APARATO PARA LA FABRICACION DE CIERRES DE CREMALLERA.
Aparato de fabricación de cierres de cremallera (10) para fabricar un cierre de cremallera (F),
que comprende una pluralidad de partes de mecanización (20, 30, 40, 50, 60) para mecanizar una cadena de cierre de cremallera (C) para fabricar el cierre de cremallera (F); caracterizado porque presenta: una parte de mesa fija (12); estando provista cada una de las partes de mecanización (20, 30, 40, 50, 60) en una circunferencia de la parte de mesa fija (12), a un ángulo predeterminado y en orden de mecanización por la pluralidad de partes de mecanización (20, 30, 40, 50, 60); un rotor (13) para girar de forma intermitente en el ángulo predeterminado de manera paralela a la parte de mesa fija (12); y una pluralidad de partes de sujeción (17) para sujetar la cadena de cierre de cremallera (C), estando dispuesta cada una de las partes de sujeción (17) en el rotor (13) en el ángulo predeterminado; en el que cada una de las partes de sujeción está provista de: un par de pinzas izquierda y derecha (17, 17) para sujetar la cadena de cierre de cremallera (C); y unas partes de funcionamiento para hacer funcionar el par de pinzas (17, 17) para promover su acercamiento o separación una respecto de la otra
Tipo: Patente Europea. Resumen de patente/invención. Número de Solicitud: E04017947.
Solicitante: YKK CORPORATION.
Nacionalidad solicitante: Japón.
Dirección: 1, KANDAIZUMI-CHO, CHIYODA-KU,TOKYO.
Inventor/es: UMINO, MITSUGU, ITO,MICHIO, FUJII, OSAMU, SUGIMOTO,ATSUNORI.
Fecha de Publicación: .
Fecha Solicitud PCT: 29 de Julio de 2004.
Fecha Concesión Europea: 28 de Octubre de 2009.
Clasificación Internacional de Patentes:
- A44B19/42 NECESIDADES CORRIENTES DE LA VIDA. › A44 MERCERIA; JOYERIA. › A44B BOTONES, ALFILERES, HEBILLAS, CIERRES DE CORREDERA O DE CURSOR O SIMILARES (cierres adaptados especialmente al calzado A43C). › A44B 19/00 Cierres de cremallera. › Fabricación por procedimientos no completamente previstos en otras clases, p. ej. B21D 53/50, B21F 45/18, B22D 17/16, B29D 5/00.
- A44B19/60 A44B 19/00 […] › Colocación de sistemas de parada en las cintas de banda.
- A44B19/62 A44B 19/00 […] › Colocación de cursores en las cintas de banda.
Clasificación PCT:
- A44B19/42 A44B 19/00 […] › Fabricación por procedimientos no completamente previstos en otras clases, p. ej. B21D 53/50, B21F 45/18, B22D 17/16, B29D 5/00.
Clasificación antigua:
- A44B19/42 A44B 19/00 […] › Fabricación por procedimientos no completamente previstos en otras clases, p. ej. B21D 53/50, B21F 45/18, B22D 17/16, B29D 5/00.
Países PCT: Austria, Bélgica, Suiza, Alemania, Dinamarca, España, Francia, Reino Unido, Grecia, Italia, Liechtensein, Luxemburgo, Países Bajos, Suecia, Mónaco, Portugal, Irlanda, Eslovenia, Finlandia, Rumania, Chipre, Lituania, Letonia, Ex República Yugoslava de Macedonia, Albania.
Fragmento de la descripción:
Aparato para la fabricación de cierres de cremallera.
Antecedentes de la invención
La presente invención se refiere a un aparato para la fabricación de cierres de cremallera del tipo definido en el preámbulo de la reivindicación 1.
Un aparato de este tipo se da a conocer en PATENT ABSTRACTS OF JAPAN, vol. 0185, nº 71 (C-1267), de 2 de noviembre de 1994 y en el documento JP-A-06-209810.
