRAMIENTAS; TRABAJO DE METALES NO PREVISTO EN OTRO LUGAR. › B23K SOLDADURA SIN FUSION O DESOLDEO; SOLDADURA; REVESTIMIENTO O CHAPADO POR SOLDADURA O SOLDADURA SIN FUSION; CORTE POR CALENTAMIENTO LOCALIZADO, p. ej. CORTE CON SOPLETE; TRABAJO POR RAYOS LASER (fabricación de productos revestidos de metal por extrusión de metales B21C 23/22; realización de guarniciones o recubrimientos por moldeo B22D 19/08; moldeo por inmersión B22D 23/04; fabricación de capas compuestas por sinterización de polvos metálicos B22F 7/00; disposiciones sobre las máquinas para copiar o controlar B23Q; recubrimiento de metales o recubrimiento de materiales con metales, no previsto en otro lugar C23C; quemadores F23D). › Soldadura sin fusión, p. ej. brazing, o desoldeo (B23K 3/00 tiene prioridad; caracterizadas únicamente por el uso de materiales o de un medio ambiente particular B23K 35/00; en la fabricación de circuitos impresos H05K 3/34).
- B23K3/06 B23K […] › B23K 3/00 Herramientas, dispositivos o accesorios particulares para la soldadura sin fusión o el desoldeo, no concebidos para procedimientos particulares (materiales utilizados para la soldadura sin fusión B23K 35/00). › Dispositivos de alimentación con metal de aportación; Cubas de fusión del metal de aportación.
- B23K35/00 B23K […] › Varillas de soldar, electrodos, materiales o medios ambientes utilizado para la soldadura sin fusión, la soldadura o el corte.
- B23P15/26 B23 […] › B23P OTROS PROCEDIMIENTOS PARA EL TRABAJO DEL METAL NO PREVISTOS EN OTRO LUGAR; OPERACIONES MIXTAS; MAQUINAS HERRAMIENTAS UNIVERSALES (dispositivos para el copiado o el control B23Q). › B23P 15/00 Fabricación de objetos determinados por medio de operaciones no cubiertas en alguna sola de las otras subclases o por algún grupo de esta subclase. › de intercambiadores de calor.
Clasificación antigua:
- B21D53/02 B21D 53/00 […] › de intercambiadores de calor, p. ej. radiadores, condensadores (fabricación de tubos con aletas o con nervios mediante la fijación sobre los tubos de un material en banda o de presentación análoga B21C 37/22).
- B23K1/00 B23K […] › Soldadura sin fusión, p. ej. brazing, o desoldeo (B23K 3/00 tiene prioridad; caracterizadas únicamente por el uso de materiales o de un medio ambiente particular B23K 35/00; en la fabricación de circuitos impresos H05K 3/34).
- B23K3/06 B23K 3/00 […] › Dispositivos de alimentación con metal de aportación; Cubas de fusión del metal de aportación.
- B23K35/00 B23K […] › Varillas de soldar, electrodos, materiales o medios ambientes utilizado para la soldadura sin fusión, la soldadura o el corte.
- B23P15/26 B23P 15/00 […] › de intercambiadores de calor.
Fragmento de la descripción:
Aplicación de pulverización térmica de material de soldadura fuerte para la fabricación de dispositivos de transferencia de calor.
Campo de la invención
La presente invención se refiere a un procedimiento para fabricar un dispositivo de transferencia de calor tal como un radiador de automóvil. Las partes de intercambiador de calor que van a unirse se recubren pulverizando térmicamente un material de soldadura fuerte, tal como mediante pulverización de arco de alambre o de plasma. Después de ensamblar todas las partes, las partes de intercambiador de calor se sueldan fuertemente entre sí calentando el material de soldadura fuerte para obtener juntas soldadas fuertemente y formar de este modo el dispositivo de transferencia de calor.
