PRODUCTO DE PUERTA AJUSTABLE CON REVESTIMIENTOS PIGMENTADOS MOLDEADOS POR COMPRESION.
Producto de puerta ajustable con revestimientos pigmentados moldeados por compresión.
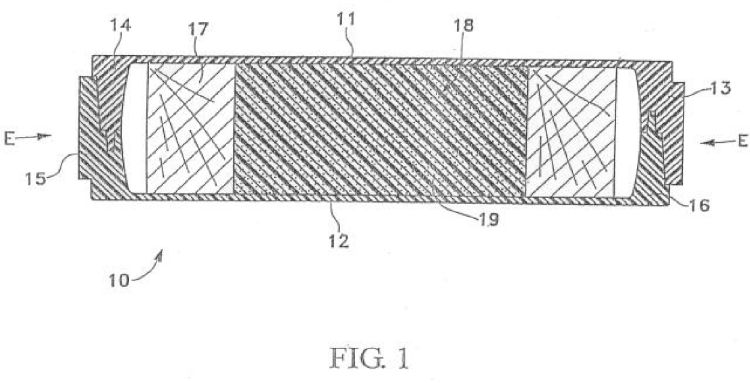
En una puerta construida de revestimientos moldeados por compresión espaciados entre sí (11, 12) reforzados con fibra de vidrio con un espacio central (18) entre los revestimientos (11, 12) lleno de espuma para construir la puerta (10) se construye un revestimiento mejorado (11 ó 12) para tal puerta mediante la adición de pigmentos específicos a los materiales de partida para tales revestimientos antes de que se produzca el moldeo por compresión para conseguir una superficie que es mejor en aspecto a los revestimientos (11, 12) de tal puerta (10) que se pinta y/o tiñe después de que tales revestimientos (11, 12) se moldeen por compresión y se conviertan en una puerta. Los pigmentos específicos empleados son óxido de titanio [TiO{sub,2}], óxido férrico [Fe{sub,2}O{sub,3}], pigmento verde orgánico, pigmento azul orgánico y negro de humo y se mezclan en diferentes porcentajes para conseguir distintos colores sin pérdida de la integridad del revestimiento (11 ó 12)
Tipo: Patente de Invención. Resumen de patente/invención. Número de Solicitud: P200701461.
Solicitante: NAN YA PLASTICS CORPORATION.
Nacionalidad solicitante: Taiwan, Provincia de China.
Dirección: N 201 TUN HWA N. ROAD,TAIPEI.
Inventor/es: CHEN WANG, KUEI-YUNG.
Fecha de Solicitud: 29 de Mayo de 2007.
Fecha de Publicación: .
Fecha de Concesión: 28 de Enero de 2010.
Clasificación Internacional de Patentes:
- B29C65/00 TECNICAS INDUSTRIALES DIVERSAS; TRANSPORTES. › B29 TRABAJO DE LAS MATERIAS PLASTICAS; TRABAJO DE SUSTANCIAS EN ESTADO PLASTICO EN GENERAL. › B29C CONFORMACIÓN O UNIÓN DE MATERIAS PLÁSTICAS; CONFORMACIÓN DE MATERIALES EN ESTADO PLÁSTICO, NO PREVISTA EN OTRO LUGAR; POSTRATAMIENTO DE PRODUCTOS CONFORMADOS, p. ej. REPARACIÓN (fabricación de preformas B29B 11/00; fabricación de productos estratificados combinando capas previamente no unidas para convertirse en un producto cuyas capas permanecerán unidas B32B 37/00 - B32B 41/00). › Ensamblado de elementos preformados; Aparatos a este efecto.
