Sistema para la separación y transferencia de objetos entre estaciones operativas.
Un sistema para la separación y transferencia de objetos que avanzan en procesión sobre unos medios de transporte (8,
108) a lo largo de una pista (11, 111) desde un paso mínimo a un paso preestablecido mayor que dicho paso mínimo, y para la transferencia de dichos objetos separados a unos medios de manipulación (3), en el que dicho sistema comprende una rueda de accionamiento (15', 115'), comprendiendo dicha rueda de accionamiento (15', 115') una pluralidad de rebajes (26, 126) para accionar una pluralidad de mandriles (12, 112), llevando cada mandril (12, 112) uno de dichos objetos, estando separados los rebajes (26, 126) mediante un paso mayor que dicho paso mínimo de los objetos en los medios de transporte (8, 108), siendo dicho paso de los rebajes ( 26, 126) igual o inferior a dicho paso preestablecido, caracterizado porque el sistema comprende:
- medios de manipulación y de separación (44b; 144', 144'') de los mandriles (12, 112) que llevan los objetos desde dicho paso mínimo a un paso que corresponde sustancialmente al paso de los rebajes (26, 126), estando dispuestos dichos medios de manipulación y de separación (44b; 144', 144'') en el punto de unión entre una longitud rectilínea (13', 113') de la pista (11, 111) y la rueda de accionamiento (15', 115'); y
- una pluralidad de pinzas (50) que están montadas en una estructura de guía (64) dispuesta por debajo de la rueda de accionamiento (15', 115') y que giran integralmente con la misma, siendo las pinzas (50) radialmente extensibles desde la rueda de accionamiento (15', 115'), siendo accionadas dichas pinzas (50) mediante un perfil de leva (55, 55') que determina la trayectoria de dichas pinzas (50), estando adaptadas dichas pinzas (50) para acoplarse a dichos objetos transportados por los mandriles (12, 112) y para transferir los objetos a dichos medios de manipulación (3).
Tipo: Patente Europea. Resumen de patente/invención. Número de Solicitud: E13170667.
Solicitante: SMI S.P.A..
Nacionalidad solicitante: Italia.
Dirección: Via Monte Grappa, 7 24121 Bergamo ITALIA.
Inventor/es: ZACCHE,VANNI, SALVI,GIORGIO, GRAZIOLI,MARCO.
Fecha de Publicación: .
Clasificación Internacional de Patentes:
- B29C49/42 TECNICAS INDUSTRIALES DIVERSAS; TRANSPORTES. › B29 TRABAJO DE LAS MATERIAS PLASTICAS; TRABAJO DE SUSTANCIAS EN ESTADO PLASTICO EN GENERAL. › B29C CONFORMACIÓN O UNIÓN DE MATERIAS PLÁSTICAS; CONFORMACIÓN DE MATERIALES EN ESTADO PLÁSTICO, NO PREVISTA EN OTRO LUGAR; POSTRATAMIENTO DE PRODUCTOS CONFORMADOS, p. ej. REPARACIÓN (fabricación de preformas B29B 11/00; fabricación de productos estratificados combinando capas previamente no unidas para convertirse en un producto cuyas capas permanecerán unidas B32B 37/00 - B32B 41/00). › B29C 49/00 Moldeo por soplado, es decir, soplando una preforma o un parisón en un molde por obtener la forma deseada; Aparatos a este efecto. › Elementos constitutivos, detalles o accesorios; Operaciones auxiliares.