De acuerdo con esta técnica anterior, se ha venido empleando un aparato para la fabricación de una cadena de cierre de cremallera que une un cursor y un tope terminal superior para realizar unas operaciones de mecanización mientras sujeta una cadena de cierre de cremallera continua (en adelante denominada cadena de cierre de cremallera) en un estado horizontal y desplaza la misma cadena de cierre de cremallera en su dirección longitudinal, por ejemplo.
El documento US-A-3138852 da a conocer un aparato para la fabricación de un componente de cierre de cremallera, provisto de una torreta rotativa que se mueve paso a paso a varios puestos dispuestos alrededor de ella con lo cual los componentes son posicionados sobre y fijados sucesivamente a productos dispuestos circunferencialmente alrededor de la periferia de la torreta.
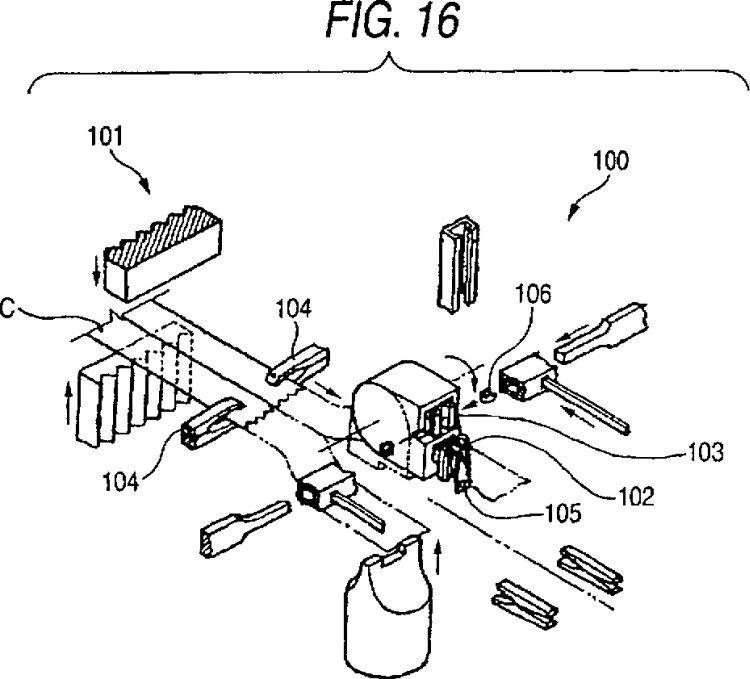
En un aparato 100 para la fabricación de una cadena de cierre de cremallera descrito en el documento JP-A-6-209810, varias partes de mecanización tales como una parte de corte 101, una parte de montaje de cursores 102 y una parte de unión de topes terminales superiores 103 están dispuestas secuencialmente en serie a lo largo de un recorrido de desplazamiento en la dirección longitudinal de una cadena de cierre de cremallera C como se muestra en la Figura 16.
Cuando se trata de acabar la cadena de cierre de cremallera C mediante el empleo del aparato convencional de fabricación de cadenas de cierre de cremallera 100, una parte extrema en la dirección longitudinal de la cadena de cierre de cremallera C en estado cerrado está sujeta horizontalmente por medio de un par de pinzas de inserción izquierda y derecha 104 y 104 y se transfiere la cadena de cierre de cremallera C sobre la parte de corte 101, la parte de montaje de cursores 102 y la parte de unión de topes terminales superiores 103. Durante la transferencia de la cadena de cierre de cremallera C, se monta un cursor 105 sobre la cadena de cierre de cremallera C y se fija un tope terminal superior 106 a la cadena de cierre de cremallera C dividida en dos partes por el montaje del cursor 105, respectivamente. El extremo trasero de la cadena de cierre de cremallera C que llega a la parte de corte 101 se corta para acabar la cadena de cierre de cremallera C según una longitud predeterminada. Al repetir esta operación secuencialmente, se acaba la siguiente cadena de cierre de cremallera C provista de una longitud predeterminada.
