Sistema articulado de fijación para moldeo por soplado.
Un sistema de fijación para moldes de soplado, que comprende:
unos semimoldes de soplado (116a,
116b);
un componente de accionamiento para controlar la apertura y el cierre de dichos semimoldes de soplado (116a, 116b); y
una pluralidad de componentes articulados que conectan dicho componente de accionamiento a dichos semimoldes de soplado (116a, 116b), en el cual uno de dichos componentes articulados comprende una guía de seguidor de leva (199) para su uso en el sistema de fijación de moldes de soplado, caracterizado porque dicha guía de seguidor de leva (199) comprende:
una carcasa para leva (310) que tiene una cavidad interna, estando dicha carcasa para leva (310) articulada con el sistema articulado de fijación de moldes de soplado;
un huso (320) posicionado dentro de la cavidad interna de la carcasa para leva (310), por lo que dicho huso (310) puede efectuar un movimiento de traslación dentro de la carcasa de leva (310); y
al menos un medio de muelle (330) posicionado a lo largo del huso (320), en el cual dicho al menos un medio de muelle (330) puede absorber las fuerzas de carga excesivas del interior del sistema articulado de fijación de moldes de soplado,
en el cual dicha fuerza de muelle del al menos un medio de muelle (330) puede ajustarse con un medio de ajuste de dicha carcasa para leva (310).
Tipo: Patente Internacional (Tratado de Cooperación de Patentes). Resumen de patente/invención. Número de Solicitud: PCT/US2011/054678.
Solicitante: GRAHAM PACKAGING COMPANY, L.P..
Nacionalidad solicitante: Estados Unidos de América.
Dirección: 2401 PLEASANT VALLEY ROAD YORK, PA 17402 ESTADOS UNIDOS DE AMERICA.
Inventor/es: HEININGER,AMMON, TAYLOR,LARRY M, MILLER,MARSHALL M.
Fecha de Publicación: .
Clasificación Internacional de Patentes:
- B29C33/20 TECNICAS INDUSTRIALES DIVERSAS; TRANSPORTES. › B29 TRABAJO DE LAS MATERIAS PLASTICAS; TRABAJO DE SUSTANCIAS EN ESTADO PLASTICO EN GENERAL. › B29C CONFORMACIÓN O UNIÓN DE MATERIAS PLÁSTICAS; CONFORMACIÓN DE MATERIALES EN ESTADO PLÁSTICO, NO PREVISTA EN OTRO LUGAR; POSTRATAMIENTO DE PRODUCTOS CONFORMADOS, p. ej. REPARACIÓN (fabricación de preformas B29B 11/00; fabricación de productos estratificados combinando capas previamente no unidas para convertirse en un producto cuyas capas permanecerán unidas B32B 37/00 - B32B 41/00). › B29C 33/00 Moldes o núcleos; Detalles o accesorios para ellos. › Apertura, cierre o apriete.
- B29C33/22 B29C 33/00 […] › por movimiento rectilíneo.
- B29C49/56 B29C […] › B29C 49/00 Moldeo por soplado, es decir, soplando una preforma o un parisón en un molde por obtener la forma deseada; Aparatos a este efecto. › Medios de apertura, cierre o apriete.
- F16H35/10 MECANICA; ILUMINACION; CALEFACCION; ARMAMENTO; VOLADURA. › F16 ELEMENTOS O CONJUNTOS DE TECNOLOGIA; MEDIDAS GENERALES PARA ASEGURAR EL BUEN FUNCIONAMIENTO DE LAS MAQUINAS O INSTALACIONES; AISLAMIENTO TERMICO EN GENERAL. › F16H TRANSMISIONES. › F16H 35/00 Transmisiones o mecanismos que tienen otras características de funcionamiento particulares. › Dispositivos para absorber la sobrecarga o impedir cualquier daño por sobrecarga.
- F16H53/06 F16H […] › F16H 53/00 Levas o ruletas seguidoras de levas, p. ej. rodillos para mecanismos de transmisión. › Ruletas (F16H 53/08 tiene prioridad).