- B65G47/28 B […] › B65 TRANSPORTE; EMBALAJE; ALMACENADO; MANIPULACION DE MATERIALES DELGADOS O FILIFORMES. › B65G DISPOSITIVOS DE TRANSPORTE O ALMACENAJE, p. ej. TRANSPORTADORES PARA CARGAR O BASCULAR, SISTEMAS TRANSPORTADORES PARA TALLERES O TRANSPORTADORES NEUMATICOS DE TUBOS (embalajes B65B; manipulación de material delgado o filiforme, p. ej. hojas de papel o fibras B65H; grúas B66C; aparatos de elevación o arrastre,p. ej. montacargas, B66D; dispositivos para elevar o bajar mercancías para carga y descarga, p. ej. carretillas elevadoras, B66F 9/00; vaciado de botellas, jarras, latas, barricas, barriles o contendores similares, no previstos en otro lugar, B67C 9/00; distribución o trasvase de líquidos B67D; llenado o descarga de contenedores para gases licuados, solidificados o comprimidos F17C; sistemas de conducción para fluídos F17D). › B65G 47/00 Dispositivos para manipular objetos o materiales asociados con los transportadores; Métodos de empleo de los dispositivos. › durante el transporte por un solo transportador.
- B65G47/84 B65G 47/00 […] › Ruedas con forma de estrellas o dispositivos de correas o cadenas sin fin, estando dotadas las ruedas o dispositivos de elementos que enganchan a los objetos.
PDF original: ES-2548273_T3.pdf
Fragmento de la descripción:
Sistema para la separación y transferencia de objetos entre estaciones operativas La presente invención se refiere a un sistema para la separación y transferencia de objetos entre estaciones operativas. En particular, la invención se aplica a un horno para preformas de material plástico, utilizable además, sin limitación, en máquinas de soplado o de estiramiento-soplado. La obtención de recipientes por soplado de preformas especiales calentadas adecuadamente dentro de un molde que tiene una forma deseada es una técnica ampliamente utilizada en el campo del envasado, en particular para la fabricación de botellas para bebidas. Hay sustancialmente dos técnicas diferentes, soplado simple y estiramiento-soplado, que proporcionan el soplado neumático y el estiramiento mecánico concomitante de la preforma en el molde. En ambos casos, las preformas tienen que alcanzar la máquina de soplado o estiramiento-soplado en una condición térmica correspondiente al punto de ablandamiento del material, de manera que pueda deformarse plásticamente dentro de los moldes.
El ablandamiento de las preformas se lleva a cabo en hornos especiales, que comprenden una serie de módulos de calentamiento dispuestos en serie a lo largo de la trayectoria de las preformas.
Para maximizar tanto la eficiencia térmica como las dimensiones del horno, se desea que las preformas se introduzcan y se hagan deslizar dentro del horno en el paso más cercano como sea posible.
Sin embargo, esta necesidad es opuesta a la necesidad de que las preformas calentadas estén adecuadamente separadas para su inserción en los moldes de la máquina de soplado o estiramiento-soplado, cuyo paso, por razones obvias de dimensionamiento, no puede reducirse más allá de un límite determinado.
En las máquinas convencionales como se conoce por ejemplo a partir de los documentos DE-10/2008/037, 865 y FRA-2.515.153, esta operación de separación de las preformas al paso de los moldes se realiza mediante medios de manipulación, en particular estrellas de distribución, que comprenden una pluralidad de medios de sujeción de las preformas que están dispuestos en el mismo paso de los moldes en la máquina de soplado o en una posición intermedia entre el paso de la última y el paso de las preformas que salen del horno. Por lo tanto, las estrellas de distribución están dispuestas en rotación a una velocidad mayor que la velocidad de alimentación de las preformas calentadas, e inferior o igual a la velocidad de rotación de la máquina de soplado.
Este cambio de velocidad impone una considerable aceleración de las preformas. Al considerar que estas últimas, cuando salen del horno, no son rígidas, sino que están ablandadas, esta aceleración puede provocar una deformación de las preformas, con la consiguiente formación de imperfecciones en las botellas obtenidas después de la operación de soplado o estiramiento-soplado. De hecho, la preforma deformada puede estar en contacto con la superficie del molde antes de comenzar a soplar, provocando un enfriamiento brusco de la preforma en el punto de contacto, que por lo tanto ya no podrá someterse a una expansión.