De la misma manera que la técnica descrita en el documento JP-A-6-209810, además, se conoce otro aparato de fabricación de cadenas de cierre de cremallera provisto de una pluralidad de partes de mecanización prevista en serie desde un lado de suministro a un lado de descarga de la cadena de cierre de cremallera (véanse los documentos JP-B-6-71446 y JP-B-7-40962, por ejemplo).
También en los aparatos de fabricación de cadenas de cierre de cremallera descritos en los documentos JP-B-6-71446 y JP-B-7-40962, se realizan varias operaciones de mecanización como el montaje de un cursor y la fijación de un tope terminal superior mientras se transfiere la cadena de cierre de cremallera horizontalmente sobre cada parte de mecanización. Los documentos JP-A-6-209810, JP-B-6-71446 y JP-B-7-40962 han sido propuestos por el solicitante.
Se refiere a los documentos JP-A-6-209810, JP-B-6-71446 y JP-B-7-40962 como técnica relacionada.
El aparato de fabricación de cadenas de cierre de cremallera 100 descrito en cada uno de los documentos JP-A-6-209810, JP-B-6-71446 y JP-B-7-40962 está configurado por proporcionar en serie cada una de las partes de mecanización como la parte de corte 101, la parte de montaje de cursores 102 y la parte de unión de topes terminales superiores 103 a lo largo de un recorrido de transferencia que discurre en línea recta.
Por esta razón, la cadena de cierre de cremallera C se transfiere en un estado horizontal sobre todas las partes de mecanización 101 a 103 previstas en la línea recta desde el lado de suministro hacia el lado de descarga de la cadena de cierre de cremallera C se manera que se puede elaborar según se describe arriba la cadena de cierre de cremallera individual C de longitud predeterminada en forma de producto.
En el aparato convencional de fabricación de cierres de cremallera 100, no obstante, se puede transferir sólo la cadena de cierre de cremallera C individual y las operaciones de mecanización predeterminadas se realizan secuencialmente una por una en las partes de mecanización 101 a 103 y no se puede transferir la siguiente cadena de cierre de cremallera C hasta que todas las operaciones de mecanización de las partes de mecanización 101 a 103 han quedado completadas respecto de su estructura. En otras palabras, no se puede comenzar la elaboración de la siguiente cadena de cierre de cremallera C mientras no se haya transferido la cadena de cierre de cremallera C de la longitud predeterminada que se ha de formar en producto sobre todas las partes de mecanización 101 a 103.
Por consiguiente, la operación de un dispositivo de mecanización en cada una de las partes de mecanización 101 a 103 se completa en el orden de mecanización y se descarga la cadena de cierre de cremallera C anterior del aparato de fabricación, y después se repite inevitablemente la operación del dispositivo de mecanización en secuencia para realizar las operaciones de mecanización que se han de realizar sobre la siguiente cadena de cierre de cremallera C de la misma manera como en el caso de la anterior cadena de cierre de cremallera C.
Como resultado, los dispositivos de mecanización de las partes de mecanización 101 a 103 que completan las operaciones de mecanización han de detener su funcionamiento hasta la terminación de las operaciones de los dispositivos de mecanización de todas las partes de mecanización 101 a 103 de la cadena de cierre de cremallera C, y han de estar en reposo durante un tiempo que se tarda hasta la transferencia de la siguiente cadena de cierre de cremallera C. Además, el dispositivo de mecanización que no ha realizado la operación de mecanización ha de quedar en reposo sin hacer nada hasta que la cadena de cierre de cremallera C alcanza una posición de mecanización. Por consiguiente, existe un problema en el sentido de que el tiempo de reposo del dispositivo de mecanización es largo, lo que da como resultado un deterioro del rendimiento operativo del dispositivo de mecanización. Adicionalmente, existe también un problema en el sentido de que el tiempo de repetición de una operación de mecanización es largo, dando como resultado un aumento del coste de mecanización por producto.