PDF original: ES-2519602_T3.pdf
Fragmento de la descripción:
Sistema articulado de fijación para moldeo por soplado
Campo de la invención
La presente invención se refiere, en general, a moldeo por extrusión y soplado y a dispositivos de moldeo por extrusión y soplado. Más en particular, la invención dada a conocer se refiere a un aparato para moldear tereftalato de polietileno por extrusión y soplado, y más específicamente se refiere a un componente de guía para seguidor de leva utilizado en un aparato para moldear tereftalato de polietileno por extrusión y soplado. A partir de los documentos US5698241 y JP 25356 se conocen dispositivos de moldeo por soplado.
Antecedentes de la invención
Las resinas de polímero, tales como el tereftalato de polietileno (PET), se utilizan ampliamente en la industria de envasado. El PET es una resina de poliéster termoplástico lineal. Las ventajas del PET incluyen dureza, claridad, buenas propiedades de barrera, peso ligero, flexibilidad de diseño, resistencia química, y una larga vida útil. Adicionalmente, el PET resulta ecológico dado que a menudo puede reciclarse. Estas características del PET hacen que sea un material popular para la fabricación de recipientes, por ejemplo, botellas de bebidas.
Existen diversas metodologías de producción de recipientes de PET. Por ejemplo, el moldeo por inyección, soplado y estiramiento se utiliza comúnmente para fabricar botellas de PET. De las diversas metodologías, normalmente se utiliza moldeo por extrusión y soplado (EBM) para formar recipientes de PET de una pieza que tengan un asa integrada. El proceso de EBM incluye extruir una resina de polímero en un estado blando a través de una prensa anular para formar un tubo hueco o parisón fundido. Se coloca el parisón fundido en un molde hueco de soplado que tiene una cavidad correspondiente a la forma deseada del recipiente a formar. Se inyecta aire para inflar el parisón contra las paredes interiores del molde de soplado. Al entrar en contacto con las paredes, el parisón se enfría rápidamente y adopta la forma del molde.
Los fabricantes de PET han desarrollado diferentes grados o versiones de PET que resultan más adecuados para el uso en procedimientos de EBM. Dicho PET de grado extruíble, o "EPET", tiene un mayor peso molecular que el PET estándar, y tiene una viscosidad interna de 1, dl/g o superior, medida como viscosidad de la solución. Resulta importante que las fuerzas de moldeo asociadas con la formación de recipientes de EPET son superiores a las fuerzas de moldeo desarrolladas durante la formación de recipientes de PET.
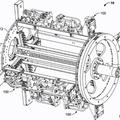
Un tipo de procedimiento rápido de EBM utilizado para formar recipientes de EPET utiliza un aparato de moldeo por soplado que tiene la capacidad de formar aproximadamente 1 recipientes por minuto. Este tipo de máquina de moldeo por soplado puede configurarse con una rueda giratoria vertical de tal modo que la rueda esté configurada con unos semimoldes separados circunferencialmente. Cada uno de los semimoldes captura un parisón de crecimiento continuo en una estación de extrusión. En un aparato de moldeo por soplado ejemplar, el cabezal de flujo que extruye el parisón se desplaza hacia arriba y se separa de los semimoldes una vez que los semimoldes se han cerrado para capturar el parisón. Se corta el parisón en un punto adyacente a la parte superior de los semimoldes, luego se separan los semimoldes de la estación de extrusión, y se desplaza una espiga de soplado superior hacia el extremo del parisón retenido en la parte superior de los semimoldes para sellar la cavidad de moldeo e insuflar el parisón. A continuación el cabezal de flujo y el parisón dependiente vuelven a bajar hasta la posición inicial, de tal modo que el nuevo parisón quede en posición para ser capturado por el siguiente par de semimoldes.
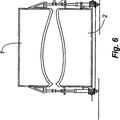
El parisón insuflado se enfría a medida que giran la rueda y los semimoldes. En la estación de eyección de molde apropiada, se abren los semimoldes y se expulsa de entre los semimoldes el recipiente acabado. En una operación normal, el aparato de rueda giratoria puede producir aproximadamente 11 recipientes por minuto utilizando una máquina de 22 moldes y una velocidad de rotación de 5 RPM.
Los procesos de EBM, y en especial aquellos para formar recipientes de EPET, a menudo desarrollan fuerzas de retención de molde muy elevadas. Dado que las fuerzas de retención de molde se transmiten a través de las articulaciones del sistema, cualquier elemento o componente débil del mecanismo articulado puede resultar en fallos por tensión o en la deformación del elemento. Un elemento del sistema articulado que está sometido a tales fuerzas elevadas es una guía de seguidor de leva. Incorporar un elemento dentro del sistema articulado para absorber determinadas fuerzas excesivas que puedan transmitirse a través del sistema articulado y de los dos semimoldes, en forma de un amortiguador de choques, reducirá determinadas deformaciones o fallos por tensión en el sistema articulado. Tales deformaciones podrían causar una mayor fatiga del sistema, una mala alineación del molde, o incluso un fallo del sistema.