También debe indicarse que el diámetro de las estrellas de distribución y/o del paso de los medios de sujeción situados sobre las mismas no es fijo, dependiendo del tipo de la máquina. Este hecho aumenta aún más el problema relacionado con la transferencia de las preformas ablandadas del horno en las estrellas de distribución, cuya transferencia ya no se podrá realizar jamás en condiciones homocinéticas. En el caso en el que el diámetro de la estrella de distribución es menor y, por lo tanto, esta última está separada de los medios de liberación de las 45 preformas del horno, las preformas serán sometidas a una aceleración de dos componentes: un componente tangencial para su separación en el paso de la estrella, y un componente radial durante la etapa de transferencia desde el horno a la estrella. Esta aceleración combinada es particularmente perjudicial, provocando fácilmente una deformación de las preformas.
El problema abordado por la presente invención es el de proporcionar un sistema para la separación y la transferencia de objetos, en preformas particulares, que permita superar los inconvenientes mencionados anteriormente.
Este problema se resuelve mediante un sistema para la separación y transferencia de objetos tal como se indica en 55 las reivindicaciones adjuntas, cuya definición es una parte integral de la presente descripción.
Otras características y ventajas de la presente invención serán más claramente evidentes a partir de la descripción de algunos ejemplos de aplicación, dados en el presente documento a continuación a modo de ejemplo indicativo no limitativo, con referencia a las siguientes figuras:
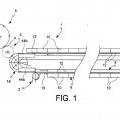
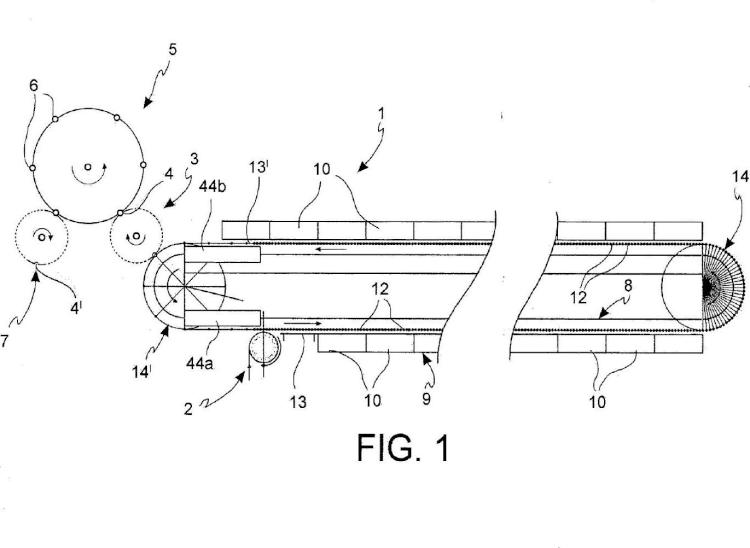
la figura 1 representa una vista esquemática en planta de un conjunto de máquina de horno de soplado de acuerdo con la invención;
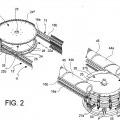
la figura 2 representa una vista parcial en perspectiva del sistema para la separación y transferencia de objetos de 65 acuerdo con la invención;
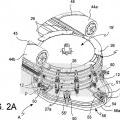
la figura 2A representa una vista de un detalle del sistema de la figura 2, de acuerdo con una realización diferente;
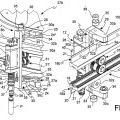
la figura 3 es una vista en perspectiva de un detalle que muestra un mandril del sistema de la figura 2;
la figura 4 representa una vista en perspectiva diferente de un detalle particular que muestra el mandril de la figura 3 en una posición operativa diferente;
la figura 5 representa una vista lateral según el sentido A de la figura 4;
la figura 6 representa una vista lateral según el sentido B de la figura 4;
la figura 7A muestra una vista en perspectiva del detalle de una pinza del sistema para la separación y transferencia de objetos de la invención;
la figura 7B muestra una vista lateral de la pinza de la figura 7A;
la figura 8 muestra una vista en perspectiva del detalle del soporte de pinzas de acuerdo con la invención;
la figura 9 muestra una vista en perspectiva de una realización diferente del sistema para la separación y transferencia de objetos de acuerdo con la invención;
la figura 10 muestra una vista en perspectiva de un detalle de la realización de la figura 9;
la figura 11 muestra una vista en perspectiva de un detalle diferente de la realización de la figura 9;
La siguiente descripción se refiere a una realización específica del sistema para la separación y transferencia de objetos de acuerdo con la invención, es decir, la aplicación del sistema a un horno para el ablandamiento de las preformas que se enviarán a una máquina de soplado. Sin embargo, debe entenderse que el sistema de la invención es aplicable a otros equipos en los que es necesario cambiar el paso de los objetos en una trayectoria predeterminada. Con referencia a las figuras, un horno para preformas de acuerdo con un aspecto de la invención se indica con el número 1, horno que está conectado operativamente con unos medios de manipulación 2, 3 de las preformas, que entran y salen del horno 1, respectivamente.