Antecedentes de la invención
En la técnica existen muchos procedimientos para fabricar tubos de intercambio de calor. La mayoría de los procedimientos implican doblar una lámina de metal recubierta para formar canales, aplicar un material fundente al metal doblado y después calentar el metal doblado y el material fundente mientras se aplica un material de soldadura fuerte. Durante el proceso de calentamiento, el material fundente limpia las superficies del metal para que el material de soldadura fuerte pueda fluir fácilmente hacia cualquier hueco entre los pliegues para sellar el hueco y formar juntas. Generalmente, toda la lámina de metal se recubre con el material de soldadura fuerte y posteriormente con el fundente, o toda la lámina se recubre con el material de soldadura fuerte y con el material fundente. Algunos metales o aleaciones metálicas, tales como el aluminio, se chapan con un metal o con una aleación que pueden soldarse fuertemente de manera más rápida antes de utilizarse para facilitar este tipo de proceso de fabricación.
Algunos ejemplos de esta tecnología pueden encontrarse en la bibliografía de patentes. La solicitud de patente europea número 0 302 232 desvela un tubo de intercambio de calor en el que los bordes terminales del material laminado están enrollados hacia el centro del material pasada la vertical de manera que los bordes son paralelos al material laminado cuando se sueldan fuertemente al mismo. La patente estadounidense número 4.633.056 desvela un procedimiento de fabricación de un tubo de intercambio de calor que presenta una sección transversal ovalada y un alma transversal para tales tubos. El tubo se une utilizando soldadura de haz de electrones. La patente estadounidense número 5.186.251 desvela un tubo de intercambio de calor con pasos de flujo de doble fila. La patente estadounidense número 5.441.106 desvela un tubo de intercambio de calor que incluye una pluralidad de aletas internas que se extienden a lo largo de la longitud del tubo. El tubo está formado por lingotes de aluminio chapado y soldados fuertemente entre sí. La patente estadounidense número 5.579.837 desvela un tubo de intercambio de calor que presenta una parte divisoria formada por dos segmentos que presentan un ángulo de entre 7º y 15º aproximadamente entre los mismos. Todo el tubo se recubre con fundente de soldadura fuerte antes de soldarse fuertemente. La patente estadounidense número 5.704.423 desvela un tubo de intercambio de calor que se fabrica ensamblando una parte principal y una parte secundaria de dos piezas de metal diferentes, siendo generalmente cada una de aluminio o de una aleación de aluminio. La patente estadounidense número 5.765.634 desvela un tubo de intercambio de calor divido en dos por una parte divisoria de refuerzo. La parte divisoria consiste en un pliegue que se extiende hacia el interior del tubo y formado en la tira de metal laminado a partir de la cual se fabrica el tubo. Antes de unir los extremos de la tira metálica, una cara de tira se recubre con material de soldadura fuerte. Tal y como puede observarse a partir de lo anterior, no hay una forma aceptada universalmente para la fabricación del tubo de radiador. Estas referencias utilizan generalmente un fundente o una pasta que contiene fundente para soldar el metal fuertemente entre sí, especialmente cuando se utiliza aluminio.
El material fundente es generalmente corrosivo para el material del tubo y para el horno utilizado en el proceso de soldadura fuerte. El uso de fundente añadido encarece el proceso. Normalmente es deseable fabricar un tubo de intercambio de calor sin la aplicación de un fundente. En la patente estadounidense número 5.378.294 se describe una aleación de cobre sin fundente utilizada como un material de relleno de soldadura fuerte. Puede resultar útil utilizar una aleación de este tipo como un material de relleno de aleación fuerte en la fabricación del sistema de tubos del intercambiador de calor.
Otro procedimiento de formación de tubos de transferencia de calor se describe en la anterior patente estadounidense del inventor número 6.530.514. Esta patente describe un procedimiento según el preámbulo de la reivindicación 1.
