Sistema de extrusión de tubos con una separación de tapón de refrigeración.
Sistema de moldeo (2) para la producción de tubos que comprende
una extrusora (4) que presenta un cabezal de extrusión (6);
unos pares cooperantes de bloques de molde accionados (20, 22) que se acoplan y forman un túnel de molde móvil (5) alrededor de dicho cabezal de extrusión (6) y se desplazan aguas abajo del mismo; y
un tapón de refrigeración (14, 14a) dentro de dicho molde del túnel (5);
caracterizado porque el tapón de refrigeración (14, 14a) es fijado de manera que se puede liberar a dicho cabezal de extrusión (6) mediante un montaje de liberación (43) que presenta un mecanismo de liberación, permitiendo dicho mecanismo de liberación cuando es activado que dicho tapón de refrigeración (14, 14a) se separe de dicho cabezal de extrusión (6) mientras dicho tapón de refrigeración (14, 14a) se encuentra dentro de dicho túnel de molde (5).
Tipo: Patente Europea. Resumen de patente/invención. Número de Solicitud: E08018368.
Solicitante: LUPKE, MANFRED ARNO ALFRED.
Nacionalidad solicitante: Canadá.
Dirección: 92 ELGIN STREET THORNHILL ONTARIO L3T 1W6 CANADA.
Inventor/es: LUPKE, MANFRED ARNO ALFRED, LUPKE, STEFAN, A..
Fecha de Publicación: .
Clasificación Internacional de Patentes:
- B29C47/08
- B29C47/12
- B29C47/88
- B29C47/96
PDF original: ES-2380869_T3.pdf
Fragmento de la descripción:
Sistema de extrusión de tubos con una separación de tapón de refrigeración.
Campo de la invención La presente invención se refiere a unos sistemas y unos procedimientos de extrusión para la extrusión de tubos de plástico y se refiere en particular a unos sistemas y unos procedimientos en los que un tapón de refrigeración se puede separar del equipo de extrusión.
Antecedentes de la invención Resultan muy conocidos los equipos de extrusión para producir tubos de plástico y se utilizan en la realización de tubos de secciones transversales y diámetros distintos. En el caso de los tubos de plástico de resistencia elevada, la pared del tubo presenta una pluralidad de secciones para mejorar el rendimiento del tubo con respecto a las fuerzas de compresión radial o para satisfacer otros criterios de diseño. En el caso de las instalaciones de tubos enterradas, el defecto más común es la deformación hacia el interior. Diversas formas de tubo corrugado de pared doble, tubos acanalados así como diversos tubos de paredes sólidas conformadas, se encuentran disponibles para distintas aplicaciones. Se encuentra disponible un tubo corrugado de pared doble en distintos diámetros y se utiliza habitualmente en drenajes y otras aplicaciones.
Los equipos de moldeo de tubos comprenden una extrusora junto con una corrugadora o sistema que desplaza el bloque del molde para definir un túnel de molde móvil. La extrusora comprende un cabezal de extrusión que coopera con los bloques de molde para determinar la forma del tubo. Los ejemplos de dichos sistemas se presentan en las patentes US nº 5.516.482; nº 6.155.813; nº 6.054.089 y nº 6.399.002 de los presentes solicitantes, presentando la patente US nº 5.516.482 un sistema de moldeo según el preámbulo de la reivindicación 1.
El túnel del molde móvil comprende los pares de bloques de molde accionados que cooperan y constituyen una parte del túnel de molde móvil aguas arriba del cabezal de extrusión y se desplaza aguas abajo del cabezal de extrusión hasta que el plástico extrudido se ha enfriado suficientemente para conservar su forma. Los bloques de molde se separan a continuación del tubo y regresan a una posición inicial. Los bloques de molde se unen habitualmente a un transportador continuo para formar un tren de bloques de molde opuesto. Los bloques de molde se pueden impulsar asimismo para constituir una corrugadora pulsátil (véanse las patentes US nº 6.905.325 y nº
7.104.777 de los presentes solicitantes) . Habitualmente se utilizan diversas disposiciones para constituir un túnel de molde móvil en la realización de tubos de pared simple y doble.