Dichos medios de manipulación 2, 3 se componen típicamente de estrellas de distribución que comprenden una serie de medios de sujeción 4, por ejemplo, muescas o rebajes, adaptados para acoplarse a las preformas, por ejemplo, en el cuello.
Los medios de manipulación 3 de las preformas que salen del horno 1 a su vez se conectan operativamente con una máquina de soplado 5 (el término «máquina de soplado» como se usa en la presente descripción significa cualquier tipo de máquina de soplado o estiramiento-soplado) que comprende una pluralidad de moldes 6 en los que se inserta la preforma calentada y desde los que sale en forma de una botella moldeada por soplado (o por estiramiento-soplado) .
La máquina de soplado 5 está a su vez conectada operativamente con unos medios de distribución 7, típicamente 45 una estrella de distribución, adaptados para retirar las botellas moldeadas por soplado que salen de la máquina de soplado y transferirlas, mediante un sistema de transporte adecuado, a la siguiente unidad operativa. Para este objetivo, la estrella de distribución 7 comprende una pluralidad de muescas 4' adaptadas para acoplarse al cuello de las botellas moldeadas por soplado.
Se define así una trayectoria de las preformas, lo que se indica en la figura 1 mediante los sentidos de las flechas, desde su suministro al horno 1 a su entrada en los moldes 6 de la máquina de soplado 5.
El horno 1 comprende unos medios de transporte 8, adaptados para manejar las preformas a lo largo de una trayectoria dentro del mismo horno, y unos medios de calentamiento 9.
Los medios de calentamiento... [Seguir leyendo]
Reivindicaciones:
1. Un sistema para la separación y transferencia de objetos que avanzan en procesión sobre unos medios de transporte (8, 108) a lo largo de una pista (11, 111) desde un paso mínimo a un paso preestablecido mayor que dicho paso mínimo, y para la transferencia de dichos objetos separados a unos medios de manipulación (3) , en el que dicho sistema comprende una rueda de accionamiento (15', 115') , comprendiendo dicha rueda de accionamiento (15', 115') una pluralidad de rebajes (26, 126) para accionar una pluralidad de mandriles (12, 112) , llevando cada mandril (12, 112) uno de dichos objetos, estando separados los rebajes (26, 126) mediante un paso mayor que dicho paso mínimo de los objetos en los medios de transporte (8, 108) , siendo dicho paso de los rebajes ( 26, 126) igual o inferior a dicho paso preestablecido, caracterizado porque el sistema comprende:
- medios de manipulación y de separación (44b; 144', 144'') de los mandriles (12, 112) que llevan los objetos desde dicho paso mínimo a un paso que corresponde sustancialmente al paso de los rebajes (26, 126) , estando dispuestos dichos medios de manipulación y de separación (44b; 144', 144'') en el punto de unión entre una longitud rectilínea (13', 113') de la pista (11, 111) y la rueda de accionamiento (15', 115') ; y -una pluralidad de pinzas (50) que están montadas en una estructura de guía (64) dispuesta por debajo de la rueda de accionamiento (15', 115') y que giran integralmente con la misma, siendo las pinzas (50) radialmente extensibles desde la rueda de accionamiento (15', 115') , siendo accionadas dichas pinzas (50) mediante un perfil de leva (55, 55') que determina la trayectoria de dichas pinzas (50) , estando adaptadas dichas pinzas (50) para acoplarse a dichos objetos transportados por los mandriles (12, 112) y para transferir los objetos a dichos medios de manipulación (3) .