Por consiguiente, existe la necesidad de incorporar un medio para absorber las fuerzas excesivas generadas durante el proceso de EBM, y por lo tanto reducir las deformaciones o los fallos por tensión en el mecanismo articulado, y aumentar la fiabilidad del sistema y la regularidad de resultados para los recipientes. Dicha mejora no ha sido incorporada con anterioridad en dichas máquinas de EBM, incluyendo aquellas que forman recipientes de EPET. El elemento de seguidor de leva de la invención descrito a continuación, que incorpora un medio de muelle, es uno de tales elementos de sistema articulado mejorados diseñados para absorber las fuerzas excesivas del sistema articulado.
Sumario de la invención
La invención de acuerdo con la reivindicación 1 aborda y resuelve los problemas anteriormente mencionados, que fueron incompleta o inadecuadamente resueltos por la técnica anterior.
Una realización preferida de la invención es un dispositivo de guía de seguidor de leva para su uso en un sistema articulado de fijación de molde de soplado, que comprende una carcasa para leva que tiene una cavidad interna, estando dicha carcasa para leva articulada con el sistema articulado de fijación de molde de soplado; un huso posicionado dentro de la cavidad interna de la carcasa para leva; y al menos un medio de muelle posicionado a lo largo del huso, en el cual dicho medio de muelle puede absorber las fuerzas de carga excesivas del interior del sistema articulado de fijación de molde de soplado. Otra realización de la invención es un dispositivo de guía de seguidor de leva para su uso en un sistema articulado de fijación de molde de soplado, que comprende una carcasa para leva que tiene una cavidad interna, estando dicha carcasa para leva articulada con el sistema articulado de fijación de molde de soplado; un huso posicionado dentro de la cavidad interna de la carcasa para leva; y al menos un muelle de disco posicionado a lo largo del huso, en el cual dicho muelle de disco puede absorber las fuerzas de carga excesivas del interior del sistema articulado de fijación de molde de soplado.
Otra realización preferida de la invención es un aparato articulado para su uso en un sistema de fijación de molde de soplado, que comprende unos semimoldes de soplado conectados de manera móvil a un componente de accionamiento para controlar la apertura y el cierre de dichos semimoldes de soplado; y una guía de seguidor de leva para su uso en el sistema articulado de fijación de molde de soplado, en el cual la guía de seguidor de leva comprende una carcasa para leva que tiene una cavidad interna, estando dicha carcasa para leva articulada con el sistema articulado de fijación de molde de soplado; un huso posicionado dentro de la cavidad interna de la carcasa para leva; y al menos un medio de muelle posicionado a lo largo del huso, en el cual dicho medio de muelle puede absorber las fuerzas de carga excesivas del interior del sistema articulado de fijación de molde de soplado.
Otra realización preferida más de la invención es un sistema de fijación de molde de soplado, que comprende unos semimoldes de soplado; un componente de accionamiento para controlar la apertura y el cierre de dichos semimoldes de soplado; y una pluralidad de componentes articulados que conectan dicho componente de accionamiento a dichos semimoldes de soplado, en el cual uno de dichos componentes articulados comprende una guía de seguidor de leva para su uso en el sistema articulado de fijación de molde de soplado, en el cual la guía de seguidor de leva comprende una carcasa para leva que tiene una cavidad interna, estando dicha carcasa para leva articulada con el sistema articulado... [Seguir leyendo]
Reivindicaciones:
1. Un sistema de fijación para moldes de soplado, que comprende:
unos semimoldes de soplado (116a, 116b);
un componente de accionamiento para controlar la apertura y el cierre de dichos semimoldes de soplado (116a, 116b); y
una pluralidad de componentes articulados que conectan dicho componente de accionamiento a dichos semimoldes de soplado (116a, 116b), en el cual uno de dichos componentes articulados comprende una guía de seguidor de leva (199) para su uso en el sistema de fijación de moldes de soplado, caracterizado porque dicha guía de seguidor de leva (199) comprende:
una carcasa para leva (31) que tiene una cavidad interna, estando dicha carcasa para leva (31) articulada con el sistema articulado de fijación de moldes de soplado;
un huso (32) posicionado dentro de la cavidad interna de la carcasa para leva (31), por lo que dicho huso (31) puede efectuar un movimiento de traslación dentro de la carcasa de leva (31);
y
al menos un medio de muelle (33) posicionado a lo largo del huso (32), en el cual dicho al menos un medio de muelle (33) puede absorber las fuerzas de carga excesivas del interior del sistema articulado de fijación de moldes de soplado,
en el cual dicha fuerza de muelle del al menos un medio de muelle (33) puede ajustarse con un medio de ajuste de dicha carcasa para leva (31).