El aparato convencional de fabricación de cadenas de cierre de cremallera ha introducido varios dispositivos automáticos destinados a su empleo para una medición necesaria de una operación automática que no sea la operación de mecanización que ha de realizar cada una de las partes de mecanización y la confirmación y comprobación de una parte mecanizada. En el caso de que se haya de introducir el aparato automático de esta índole, existe también un problema en el sentido de que se alarga aun más el tiempo de repetición de las operaciones de mecanización conjuntamente con el tiempo de mecanización de cada una de las partes de mecanización y aumenta muy fuertemente el coste de mecanización por producto.
Por tanto, en el aparato convencional de fabricación de cadenas de cierre de cremallera, cuando se introduce el aparato automático en el equipo existente, queda perjudicado el rendimiento operativo. Por consiguiente, existe un límite a la fabricación en masa del producto con elevada precisión en un tiempo de repetición predeterminado o para la realización de producción a elevada velocidad.
Sumario de la invención
Un objetivo de la invención es proporcionar un aparato de fabricación de cierres de cremallera capaz de acortar el tiempo necesario para la fabricación en operaciones de mecanización, reducir el coste de mecanización y fabricar un producto a elevada velocidad.
De acuerdo con la invención, se alcanza este...
Reivindicaciones:
1. Aparato de fabricación de cierres de cremallera (10) para fabricar un cierre de cremallera (F), que comprende una pluralidad de partes de mecanización (20, 30, 40, 50, 60) para mecanizar una cadena de cierre de cremallera (C) para fabricar el cierre de cremallera (F);
caracterizado porque presenta:
en el que cada una de las partes de sujeción está provista de:
2. Aparato de fabricación de cierres de cremallera según la reivindicación 1,
en el que la pluralidad de partes de mecanización presenta, como cada una de las partes de mecanización:
3. Aparato de fabricación de cierres de cremallera según la reivindicación 2,
en el que la parte de corte (20) presenta:
4. Aparato de fabricación de cierres de cremallera según la reivindicación 2,
en el que la parte de montaje de cursores (30) incluye:
5. Aparato de fabricación de cierres de cremallera según la reivindicación 4,
en el que la parte de transferencia de cursores (32) presenta:
6. Aparato de fabricación de cierres de cremallera según la reivindicación 2,
en el que la parte de unión de topes terminales superiores (40) incluye: una rampa de suministro de topes terminales superiores (16a) para alinear y suministrar una pluralidad de topes terminales superiores (2);
7. Aparato de fabricación de cierres de cremallera según la reivindicación 6,
en el que el tope terminal superior (2) presenta una forma de U provista de dos partes de pata, y
8. Aparato de fabricación de cierres de cremallera según la reivindicación 7,
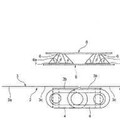
en el que la parte de sujeción está provista de un par de partes prensadoras primera y segunda (42a, 42a) que se acercan o se separan una respecto de la otra, y cada una de las partes prensadoras (42a) está provista de una parte cóncava de encaje (42a-1, 42a-2) en la cual se inserta el tope terminal superior (2) soportado por el saliente de encaje (41a) de la parte de recepción de topes terminales superiores (41).
9. Aparato de fabricación de cierres de cremallera según cualquiera de las reivindicaciones 1 a 8,
en el que cada una de las partes de mecanización (20, 30, 40) presenta una parte motriz respectivamente capaz de accionamiento independiente.
10. Aparato de fabricación de cierres de cremallera según la reivindicación 1,
en el que las partes de mecanización están previstas en una parte de la parte de mesa fija (12), y las partes de sujeción están dispuestas en un borde del rotor (13).
11. Aparato de fabricación de cierres de cremallera según la reivindicación 1,
en el que las partes de mecanización están previstas alrededor de un eje vertical de la parte de mesa fija (12), el rotor (13) está previsto para poder girar alrededor del eje vertical.