2. El sistema de acuerdo con la reivindicación 1, en el que dichos objetos son preformas (P) transportadas por mandriles (12, 112) , y en el que dichos medios de transporte (8, 108) están situados en un horno (1) para el calentamiento y tratamiento del perfil térmico de las preformas (P) .
3. El sistema de acuerdo con la reivindicación 1 ó 2, en el que las pinzas (50) están montadas sobre unos medios de deslizamiento (51) que permiten que la pinza (50) se extienda radialmente con respecto a la rueda de accionamiento (15', 115') .
4. El sistema de acuerdo con la reivindicación 3, en el que la estructura de guía (64) comprende un buje (65) , destinado a estar montado por debajo de la rueda de accionamiento (15') de manera que gire integralmente con la misma, desde el cual se irradian una pluralidad de barras de guía (66) ; y en el que los medios de deslizamiento (51)
comprenden una porción deslizante (52) y una porción de soporte (53) , comprendiendo la porción deslizante (52) un elemento de perfil en forma de C cerrado (52') adaptado para deslizarse a lo largo de una de dichas barras de guía (66) ; y en el que la porción de soporte (53) comprende un elemento accionado (54) .
5. El sistema de acuerdo con la reivindicación 4, en el que dicho elemento accionado (54) es un rodillo de accionamiento montado inactivo con un eje de rotación vertical.
6. El sistema de acuerdo con cualquiera de las reivindicaciones 3 a 5, en el que dichas pinzas (50) son móviles verticalmente con respecto a dichos medios de deslizamiento (51) , en el que la pinza (50) está asociada a un elemento (69) que se desliza en una guía vertical (68) fijada a la porción de soporte (53) , de modo que la pinza (50)
puede deslizarse verticalmente apoyándose contra unos medios elásticos de compresión (72) ; y en el que la pinza (50) comprende un segundo elemento accionado (54') que sobresale hacia fuera de la pinza (50) en la dirección longitudinal.
7. El sistema de acuerdo con la reivindicación 6, en el que el segundo elemento accionado (54) es un o rodillo de accionamiento doble montado inactivo con un eje de rotación horizontal.
8. El sistema de acuerdo con una cualquiera de las reivindicaciones 1 a 7, en el que un primer perfil de leva (55, 55') está situado de manera fija, pero extraíble debajo de la segunda rueda de accionamiento (15', 115') , estando adaptado dicho primer perfil de leva (55, 55') para cooperar con el primer elemento accionado (54) de las pinzas
(50) .
9. El sistema de acuerdo con la reivindicación 8, en el que dicho primer perfil de leva (55, 55') comprende una trayectoria curvilínea (58) que se extiende a un nivel más bajo que el nivel en el que está situado el primero elemento accionado (54) en el punto de sujeción (A) de un objeto mediante la pinza (50) .
10. El sistema de acuerdo con una cualquiera de las reivindicaciones 1 a 9, en el que el primer perfil de leva (55) describe un arco de un círculo con el mismo radio de curvatura que la rueda de accionamiento (15', 115') ; o en el que el primer perfil de leva (55') tiene al menos una longitud intermedia con un radio de curvatura menor que el de la rueda de accionamiento (15', 115') , para formar una porción saliente (56) en sentido radial con respecto a la rueda
de accionamiento (15', 115') , comprendiendo dicha porción saliente (56) un punto de máxima extensión (56a) que corresponde a la posición de máxima extensión de la pinza (50) en el punto de transferencia del objeto desde el
horno a los medios de manipulación (3) .
