Cierre para un recipiente de un producto alimenticio vertible y método de producción del mismo.
Cierre (1) para un recipiente de un producto alimenticio vertible,
comprendiendo dicho cierre (1):
- un pico de vertido (2) que tiene una parte de cuello (6) para definir una abertura de vertido (3) y una parte de cubierta (15) que cierra la abertura de vertido (3) sobre el lado de dicha parte de cuello (6) opuesta al lado que está orientado, en uso, hacia el recipiente; y
un tapón (4) que se puede ajustar y retirar del pico de vertido (2);
caracterizado por que dicho cierre comprende además un elemento de apertura (16) interpuesto entre el tapón (4) y la parte de cubierta (15) del pico de vertido (2) y unido a dicha parte de cubierta (15); y
- medios de accionamiento (9, 35, 41) incluidos en el tapón (4) para enganchar y tirar del elemento de apertura (16) a lo largo de un eje (A) transversal al mismo al retirar dicho tapón (4) del pico de vertido (2) para desprender la parte de cubierta (15) de la parte de cuello (6) y liberar la abertura de vertido (3) cuando el cierre (1) es abierto por primera vez por el usuario.
Tipo: Patente Europea. Resumen de patente/invención. Número de Solicitud: E07109674.
Solicitante: TETRA LAVAL HOLDINGS & FINANCE S.A..
Nacionalidad solicitante: Suiza.
Dirección: AVENUE GENÉRAL-GUISAN 70 1009 PULLY SUIZA.
Inventor/es: PUCCI, FABRIZIO, PARRINELLO, FIORENZO, QVARFORD,MATS, BERG,RUNE.
Fecha de Publicación: .
Clasificación Internacional de Patentes:
- B65D51/22 TECNICAS INDUSTRIALES DIVERSAS; TRANSPORTES. › B65 TRANSPORTE; EMBALAJE; ALMACENADO; MANIPULACION DE MATERIALES DELGADOS O FILIFORMES. › B65D RECIPIENTES PARA EL ALMACENAMIENTO O EL TRANSPORTE DE OBJETOS O MATERIALES, p. ej. SACOS, BARRILES, BOTELLAS, CAJAS, LATAS, CARTONES, ARCAS, BOTES, BIDONES, TARROS, TANQUES; ACCESORIOS O CIERRES PARA RECIPIENTES; ELEMENTOS DE EMBALAJE; PAQUETES. › B65D 51/00 Cierres no previstos en otro lugar (cubiertas o cierres similares como elementos mecánicos para recipientes a presión en general F16J 13/00). › que tienen medios para perforar, cortar o desgarrar el cierre interior.
- B65D8/02 B65D […] › B65D 8/00 Recipientes que tienen la sección transversal curva formada por interconexión o unión de dos o más componentes rígidos o sensiblemente rígidos, constituidos total o principalmente de metal, materia plástica, madera o un material que los sustituya (construidos especialmente para ser abiertos cortando, perforando o rasgando partes de un lado B65D 17/00; palés rígidos con paredes laterales B65D 19/02). › Disposición de aberturas para llenar o vaciar.
PDF original: ES-2548289_T3.pdf
Fragmento de la descripción:
Cierre para un recipiente de un producto alimenticio vertible y método de producción del mismo
La presente invención se refiere a un cierre para un recipiente de un producto alimenticio vertible de acuerdo con el preámbulo de la reivindicación 1 y a un método para su producción de acuerdo con el preámbulo de la reivindicación 23.
Como es sabido, muchos productos alimenticios que se pueden verter, tales como zumos de frutas, leche, salsa de tomate, y bebidas en general, son vendidos en una amplia variedad de recipientes de diferentes tipos y tamaños, tales como: envases de forma paralelepipédica hechos de múltiples capas, materiales laminados, a base de plástico y/o papel o materiales de cartón denominados multicapa; envases de plástico en forma de taza, botellas moldeadas por soplado; o recipientes de vidrio, de lámina metálica o de aluminio.
Todos estos recipientes están provistos de cierres que pueden ser abiertos para permitir al consumidor acceder al producto alimenticio, tanto para verterlo en un recipiente para beber como para consumirlo directamente desde el recipiente.