Cuando se realiza un tubo de gran diámetro con un diámetro de 50 cm o superior, la velocidad del túnel de molde móvil es relativamente lenta y los bloques de molde que definen el túnel del molde presentan una masa considerable. La realización de un tubo de gran diámetro requiere una extrusora de gran capacidad para proporcionar el plástico suficiente para formar el tubo. Un paro repentino del sistema de extrusión constituye una situación difícil ya que el plástico fundido a alta presión en la extrusora resulta difícil de detener y habitualmente se expulsa hacia, y llena, los espacios vacíos entre los bloques de molde y el tapón de refrigeración, espacios que en un funcionamiento normal estarían vacíos.
Dicho exceso de plástico puede dañar el sistema de moldeo y/o complicar significativamente las etapas necesarias para devolver el sistema a un modo de funcionamiento.
En un paro inesperado repentino de un sistema de moldeo de tubos de gran diámetro, la presión elevada y la salida de la extrusora se compensan parcialmente por el exceso de plástico que llena y se fija a las cavidades del bloque de molde entre los bloques del molde y el tapón de refrigeración. Si dicho exceso de plástico se endurece, se adhiere o se une con el tapón de refrigeración y los bloques de molde evitando el desplazamiento adicional del túnel de molde móvil. En muchos casos, los bloques de molde se tienen que retirar de la disposición de arrastre correspondiente y retirar el plástico endurecido de los bloques de molde y el tapón de refrigeración. Ello es lento, supone un procedimiento de trabajo exhaustivo que tiene un impacto significativo en el coste de fabricación y la pérdida correspondiente de tiempo de producción y/o capacidad de producción.
La presente invención se refiere a un sistema y procedimiento que palía algunos de dichos problemas.
Sumario de la invención Un sistema de moldeo para la producción de tubos según la presente invención comprende una extrusora que presenta un cabezal de extrusión;
unos pares cooperantes de bloques de molde accionados que se acoplan y constituyen un túnel de molde móvil alrededor del cabezal de extrusión y se desplazan aguas abajo del mismo;
un tapón de refrigeración dentro del túnel de molde fijado de tal modo que se puede liberar al cabezal de extrusión mediante un montaje de liberación que presenta un mecanismo de liberación. Cuando se activa el mecanismo de liberación cuando permite que el tapón de refrigeración se separe del cabezal de extrusión mientras el tapón de refrigeración se encuentra en el túnel molde según la parte caracterizadora de la reivindicación 1.
En un aspecto de la presente invención, el mecanismo de liberación se activa mediante un activador remoto de liberación.
En un aspecto distinto de la presente invención, el activador remoto de liberación es un conmutador manual.
En aspecto adicional de la presente invención, el activador remoto de liberación es un conmutador eléctrico controlado mediante un controlador del sistema de moldeo de tubos.
Según un aspecto preferido de la presente invención, el controlador comprende una serie de sensores para monitorizar las condiciones de funcionamiento del sistema de moldeo de tubos para unas condiciones predeterminadas de liberación del tapón de refrigeración utilizado por el controlador para activar el conmutador eléctrico y liberar el tapón de refrigeración.
En un aspecto distinto de la presente invención, el montaje de liberación comprende un elemento de separación que presiona el tapón de refrigeración para que se separe del cabezal de extrusión cuando se activa el mecanismo de liberación.
En un aspecto adicional de la presente invención, el controlador comprende unas alarmas de aviso del operario que se activan basándose en las condiciones monitorizadas que satisfacen unas condiciones predeterminadas de aviso del operario.
En un aspecto distinto de la presente invención, el mecanismo de liberación comprende una disposición de separación precargada por muelle que proporciona una fuerza que provoca la separación del tapón de refrigeración del cabezal de extrusión cuando se activa el mecanismo de liberación.