11. El sistema de acuerdo con una cualquiera de las reivindicaciones 1 a 10, que comprende un segundo perfil de leva (67) situado en el punto de sujeción (A) de un objeto mediante una pinza (50) , estando destinado dicho segundo perfil de leva (67) a cooperar con el segundo elemento accionado (54') de la pinza (50) , en el que el segundo perfil de leva (67) comprende una longitud elevada inicial (57a) y una longitud rebajada terminal (57b) , para bajar la pinza (50) a un nivel tal que el primer elemento accionado (54) se lleva a cooperar con la trayectoria curvilínea (58) del primer perfil de leva (55, 55') .
12. El sistema de acuerdo con la reivindicación 1, en el que la pista (11) comprende un par de carriles (16a, 16b) dispuestos uno encima del otro, en el que los carriles (16a, 16b) comprenden barras de cremallera (17a, 17b) una frente a la otra.
13. El sistema de acuerdo con la reivindicación 12, en el que cada uno de los mandriles (12) comprende una carcasa (28) integralmente asociada con un soporte deslizante (29) , comprendiendo el soporte deslizante (29) una barra de horquilla (30) con un perfil en forma de C a horcajadas en la pista (11) , y comprende dos ruedas dentadas (31, 31') , dispuestas a lo largo de un eje vertical entre las barras de cremallera (17a, 17b) de los raíles (16a, 16b) , para engranar entre sí y con las cremalleras (19) de las barras correspondientes, y en el que cada una de las ruedas dentadas (31, 31') se compone de dos piñones dentados coaxiales, dispuestos para engranar con las cremalleras dobles (19) que están presentes en las longitudes rectilíneas de los carriles.
14. El sistema de acuerdo con una cualquiera de las reivindicaciones 1 a 11, en el que la pista (111) comprende dos longitudes sustancialmente paralelas rectilíneas (113, 113 `) y dos longitudes curvilíneas (114, 114') que conectan en los dos extremos las longitudes rectilíneas (113, 113') de acuerdo con una trayectoria en forma de arco de círculo, estando dispuestas las correspondientes ruedas de accionamiento (115, 115') en dichas longitudes curvilíneas (114, 114') .
15. El sistema de acuerdo con la reivindicación 14, en el que la pista (111) comprende un par de carriles alineados verticalmente (116a, 116b) , estando dividido cada uno a su vez en longitudes rectilíneas y longitudes curvilíneas en las longitudes rectilíneas y curvilíneas (113, 113', 114 , 114') de la pista (111) , estando formado cada carril (116a, 116b) por un par de perfiles (117, 117', 118, 118') que están dispuestos lado a lado y separados por un hueco (119) .
16. El sistema de acuerdo con la reivindicación 14 ó 15, en el que cada uno de los mandriles (112) comprende un cuerpo cilíndrico (200) , en cuyos dos extremos están dispuestos un elemento de pestaña superior (201a) y un elemento de pestaña inferior (201b) , en el que cada elemento de pestaña (201a, 201b) define un surco circular destinado a cooperar con el par de perfiles inferiores (117, 117') y con el par de perfiles superiores (118, 118') , respectivamente, correspondiendo el diámetro del surco circular sustancialmente al hueco (119) ; comprendiendo además el extremo inferior del mandril (112) un dedo de agarre (137) .
17. El sistema de acuerdo con una cualquiera de las reivindicaciones 14 a 16, en el que dichos medios de manipulación y de separación (144', 144'') de los objetos comprenden un par de tornillos (144', 144'') dispuestos en el punto de unión entre la segunda longitud rectilínea (113') de la pista (111) y la rueda de accionamiento (115') , comprendiendo los tornillos (144', 144'') una ranura en espiral (145) que tiene un paso variable que compone la superficie reactiva del tornillo que tiene el mayor paso corriente abajo a lo largo del sentido de desplazamiento; en el 45 que dichos tornillos (144', 144'') están dispuestos lado a lado, pero en planos que están desplazados en altura, de modo que el dispuesto superiormente interacciona con el cuerpo cilíndrico (200) del mandril (112) por debajo del par de perfiles superiores (118, 118') , mientras que el dispuesto inferiormente interacciona con el mismo cuerpo cilíndrico (200) por encima del par de perfiles inferiores (117, 117') .