Normalmente se usan cierres de tapón roscado en recipientes de tipo botella, mientras que los recipientes hechos de materiales de cartón multicapa están a menudo provistos simplemente de marcadores de rasgado o de aberturas de vertido formadas en los recipientes y cubiertas con lengüetas para tirar de ellas.
También se sabe que los recipientes hechos de materiales de cartón multicapa están provistos de cierres de plástico moldeados por inyección directamente sobre los recipientes, alrededor de aberturas formadas a través del material de envasado, de modo que cierren y sellen completamente las aberturas. Los cierres de esta clase definen normalmente la abertura de vertido del recipiente, que puede estar provista, por ejemplo, de un tapón de rosca o de encaje a presión.
Los cierres moldeados por inyección pueden desde luego ser de distintos tamaños e incluso definir la totalidad de la parte superior del recipiente, como en el caso del recipiente conocido por la marca registrada "Tetra Top", y cuya parte superior se ilustra en la solicitud de patente EP-A-0965531.
Aunque permiten una formación de alta calidad y precisa, las partes superiores del recipiente moldeadas por inyección no permiten Integrar una capa de material de barrera de protección contra los gases en las partes superiores, como se requiere, por ejemplo, cuando se envasa zumo de frutas complementado con vitaminas.
Como se describe, por ejemplo, en el documento de patente EP-B-1197438 y en la solicitud de patente WO 03/061940, se sabe también que las partes superiores de plástico de los recipientes pueden ser producidas soplando una preforma tubular de plástico, que puede incluir una capa de material de barrera de protección contra los gases y también de barrera de protección contra la luz.
El recipiente conocido por la marca "Tetra Aptiva" es un ejemplo de un recipiente producido usando esta técnica, es decir tiene una parte inferior principal hecha de material de cartón multicapa y una parte superior para verter el líquido o el producto vertible en el recipiente, que se produce soplando una preforma tubular de plástico.
Esta técnica proporciona un alto grado de precisión en la formación, especialmente en lo que se refiere a la abertura de vertido, aunque tiene el inconveniente de requerir el uso de equipamiento para fines especiales.
Para producir partes superiores o cierres de plástico que han de ser aplicados a la parte de recipiente de material de cartón multicapa, se ha desarrollado recientemente un método que comprende operaciones de termoformado y de moldeo por inyección, aunque no de soplado.
Un ejemplo de este método se describe en la solicitud de patente WO 2005/044538, y comprende la fase de termoformar un cuerpo laminado de material plástico de múltiples capas que tiene una capa de material de barrera de protección contra los gases, por ejemplo EVOH. El cuerpo está definido íntegramente por una parte de base anular, que finalmente se fija a la parte inferior de cartón del recipiente, y por una parte de cuello cilindrica que sobresale del borde interior de la parte de base y que define, con la parte de base, una abertura de vertido por la que se puede verter el producto alimenticio. Ya que el termoformado se realiza partiendo de una lámina de material plástico, la parte de cuello está cerrada por su lado opuesto a la parte de base. Una capa exterior protectora de material plástico, con una rosca lateral para roscar sobre un tapón, es moldeada por inyección sobre el cuerpo laminado para formar un pico de vertido para el recipiente.
Después de las operaciones anteriores, y antes de aplicar el tapón, se retira el material que cierra la abertura de vertido.
Con el fin de conseguir un cierre hermético a los gases del pico de vertido resultante después de llenar el recipiente, una lámina de aluminio es soldada al borde superior del pico. Después de esta operación, el tapón es roscado finalmente sobre el pico de vertido.
El método anterior para producir partes superiores o cierres de plástico para recipientes combinados de cartón plástico, tiene principalmente el inconveniente de requerir una gran cantidad de tiempo, trabajo y de producir residuos de material costoso.
De hecho, la parte de material que cierra la abertura de vertido después de la operación de termoformado, y que es retirada antes de aplicar el tapón, normalmente asciende a aproximadamente entre un 15 y un 20% del material de partida y, además, tiene un coste considerable ya que, a diferencia de los materiales plásticos usados corrientemente tales como polietileno o polipropileno, contiene una capa de barrera de protección contra los gases.