Patentes similares o relacionadas:
 Procedimiento y cremallera extrudida multi-material, del 31 de Enero de 2019, de Nite Ize, Inc: Una cremallera que comprende:
una porción de bola ; y
una porción de casquillo , en la que la porción de bola incluye un borde […]
Procedimiento y cremallera extrudida multi-material, del 31 de Enero de 2019, de Nite Ize, Inc: Una cremallera que comprende:
una porción de bola ; y
una porción de casquillo , en la que la porción de bola incluye un borde […]
Cursor para cierre de cremallera, del 20 de Diciembre de 2017, de YKK CORPORATION: Cursor de cierre de cremallera que comprende: un cuerpo para acoplar unos elementos de cierre; y un poste de fijación de lengüeta de […]
Cierre de cremallera, del 11 de Mayo de 2016, de YKK CORPORATION: Cierre de cremallera que comprende: un par de cintas de cierre que presentan cada una una capa impermeable ; un par de filas de elementos […]
 Elemento de cierre continuo, banda portadora de cierre, y procedimiento de fabricación de un elemento de cierre continuo, del 23 de Diciembre de 2015, de YKK CORPORATION: Elemento de cierre continuo formado por moldeo de un monofilamento de resina sintética termoplástica en forma helicoidal o en forma de zigzag, […]
Elemento de cierre continuo, banda portadora de cierre, y procedimiento de fabricación de un elemento de cierre continuo, del 23 de Diciembre de 2015, de YKK CORPORATION: Elemento de cierre continuo formado por moldeo de un monofilamento de resina sintética termoplástica en forma helicoidal o en forma de zigzag, […]
 Procedimiento y aparato para soldar elementos de resina sintética por calentamiento de alta frecuencia, del 19 de Noviembre de 2013, de YKK CORPORATION: Procedimiento de soldadura para soldar elementos de resina sintética por una vibración de alta frecuencia, en elque una parte vibrante suelda los elementos […]
Procedimiento y aparato para soldar elementos de resina sintética por calentamiento de alta frecuencia, del 19 de Noviembre de 2013, de YKK CORPORATION: Procedimiento de soldadura para soldar elementos de resina sintética por una vibración de alta frecuencia, en elque una parte vibrante suelda los elementos […]
 Cierre de cremallera provisto de elementos decorativos y procedimiento para su fabricación, del 10 de Septiembre de 2013, de YKK CORPORATION: Cierre de cremallera, que comprende dos bandas adyacentes, incluyendo cada una una banda de cierre que está provista de unas partes de borde longitudinales exterior […]
Cierre de cremallera provisto de elementos decorativos y procedimiento para su fabricación, del 10 de Septiembre de 2013, de YKK CORPORATION: Cierre de cremallera, que comprende dos bandas adyacentes, incluyendo cada una una banda de cierre que está provista de unas partes de borde longitudinales exterior […]
 Procedimiento de fabricación de conjuntos de cierre que comprenden unas aberturas, procedimiento de formación de bolsas, banda de conjuntos y bolsas correspondientes, del 16 de Enero de 2013, de S2F FLEXICO: Procedimiento de fabricación de conjuntos de cierre de bolsas , caracterizado porque comprende, paracada conjunto , las etapas […]
Procedimiento de fabricación de conjuntos de cierre que comprenden unas aberturas, procedimiento de formación de bolsas, banda de conjuntos y bolsas correspondientes, del 16 de Enero de 2013, de S2F FLEXICO: Procedimiento de fabricación de conjuntos de cierre de bolsas , caracterizado porque comprende, paracada conjunto , las etapas […]
 Tira de fijación con cuerpo magnético, del 28 de Marzo de 2012, de YKK CORPORATION: Tira de fijación apta para fijarse magnéticamente en un objeto, que comprende;
(a) un sustrato ;
(b) por lo menos un elemento de acoplamiento […]
Tira de fijación con cuerpo magnético, del 28 de Marzo de 2012, de YKK CORPORATION: Tira de fijación apta para fijarse magnéticamente en un objeto, que comprende;
(a) un sustrato ;
(b) por lo menos un elemento de acoplamiento […]