Los materiales de soldadura fuerte sin fundente pueden aplicarse a superficies metálicas mediante una variedad de técnicas de recubrimiento. Específicamente, un procedimiento para depositar material de soldadura fuerte incluye una lechada a modo de pintura formada mezclando polvo de soldadura fuerte con aglutinantes y disolventes que se utilizan como portadores. Después de la deposición, los portadores se evaporan mediante calor y aire forzado dejando un polvo adherido a la superficie mediante el aglutinante. También puede insertarse una chapa entre los materiales que van a soldarse fuertemente, aunque la chapa puede no pegarse a la superficie de tubos planos. La etapa de secado aumenta el tiempo necesario para esta técnica y reduce la tasa de producción en tales procesos.
Otro procedimiento conocido para recubrir artículos incluye mantener en suspensión polvo que va a depositarse en forma de lechada a modo de pintura. Algunos inconvenientes de usar la lechada a modo de pintura incluyen que la densidad del polvo es baja ya que el polvo tiene normalmente una forma esférica y el aire puede quedar atrapado entre las esferas. Normalmente, el grosor del recubrimiento debe aumentarse con el fin de aumentar la cantidad de material de soldadura fuerte sobre la superficie recubierta. Un mayor grosor no es una opción viable cuando se requiere un ajuste de precisión en el ensamblado de algunas partes. El grosor también puede provocar un aumento en el tamaño de las partes, lo que puede no ser deseable en algunas aplicaciones.
A pesar de estas técnicas de recubrimiento conocidas y del conocimiento anterior de fabricación de dispositivos de transferencia de calor, todavía existe la necesidad de procesos de formación mejorados de dispositivos de intercambiador de calor, y la presente invención desvela un proceso preferido que elimina las desventajas de las técnicas conocidas.
Resumen de la invención
La invención se refiere a un procedimiento de formación de un intercambiador de calor que incluye las etapas de formar configuraciones a partir de una lámina de un metal o de una aleación metálica que pueda unirse mediante soldadura fuerte, pulverizar térmicamente un material de soldadura fuerte sobre partes seleccionadas de la lámina, donde el material de soldadura fuerte puede unirse a las configuraciones para formar una o más juntas de soldadura fuerte, y calentar las configuraciones o el material de soldadura fuerte a una temperatura suficiente para fundir el material de soldadura fuerte de manera que se adhiera a las configuraciones para formar una o más juntas de soldadura fuerte para formar el intercambiador de calor.
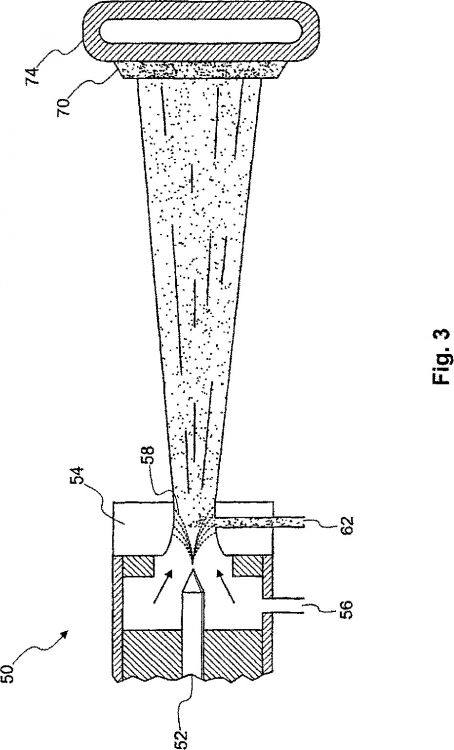
El material de soldadura fuerte es preferentemente un metal o una aleación elegidos para que sean compatibles con el metal o la aleación de la lámina. La lámina se calienta normalmente hasta no más del 20% aproximadamente por encima de la temperatura de fusión del material de soldadura fuerte para formar la(s) junta(s) de soldadura fuerte, y el calentamiento tiene lugar normalmente en un horno. El material de soldadura fuerte puede estar en forma de polvo o de alambre y se aplica a través de una pistola de pulverización térmica. La pulverización térmica incluye un arco de alambre o de plasma.