Además, la lámina de aluminio soldada al borde superior del pico de vertido para conseguir un cierre hermético a los gases constituye un elemento adicional costoso, que debe producirse y fijarse al pico antes de aplicar el tapón al recipiente.
Además, el cierre resultante requiere que el usuario realice una molesta operación en dos pasos para obtener la primera apertura del cierre hermético. De hecho, es necesario en primer lugar desenroscar el tapón del pico de vertido y a continuación desprender la lámina de aluminio que cubre el pico para llegar al contenido.
El documento WO 2006/002922 describe un cierre como se define en el preámbulo de la reivindicación 1.
Es un objeto de la presente invención proporcionar un cierre para un recipiente de un producto alimenticio vertible, que está diseñado para eliminar los inconvenientes antes mencionados de una forma sencilla y a bajo coste.
Es otro objeto de la presente invención proporcionar un cierre para un recipiente de un producto alimenticio vertible, que sea capaz de asegurar una barrera efectiva de protección contra los gases y/o la luz y permita reducir los residuos de material costoso durante su proceso de producción así como obtener la primera apertura del cierre hermético en un modo fiable y fácil mediante una operación en un solo paso y con un esfuerzo reducido por parte del usuario.
Al menos uno de estos objetos se consigue con un cierre para un recipiente de un producto alimenticio vertible, de acuerdo con la reivindicación 1.
La presente invención también se refiere a un método para producir un cierre para un recipiente de un producto alimenticio vertible, de acuerdo con la reivindicación 23.
Varias realizaciones preferidas no limitativas de la presente invención se describen a continuación a modo de ejemplo con referencia a los dibujos que se acompañan, en los que:
La figura 1 muestra una sección vertical de un cierre, de acuerdo con la presente invención, para un recipiente de un producto alimenticio vertible;
La figura 2 muestra una sección vertical del cierre de la figura 1 después de abrirse;
Las figuras 3 y 4 muestran secciones verticales del cierre de la figura 1 en varias fases de un método de acuerdo con la presente invención;
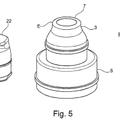
La figura 5 muestra una sección vertical a mayor escala de un detalle del cierre de la figura 1 en una fase dada en una posible variante del método de acuerdo con la presente invención;
La figura 6 muestra una sección vertical del cierre de la figura 1 en una fase dada en otra posible variante del método de acuerdo con la presente invención;
Las figuras 7 a 11 muestran secciones verticales respectivas de posibles variantes del cierre de la figura 1.
El número 1 en las figuras 1 a 4 indica como un todo un cierre para un recipiente (no mostrado) de líquido o de productos alimenticios que se pueden verter, tal como una cierre de plástico... [Seguir leyendo]
Reivindicaciones:
1. Cierre (1) para un recipiente de un producto alimenticio vertible, comprendiendo dicho cierre (1):
- un pico de vertido (2) que tiene una parte de cuello (6) para definir una abertura de vertido (3) y una parte de cubierta (15) que cierra la abertura de vertido (3) sobre el lado de dicha parte de cuello (6) opuesta al lado que está orientado, en uso, hacia el recipiente; y
un tapón (4) que se puede ajustar y retirar del pico de vertido (2);
caracterizado por que dicho cierre comprende además un elemento de apertura (16) interpuesto entre el tapón (4) y la parte de cubierta (15) del pico de vertido (2) y unido a dicha parte de cubierta (15); y
- medios de accionamiento (9, 35, 41) incluidos en el tapón (4) para enganchar y tirar del elemento de apertura (16) a lo largo de un eje (A) transversal al mismo al retirar dicho tapón (4) del pico de vertido (2) para desprender la parte de cubierta (15) de la parte de cuello (6) y liberar la abertura de vertido (3) cuando el cierre (1) es abierto por primera vez por el usuario.
2. Cierre de acuerdo con la reivindicación 1, en el que el pico de vertido (2) tiene al menos una capa de material de barrera de protección contra los gases y/o la luz.