La presente invención comprende asimismo un procedimiento para controlar un sistema de moldeo de tubos, comprendiendo el sistema de moldeo de tubos una extrusora con un cabezal de extrusión, unos pares cooperantes de bloques de molde accionados que constituyen un túnel de molde móvil y un tapón de refrigeración en el túnel del molde móvil, y fijado de un modo que se puede liberar al cabezal de extrusión mediante un montaje de liberación. Dicho montaje de liberación comprende un mecanismo de liberación en el que la activación del mecanismo de liberación permite que el tapón de refrigeración se separe del cabezal de extrusión. El procedimiento comprende monitorizar las condiciones de funcionamiento del sistema de moldeo de tubos; comparar las condiciones monitorizadas con un conjunto predeterminado de condiciones utilizadas para determinar una condición de la liberación; y basándose en una condición de liberación se determina la activación del mecanismo de liberación para permitir que el tapón de refrigeración se separe del cabezal de extrusión.
Breve descripción de los dibujos Las formas de realización preferidas de la presente invención se representan en los dibujos, en los que:
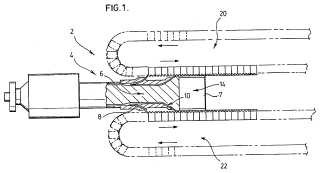
la figura 1 es una vista parcial esquemática de un sistema de moldeo de tubos;
la figura 2 es una vista en sección parcial del cabezal de extrusión, los bloques de molde y el tapón de refrigeración de la extrusora;
la figura 3 es una vista esquemática del aparato de moldeo con un tapón de refrigeración fijado al cabezal de extrusión para... [Seguir leyendo]
Reivindicaciones:
1. Sistema de moldeo (2) para la producción de tubos que comprende una extrusora (4) que presenta un cabezal de extrusión (6) ;
unos pares cooperantes de bloques de molde accionados (20, 22) que se acoplan y forman un túnel de molde móvil (5) alrededor de dicho cabezal de extrusión (6) y se desplazan aguas abajo del mismo; y un tapón de refrigeración (14, 14a) dentro de dicho molde del túnel (5) ;
caracterizado porque el tapón de refrigeración (14, 14a) es fijado de manera que se puede liberar a dicho cabezal de extrusión (6) mediante un montaje de liberación (43) que presenta un mecanismo de liberación, permitiendo dicho mecanismo de liberación cuando es activado que dicho tapón de refrigeración (14, 14a) se separe de dicho cabezal de extrusión (6) mientras dicho tapón de refrigeración (14, 14a) se encuentra dentro de dicho túnel de molde (5) .
2. Sistema de moldeo según la reivindicación 1, en el que dicho mecanismo de liberación es activado mediante un activador remoto de liberación.
3. Sistema de moldeo según la reivindicación 2, en el que dicho activador remoto de liberación es un conmutador manual.
4. Sistema de moldeo según la reivindicación 2, en el que dicho activador remoto de liberación es un conmutador eléctrico controlado por un controlador (40) de dicho sistema de moldeo de tubos (2) . 25
5. Sistema de moldeo según la reivindicación 4, en el que dicho controlador (40) comprende una serie de sensores para monitorizar las condiciones de funcionamiento de dicho sistema de moldeo de tubos (2) , monitorizando dicho controlador (40) dichas condiciones de funcionamiento, para las condiciones predeterminadas de liberación del tapón de refrigeración utilizadas por dicho controlador (40) para activar dicho conmutador eléctrico y liberar dicho tapón de refrigeración (14, 14a) .
6. Sistema de moldeo según la reivindicación 1, en el que dicho montaje de liberación (43) comprende un elemento de separación que fuerza a que dicho tapón de refrigeración (14, 14a) se separe de dicho cabezal de extrusión (6) cuando es activado dicho mecanismo de liberación.
7. Sistema de moldeo según la reivindicación 5, en el que dicho controlador (40) comprende unas alarmas de aviso del operario que son activadas basándose en dichas condiciones monitorizadas que satisfacen unas condiciones predeterminadas de aviso del operario.
8. Sistema de moldeo según la reivindicación 6, en el que dicho elemento de separación es un elemento de muelle (56) .
9. Sistema de moldeo según la reivindicación 4, en el que dicho mecanismo de liberación comprende una disposición de separación precargada por muelle que proporciona una fuerza que provoca la separación de dicho 45 tapón de refrigeración (14, 14a) de dicho cabezal de extrusión (6) cuando es activado dicho mecanismo de liberación.