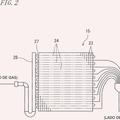
La configuración se crea para formar uno o más pasos de fluido. La configuración se sella mediante la junta de soldadura fuerte para formar uno o más tubos que incluyen los pasos. Una pluralidad de los tubos se une mediante uno o más colectores colocados en una posición operativa para dirigir o recibir fluido desde los pasos y formar un intercambiador de calor, tal como que el que se utiliza en un radiador de automóvil. Preferentemente, la lámina incluye cobre...
Reivindicaciones:
1. Un procedimiento para formar un intercambiador de calor, que comprende:
formar configuraciones a partir de una lámina de un metal o de una aleación metálica que pueda unirse mediante soldadura fuerte, donde la configuración se crea para formar uno o más pasos de fluido para formar un intercambiador de calor, caracterizado porque el procedimiento comprende además pulverizar térmicamente un material de soldadura fuerte sobre partes seleccionadas de la lámina, donde el material de soldadura fuerte puede unirse a las configuraciones para formar una o más juntas de soldadura fuerte que completan la formación del uno o más pasos de fluido; y
calentar las configuraciones o el material de soldadura fuerte a una temperatura suficiente para fundir el material de soldadura fuerte de manera que se adhiera a las configuraciones para formar una o más juntas de soldadura fuerte para formar el intercambiador de calor.
2. El procedimiento según la reivindicación 1, en el que el material de soldadura fuerte está en forma de polvo o de un alambre.
3. El procedimiento según la reivindicación 2, en el que el material de soldadura fuerte se aplica a través de una pistola de pulverización térmica.
4. El procedimiento según la reivindicación 3, en el que la pulverización térmica comprende un arco de plasma o de alambre.
5. El procedimiento según la reivindicación 1, en el que el material de soldadura fuerte se aplica en una atmósfera inerte.
6. El procedimiento según la reivindicación 1, en el que la configuración se sella mediante la junta de soldadura fuerte para formar uno o varios tubos que incluyen el (los) paso(s).
7. El procedimiento según la reivindicación 6, en el que se forma una pluralidad de tubos.
8. El procedimiento según la reivindicación 6, en el que el procedimiento comprende fabricar un radiador de automóvil formando un intercambiador de calor que presenta uno o más pasos de fluido según la reivindicación 6.
9. El procedimiento según la reivindicación 6, en el que se proporciona una pluralidad de tubos y se unen además a uno o más colectores colocados en una posición operativa para dirigir o recibir fluido desde los pasos para formar el intercambiador de calor.
10. El procedimiento según la reivindicación 9, en el que el procedimiento comprende fabricar un radiador de automóvil preparando una pluralidad de tubos de intercambiador de calor según la reivindicación 9 y conectando los tubos en asociación de fluidos para formar el radiador de automóvil.
11. El procedimiento según la reivindicación 1, en el que el procedimiento comprende:
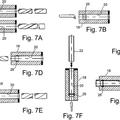
formar un tubo para un intercambiador de calor proporcionando una lámina de un metal o de una aleación metálica que presenta una base y dos extremos;
doblar los extremos de la lámina para formar segmentos que presentan lados opuestos entre sí y lados opuestos a la base de la lámina;
doblar adicionalmente los extremos de la lámina el uno hacia el otro para formar un par de pasos de fluido;
aplicar un material de soldadura fuerte que pueda adherirse al material laminado sin fundente entre los lados opuestos de los segmentos y entre la base y los lados de los segmentos opuestos a la base de la lámina; y
aplicar calor a la lámina y al material de soldadura fuerte suficiente para fundir el material de soldadura fuerte y hacer que se adhiera a los segmentos y a la base para unir los segmentos entre sí y a la base de la lámina para formar el tubo.