3. Cierre de acuerdo con la reivindicación 1 o 2, en el que el tapón (4) se puede retirar del pico de vertido (2) mediante un movimiento que tiene al menos un componente paralelo a dicho eje (A).
4. Cierre de acuerdo con la reivindicación 3, en el que el movimiento del tapón (4) con respecto al pico de vertido (2) tiene un componente de rotación alrededor de dicho eje (A), y en el que el tapón (4) puede girar libremente alrededor de dicho eje (A) con respecto al elemento de apertura (16).
5. Cierre de acuerdo con cualquiera de las reivindicaciones anteriores, en el que la parte de cubierta (15) del pico de vertido (2) tiene un debilitamiento (27) a lo largo de su periferia exterior para facilitar el desprendimiento de dicha parte de cubierta (15) de la parte de cuello (6) cuando se abre por primera vez el cierre (1).
6. Cierre de acuerdo con la reivindicación 5, en el que el debilitamiento (27) comprende una muesca producida en un lado (27a) de la parte de cubierta (15) que está orientado en dirección opuesta al tapón (4).
7. Cierre de acuerdo con la reivindicación 5, en el que el debilitamiento comprende una muesca producida en un lado (27b) de la parte de cubierta (15) orientado hacia el tapón (4).
8. Cierre de acuerdo con la reivindicación 5, en el que el debilitamiento (27) comprende muescas producidas en ambos lados (27a, 27b) de la parte de cubierta (15).
9. Cierre de acuerdo con la reivindicación 5, en el que el debilitamiento comprende un corte (23) a través de toda la parte de cubierta (15), extendiéndose un área de soldadura (24) que se encuentra entre la parte de cubierta (15) y el elemento de apertura (16) alrededor del corte (23).
10. Cierre de acuerdo con cualquiera de las reivindicaciones anteriores, en el que una parte superior (11, 8) del tapón (4) y los medios de accionamiento (9, 35, 41) definen un asiento de retención (20) para el elemento de apertura (16) a fin de evitar que dicho elemento de apertura (16) se salga de manera accidental del tapón (4).
11. Cierre de acuerdo con la reivindicación 10, en el que el elemento de apertura (16) es retenido en un modo en el que puede girar libremente dentro del asiento de retención (20) del tapón (4).
12. Cierre de acuerdo con la reivindicación 10 u 11, en el que el elemento de apertura (16) está contenido dentro del asiento de retención (20) del tapón (4) con una holgura dada a lo largo de dicho eje (A).
13. Cierre de acuerdo con cualquiera de las reivindicaciones 10 a 12, en el que además comprende medios de centrado (36; 37, 38) para mantener el elemento de apertura (16) centrado dentro del asiento de retención (20) del tapón (4).
14. Cierre de acuerdo con la reivindicación 13, en el que dichos medios de centrado comprenden medios de acoplamiento cooperantes en forma de salientes y cavidades (37, 38) previstos en el tapón (4) y el elemento de apertura (16).
15. Cierre de acuerdo con cualquiera de las reivindicaciones 2 a 14, en el que la parte de cuello (6) y el tapón (4) tienen roscas de acoplamiento correspondientes (10, 9) para definir dicho movimiento.
16. Cierre de acuerdo con la reivindicación 15, en el que los medios de accionamiento comprenden una parte de la rosca (9) del tapón (4) adyacente al elemento de apertura (16).
17. Cierre de acuerdo con cualquiera de las reivindicaciones anteriores, en el que los medios de accionamiento comprenden al menos un elemento (35) que se extiende desde una pared lateral (8) del tapón (4) hacia la parte de cuello (6) del pico de vertido (2).
18. Cierre de acuerdo con la reivindicación 17, en el que los medios de accionamiento comprenden varios de dichos elementos (35) situados a diferentes niveles a lo largo de dicho eje (A).
19. Cierre de acuerdo con cualquiera de las reivindicaciones anteriores, en el que el elemento de apertura (16) tiene una parte de contacto (22) para cooperar con una región (18) del pico de vertido (2) situada alrededor de la abertura de vertido (3) para asegurar el resellado del cierre (1) después de su primera apertura.