10. Procedimiento de control de un sistema de moldeo de tubos (2) que presenta una extrusora (4) con un cabezal de extrusión (6) , unos pares cooperantes de bloques del molde accionados (20, 22) que forman un túnel de molde 50 móvil (5) , un tapón de refrigeración (14, 14a) dentro de dicho túnel de molde móvil (5) y fijado de manera que se puede liberar a dicho cabezal de extrusión (6) mediante un montaje de liberación (43) que presenta un mecanismo de liberación en el que la activación de dicho mecanismo de liberación permite que dicho tapón de refrigeración (14, 14a) se separe de dicho cabezal de extrusión (6) ; comprendiendo dicho procedimiento monitorizar las condiciones de funcionamiento de dicho sistema de moldeo de tubos (2) ; comparar las condiciones monitorizadas con un 55 conjunto predeterminado de condiciones utilizadas para determinar una condición de liberación; y basándose en una condición de liberación que es determinada activando dicho mecanismo de liberación para permitir que dicho tapón de refrigeración (14, 14a) se separe de dicho cabezal de extrusión (6) .
Patentes similares o relacionadas:
DISPOSITIVO DE EXTRUSIÓN PARA EL PROCESADO DE PLÁSTICOS ACOPLABLE A SISTEMAS DE ALIMENTACIÓN DE POLÍMEROS TERMOPLÁSTICOS Y TERMOENDURECIBLES., del 25 de Octubre de 2017, de RODRIGUEZ OUTON, Pablo: 1. Dispositivo de extrusión para el procesado de plásticos acoplable a sistemas de alimentación de polímeros termoplásticos y termoendurecibles […]
MOLDE Y PROCESO DE FABRICACIÓN PARA PARED MODULAR PREENSAMBLADA, del 1 de Junio de 2017, de NIÑO BARBOSA, Eduardo Antonio: La pared modular pre-ensamblada para divisiones impermeables y proceso de fabricación de la misma en PVC con guías laterales conectoras macho […]
Método y aparato de extrusión de un pasamanos termoplástico, del 1 de Marzo de 2017, de EHC CANADA, INC: Un método de extrusión de un artículo , de sección transversal constante y que incluye un primer material termoplástico, un inhibidor de estiramiento […]
Elemento de centraje para elementos parciales de herramienta de una herramienta de transformación de materia sintética, del 9 de Noviembre de 2016, de VEKA AG: Elemento de centraje (10; 10') para elementos parciales de herramienta de una herramienta de transformación de materia sintética , con un […]
Procedimiento de fabricación de filamentos de poliacrilonitrilo y cabezal de extrusión para realizar dicho procedimiento., del 19 de Julio de 2016, de TORRES MARTINEZ,MANUEL: Procedimiento de fabricación de filamentos de poliacrilonitrilo y cabezal de extrusión para realizar dicho procedimiento, comprendiendo la preparación […]
PROCEDIMIENTO DE FABRICACIÓN DE FILAMENTOS DE POLIACRILONITRILO Y CABEZAL DE EXTRUSIÓN PARA REALIZAR DICHO PROCEDIMIENTO, del 23 de Junio de 2016, de TORRES MARTINEZ,MANUEL: Procedimiento de fabricación de filamentos de poliacrilonitrilo y cabezal de extrusión para realizar dicho procedimiento, comprendiendo la preparación […]
Tubo de transferencia de fluido con porción(es) corrugada(s) y su procedimiento de fabricación, del 22 de Junio de 2016, de Hutchinson, Srl: Tubo de transferencia de fluido , en particular para la carga de un circuito de refrigeración de un motor térmico de vehículo automóvil, que comprende […]
Aparato para texturizar material de hebra, del 11 de Mayo de 2016, de OCV INTELLECTUAL CAPITAL, LLC: Un dispositivo para texturizar un material de hebra, comprendiendo el dispositivo: un cuerpo de boquilla ; un dispositivo de bloqueo ; […]