2. El sistema de fijación de moldes de soplado, según la reivindicación 1, en el cual el al menos un medio de muelle (33) es una pluralidad de muelles de disco.
3. El sistema de fijación de moldes de soplado, según la reivindicación 1, que comprende adicionalmente un elemento de desgaste (35) en la parte inferior de la carcasa para leva (31).
4. El sistema de fijación de moldes de soplado, según la reivindicación 3, que comprende adicionalmente un accesorio (351) para permitir aplicar un lubricante en el elemento para desgaste (33) de la carcasa para leva.
Patentes similares o relacionadas:
Proceso para la fabricación de productos de material compuesto empleando un molde con cojinetes, del 19 de Febrero de 2020, de AUTOMOBILI LAMBORGHINI S.P.A.: Proceso para la fabricación de productos elaborados de materiales compuestos, caracterizado por comprender las siguientes fases operativas: - la disposición de uno […]
Molde elaborado de un material compuesto y proceso para su fabricación, del 12 de Febrero de 2020, de AUTOMOBILI LAMBORGHINI S.P.A.: Molde para la fabricación de productos elaborado de materiales compuestos, en donde el molde comprende al menos una porción funcional (24, […]
Aparato de formación de estructuras compuestas, del 9 de Enero de 2019, de THE BOEING COMPANY: Un aparato de formación de compuestos que comprende: una base ; una placa ; diversos sistemas de movimiento que mueven una de la base […]
Máquinas de moldear rotativas, del 17 de Mayo de 2017, de GRAHAM ENGINEERING CORPORATION: Máquina de moldear por soplado rotativa , que comprende: una base ; un elemento móvil montado para rotar en la base alrededor de […]
Conjunto de molde y método de cierre de un conjunto de molde, del 3 de Agosto de 2016, de SIEMENS AKTIENGESELLSCHAFT: Conjunto de molde que comprende: - una primera parte (1a) de molde con una primera abertura (2a) de molde; - una segunda parte (1b) de molde con una segunda abertura […]
 Estación de abrazadera modular y aparato de moldeo giratorio, del 24 de Febrero de 2016, de GRAHAM ENGINEERING CORPORATION: Conjunto de abrazadera de molde modular para su uso en una máquina de moldeo , comprendiendo el conjunto un bastidor que tiene un […]
Estación de abrazadera modular y aparato de moldeo giratorio, del 24 de Febrero de 2016, de GRAHAM ENGINEERING CORPORATION: Conjunto de abrazadera de molde modular para su uso en una máquina de moldeo , comprendiendo el conjunto un bastidor que tiene un […]
DISPOSITIVO PARA CERRAR Y APRETAR MOLDES., del 16 de Marzo de 2007, de AUTOMA S.P.A.: Dispositivo de accionamiento para moldes para la producción de contenedores, por ejemplo, botellas o similares hechos de polietileno, polipropileno u otros materiales […]
 CONJUNTO DE MOLDE CON MECANISMO DE ARTICULACION Y METODO PARA CERRAR UN CONJUNTO DE MOLDE, del 14 de Octubre de 2010, de LM GLASFIBER A/S: Un conjunto de molde que comprende una primera y una segunda parte de molde para la fabricación de un miembro de perfil cerrado substancialmente alargado, en particular […]
CONJUNTO DE MOLDE CON MECANISMO DE ARTICULACION Y METODO PARA CERRAR UN CONJUNTO DE MOLDE, del 14 de Octubre de 2010, de LM GLASFIBER A/S: Un conjunto de molde que comprende una primera y una segunda parte de molde para la fabricación de un miembro de perfil cerrado substancialmente alargado, en particular […]