20. Cierre de acuerdo con cualquiera de las reivindicaciones anteriores, en el que el tapón (4) tiene una parte de contacto (41) para cooperar con una región (18) del pico de vertido (2) alrededor de la abertura de vertido (3) para asegurar el resellado del cierre (1) después de su primera apertura.
21. Cierre de acuerdo con la reivindicación 20, en el que la parte de contacto (41) del tapón (4) es un reborde en saliente (41) que también actúa como medio de accionamiento para enganchar y tirar del elemento de apertura (16) la primera vez que se retira el tapón (4) del pico de vertido (2).
22. Cierre de acuerdo con cualquiera de las reivindicaciones anteriores, configurado para definir íntegramente una pared extrema completa del recipiente.
23. Método de producción de un cierre (1) de acuerdo con cualquiera de las reivindicaciones anteriores, comprendiendo dicho método los pasos de:
- formar el pico de vertido (2) en una configuración cerrada en la que una parte de cubierta (15) cierra la abertura de vertido (3); y
- formar el tapón (4) que se ha de ajustar al pico de vertido (2) de manera separable; estando dicho método caracterizado por que comprende los pasos adicionales de:
- formar el elemento de apertura (16); y
- unir el elemento de apertura (16) a la parte de cubierta (15) del pico de vertido (2) de modo que se interponga, en uso, entre el tapón (4) y dicha parte de cubierta (15).
24. Método de acuerdo con la reivindicación 23, en el que dicho paso de formar el pico de vertido (2) comprende los pasos de:
- formar un cuerpo (25) abierto por el lado que está orientado, en uso, hacia el recipiente y cerrado por el lado opuesto; y
- sobremoldear material plástico sobre el lado de dicho cuerpo (25) opuesto a aquel que delimita la abertura de vertido (3) para acabar el pico de vertido (2).
25. Método de acuerdo con la reivindicación 24, en el que dicho paso de sobremoldeo comprende el paso de formar una rosca (10) sobre el cuerpo (25) para acoplar una rosca (9) del tapón (4).
26. Método de acuerdo con la reivindicación 24 o 25, en el que dicho paso de formación de dicho cuerpo (25) se realiza a partir de un material plástico que tiene una capa de barrera de protección contra los gases o la luz.
27. Método de acuerdo con la reivindicación 24 o 25, en el que se proporciona una capa de material de barrera de protección contra los gases y la luz mediante un revestimiento de superficie de dicho cuerpo (25).
28. Método de acuerdo con cualquiera de las reivindicaciones 23 a 27, que comprende además el paso de producir un debilitamiento (27) a lo largo de la periferia de la parte de cubierta (15) para facilitar el desprendimiento de dicha parte de cubierta (15) de la parte de cuello (6) la primera vez que se abra el cierre (1).
29. Método de acuerdo con la reivindicación 28, en el que el debilitamiento (27) se produce al menos como una muesca de la parte de cubierta (15).
30. Método de acuerdo con la reivindicación 28 o 29, en el que dicho paso de producir un debilitamiento (27) se realiza sobre el lado (27a) de dicha parte de cubierta (15) que está orientado en dirección opuesta al tapón (4).
31. Método de acuerdo con la reivindicación 28, en el que dichos pasos de unir y producir un debilitamiento (27) se realizan después de aplicar el elemento de apertura (16) sobre el pico de vertido (2).
32. Método de acuerdo con la reivindicación 31, en el que dichos pasos de unir y producir un debilitamiento (27) se realizan simultáneamente.
33. Método de acuerdo con la reivindicación 32, en el que dicho paso de producir un debilitamiento se realiza en un estado caliente y a través de toda la periferia de la parte de cubierta (15) para así producir un corte completo del material bajo el elemento de apertura (16) y una soldadura de dicha parte de cubierta (15) a dicho elemento de apertura (16) alrededor de la zona de corte.
34. Método de acuerdo con la reivindicación 28 o 29, en el que dicho paso de producir un debilitamiento (27) se realiza en el lado (27b) de la parte de cubierta (15) que está orientado, en uso, hacia el tapón (4).