18. Un procedimiento que usa el sistema de la reivindicación 1 para la separación de objetos que avanzan en procesión sobre los medios de transporte (8, 108) desde un paso mínimo a un paso preestablecido mayor que dicho paso mínimo y para la transferencia de dichos objetos separados a unos medios de manipulación (3) , que comprende:
-una etapa de separación lineal a lo largo de dichos medios de transporte (8, 108) , en el que un objeto se somete a una aceleración lineal gradual, -una etapa de separación radial a lo largo de dichos medios de transporte (8, 108) entre una primera circunferencia y una segunda circunferencia que tiene un radio que es mayor que o igual a dicha primera circunferencia, en el que 60 dicho objeto se somete a una aceleración radial gradual, -una etapa de transferencia desde dichos medios de transporte (8, 108) a dichos medios de manipulación (3) , en el que dicha transferencia se produce en condiciones homocinéticas.
Patentes similares o relacionadas:
Aparato y método para envasar bolsitas, del 3 de Junio de 2020, de Universal Pack S.r.l: Aparato para el envasado de bolsitas que comprende: - una unidad de envasado primaria configurada para suministrar dichas bolsitas […]
Aparato y método para orientar el cierre de extremo de un recipiente de bebida y aplicación de símbolos en una ubicación predeterminada, del 29 de Abril de 2020, de BALL CORPORATION: Un método para orientar y decorar un cierre de extremo para un recipiente de bebida, que comprende: proporcionar el cierre de extremo que comprende un ribete […]
Aparato para recibir y transportar una corriente de huevos, del 22 de Abril de 2020, de Moba Group B.V: Aparato para recibir y transportar una corriente de huevos, que comprende, - una transportadora para transportar huevos (E) en una dirección de transporte T, […]
Aparato de transporte para una máquina de envasado de pasta alimenticia, productos granulares y similares, del 22 de Abril de 2020, de ALTOPACK S.P.A.: Aparato de transporte capaz de transportar horizontalmente una pluralidad de envases que contienen alimentos, que comprende una cadena de bucle cerrado que se […]
Aparatos de transporte, del 15 de Abril de 2020, de FUJI MACHINERY CO., LTD: Un aparato de transporte que comprende: una sección de soporte configurada para soportar una pluralidad de artículos (P) sobre la misma […]
Un aparato para desplazar artículos que avanzan continuamente a lo largo de una dirección de avance, del 1 de Abril de 2020, de MARCHESINI GROUP S.P.A.: Un aparato para desplazar artículos que avanzan continuamente a lo largo de una dirección de avance (A), teniendo los artículos que ser desplazados y empujados transversalmente, […]
 Un dispositivo de transporte para transportar un elemento de recipiente para recibir artículos farmacéuticos desde una máquina contadora hasta el interior de recipientes de avance continuo, del 29 de Enero de 2020, de MARCHESINI GROUP S.P.A.: Un dispositivo de transporte para transportar un elemento (TC) de recipiente para recibir y transferir artículos, caracterizado por que comprende:
[…]
Un dispositivo de transporte para transportar un elemento de recipiente para recibir artículos farmacéuticos desde una máquina contadora hasta el interior de recipientes de avance continuo, del 29 de Enero de 2020, de MARCHESINI GROUP S.P.A.: Un dispositivo de transporte para transportar un elemento (TC) de recipiente para recibir y transferir artículos, caracterizado por que comprende:
[…]
Dispositivo de transporte y método de producción de artículos ponibles desechables mediante su uso, del 27 de Noviembre de 2019, de ZUIKO CORPORATION: Un dispositivo de transporte para transportar un objeto (A) a una superficie de una lámina (S1, S2), que comprende: un rodillo de entrega […]