12. El procedimiento según la reivindicación 1, en el que el material de soldadura fuerte es un metal o una aleación compatible con el metal o la aleación de la lámina.
13. El procedimiento según la reivindicación 1, en el que la lámina está formada por un material seleccionado a partir del grupo que consiste en aluminio, aleaciones de aluminio, cobre, aleaciones de cobre o acero inoxidable.
14. El procedimiento según la reivindicación 13, en el que la lámina comprende cobre o una aleación de cobre y el material de soldadura fuerte comprende una aleación de cobre que está formulada para tener una temperatura de fusión inferior a la de la lámina.
15. El procedimiento según la reivindicación 1, en el que la lámina se calienta a no más del 20% aproximadamente por encima de la temperatura de fusión del material de soldadura fuerte para formar la(s) junta(s) de soldadura fuerte.
16. El procedimiento según la reivindicación 1, en el que el calentamiento se produce en un horno.
Patentes similares o relacionadas:
Nervadura de manguito para tanques intercambiadores de calor, del 25 de Marzo de 2020, de VALEO INC.: Una disposición de encabezamiento para un intercambiador de calor que comprende un cuerpo de intercambiador de calor para su uso en aplicaciones […]
Intercambiador de calor, del 26 de Febrero de 2020, de DAIKIN INDUSTRIES, LTD.: Un intercambiador de calor que comprende: un par de cabezales dentro de los cuales fluye refrigerante; y múltiples tubos planos (11a a 11f) que […]
Método de fabricación de un intercambiador de calor, y un intercambiador de calor, del 4 de Diciembre de 2019, de Nissens Cooling Solutions A/S: Método para fabricar un intercambiador de calor que comprende varias placas metálicas delgadas , en donde: se prensan las placas […]
 Aparato y método para proteger la lámina de tubo de una caldera en bucle de gas de síntesis, del 30 de Octubre de 2019, de ALFA LAVAL CORPORATE AB: Caldera en bucle de gas de síntesis , que comprende una carcasa , que rodea un haz de tubos , en donde dicho haz de tubos comprende una […]
Aparato y método para proteger la lámina de tubo de una caldera en bucle de gas de síntesis, del 30 de Octubre de 2019, de ALFA LAVAL CORPORATE AB: Caldera en bucle de gas de síntesis , que comprende una carcasa , que rodea un haz de tubos , en donde dicho haz de tubos comprende una […]
INTERCAMBIADOR DE CALOR PARA GASES Y PROCEDIMIENTO DE MONTAJE DE UN INTERCAMBIADOR DE CALOR, del 17 de Septiembre de 2019, de VALEO TERMICO, S.A.: La presente invención se refiere, en primer lugar, a un intercambiador de calor para gases de escape de un motor de un vehículo, del tipo que comprende un haz de […]
Radiador de tubos para calefacción y método para producir un radiador de tubos para calefacción, del 7 de Agosto de 2019, de FONDITAL S.p.A: Un radiador de tubos para calefacción, que comprende un par de barras , dotadas de pluralidades respectivas de orificios separados […]
Dispositivo de protección para un equipo de carcasa y de tubos, del 17 de Julio de 2019, de ALFA LAVAL OLMI S.p.A: Equipo de carcasa y de tubos , que comprende una carcasa , que rodea un haz de tubos , en donde dicho haz de tubos comprende una pluralidad de tubos , […]
 Dispositivo de intercambio de calor y tubo de conexión usado en su interior, del 26 de Junio de 2019, de DAIKIN INDUSTRIES, LTD.: Un dispositivo de intercambio de calor que comprende:
un intercambiador de calor con una pluralidad de tubos de transferencia de calor a través […]
Dispositivo de intercambio de calor y tubo de conexión usado en su interior, del 26 de Junio de 2019, de DAIKIN INDUSTRIES, LTD.: Un dispositivo de intercambio de calor que comprende:
un intercambiador de calor con una pluralidad de tubos de transferencia de calor a través […]