35. Método de acuerdo con la reivindicación 34, en el que dicho paso de producir un debilitamiento (27) se realiza durante dicho paso de sobremoldeo.
36. Método de acuerdo con la reivindicación 34, en el que dicho paso de producir un debilitamiento (27) se realiza después de dicho paso de sobremoldeo.
37. Método de acuerdo con cualquiera de las reivindicaciones 34 a 36, en el que dicho paso de producir un debilitamiento (27) se realiza antes de dicho paso de unir el elemento de apertura (16) a la parte de cubierta (15).
38. Método de acuerdo con la reivindicación 28 o 29, en el que dicho paso de producir un debilitamiento (27) se realiza en ambos lados (27a, 27b) de la parte de cubierta (15).
39. Método de acuerdo con cualquiera de las reivindicaciones 23 a 38, en el que dicho paso de unión se realiza después de que dicho tapón (4) y dicho elemento de apertura (16) son ensamblados y aplicados al pico de vertido
(2).
40. Método de acuerdo con cualquiera de las reivindicaciones 23 a 38, en el que dicho paso de unión se realiza antes de que el tapón (4) y el elemento de apertura (16) sean ensamblados y aplicados sobre el pico de vertido (2).
41. Método de acuerdo con cualquiera de las reivindicaciones 23 a 40, en el que dicho paso de unión es un paso de
soldadura.
Patentes similares o relacionadas:
 Cierre de envase con perforador y anillo de sellado cautivo, del 29 de Julio de 2020, de Montfort Solutions GmbH: Cierre de envase , que presenta una parte inferior de envase y una caperuza así como una boquilla y medios para la perforación de una lámina […]
Cierre de envase con perforador y anillo de sellado cautivo, del 29 de Julio de 2020, de Montfort Solutions GmbH: Cierre de envase , que presenta una parte inferior de envase y una caperuza así como una boquilla y medios para la perforación de una lámina […]
Elemento de vaciado para un envase de material compuesto así como envase de material compuesto con un elemento de vaciado, del 24 de Junio de 2020, de SIG TECHNOLOGY AG: Elemento de vaciado (A) para un envase de material compuesto (P), en particular para un cartón de bebida para alimentos líquidos, con un cuerpo […]
Recipiente para tejidos para diagnóstico molecular e histológico que incorpora una membrana rompible, del 29 de Abril de 2020, de BECTON, DICKINSON AND COMPANY: Un recipiente para almacenar una muestra biológica, comprendiendo: un alojamiento extendiéndose entre un primer extremo abierto y un segundo […]
Complementos de espita de vertido con dientes de corte/ruptura, del 11 de Marzo de 2020, de ELOPAK SYSTEMS AG: Un cortador anular para un complemento de espita de vertido, que comprende un cuerpo anular , un diente de corte que sobresale de un extremo axial de dicho cuerpo, caracterizado […]
Tapón perforador y tubo que comprende dicho tapón, del 27 de Noviembre de 2019, de Albéa Services: Conjunto para el cierre de un tubo , comprendiendo dicho conjunto : - un tapón que comprende un punzón adaptado para cortar un opérculo […]
Tapa de paso de bebida con un elemento de perforación, del 28 de Mayo de 2019, de DANONE, S.A.: Cubierta para un contenedor que presenta una superficie superior , incluyendo la cubierta : un cuerpo adaptado para acoplarse […]
UN CONJUNTO DE JARRA Y BOLSA CON UN ENSAMBLE DE TAPA CON UÑA DE CORTE Y GUÍAS DE INTERCONEXIÓN, del 23 de Mayo de 2019, de GAVIRIA VALENZUELA, Daniel: Conjunto de jarra y bolsa con un ensamble de tapa retirable con uña de corte para apertura y contención de bolsas que incluye guías para interconectar […]
ENSAMBLE DE TAPA CON UÑA DE CORTE PARA APERTURA Y CIERRE DE CONTENEDORES, del 7 de Marzo de 2019, de GAVIRIA VALENZUELA, Daniel: El ensamble de tapa comprende un capuchón roscado interiormente que incluye uña de corte en su interior que sigue una trayectoria concéntrica y que sobresale por debajo […]