- E06B3/86 CONSTRUCCIONES FIJAS. › E06 PUERTAS, VENTANAS, POSTIGOS O CORTINAS METALICAS ENROLLABLES, EN GENERAL; ESCALERAS. › E06B CIERRES FIJOS O MOVILES PARA LA ABERTURA DE LOS EDIFICIOS, VEHICULOS, EMPALIZADAS O CERCADOS SIMILARES EN GENERAL, p. ej. PUERTAS, VENTANAS, CORTINAS, PORTICOS (persianas de cierre o similares A01G 9/22; cortinas A47H; capós o tapas para vehículos B62D 25/10; claraboyas, lumbreras E04B 7/18; sombrillas, toldos E04F 10/00). › E06B 3/00 Bastidores móviles de ventanas, batientes de puertas o elementos similares para cerrar huecos; Colocación de cierres fijos o móviles, p. ej. ventanas; Características de bastidores fijos, relativas al montaje de bastidores en los batientes (E06B 5/00 tiene prioridad; contraventanas o piezas análogas E06B 9/00; cristales C03; unión de hojas de vidrio por fusión C03B 23/203; unión vidrio a vidrio por procedimientos distintos a la fusión o unión de vidrios a otros materiales inorgánicos C03C 27/00). › en materia plástica.
Clasificación PCT:
Fragmento de la descripción:
Producto de puerta ajustable con revestimientos pigmentados moldeados por compresión.
Antecedentes
La invención se refiere a un producto de puerta ajustable con revestimientos moldeados por compresión pigmentados, los revestimientos tienen particularmente una coloración totalmente uniforme, permitiendo que el perímetro pueda ajustarse sin variaciones de coloración.
Tradicionalmente, los revestimientos moldeados para hacer puertas del tipo descrito en la patente de los EE.UU. número 3.950.894 concedida a DiMaio y la patente de los EE.UU. número 4.550.540 concedida a Thorn se construyen, en peso, del 12% al 15% de resina de poliéster, del 5% al 15% de poliestireno, del 40% al 50% de carbonato de calcio y del 15% al 25% de fibra de vidrio cortada. Una mezcla tal se coloca en una capa en una máquina de moldeo por compresión en la que se somete a presiones de 600 a 1.500 psi (4.140 a 10.350 kPa) durante un periodo de curado de 60 a 200 segundos. Las mezclas se denominan normalmente "compuestos de moldeo laminados" [SMC] y normalmente son materiales termoestables tales como fenólicos, urea, melaminas y poliésteres. Una descripción general del procedimiento se encuentra en un artículo titulado "Compression Molding" de N. D. Simons en Modern Plastics Encyclopedia, volumen 54 nº 10A (1977-78).
El resultado del procedimiento de SMC es un revestimiento que tiene un espesor de aproximadamente 0,05 pulgadas (0,13 cm) a aproximadamente 0,20 pulgadas (0,51 cm), dependiendo de la aplicación, que puede usarse en puertas del tipo mencionado. Sin embargo, los revestimientos de la técnica anterior, cuando se sacan del molde, tienen un aspecto a rayas gris pálido. Por tanto, las puertas y otros productos construidos con tales revestimientos de la técnica anterior deben pintarse o teñirse para conseguir un producto que sea arquitectónicamente aceptable.
El teñir o pintar tales productos de puerta es caro y lleva tiempo; además, la superficie de tales revestimientos no es muy porosa, requiriendo frecuentemente materiales o procedimientos caros para pintarlos. Además, tales productos de puerta pintados o teñidos pueden arañarse o rozarse en el uso, por lo que pueden parecer rotos y baratos después de la instalación.
Otro inconveniente de tales productos de puerta de la técnica anterior es que la tinción o pintura puede oscurecer patrones impresos sobre el exterior de la superficie de los revestimientos durante el procedimiento de moldeo.
Además, si se usan revestimientos que están teñidos o pintados, los bordes dejan al descubierto zonas de decoloración cuando se requiere el ajuste.
Para mejorar estos revestimientos moldeados mencionados anteriormente, al solicitante se le concedió la patente de los EE.UU. número 5.934.040 que inventaba y describía un tipo de revestimiento moldeado por compresión pigmentado con color blanco o marrón distribuido uniformemente por todo el revestimiento, por lo que los arañazos y los rasguños no serán tan evidentes durante el servicio y el ajuste de los revestimientos no dará como resultado una estructura de puerta multicolor o a rayas con discontinuidades de color en la zona en la que se produce el ajuste.
Otros ensayos actuales de las puertas que usan revestimientos hechos según la patente de los EE.UU. número 5.934.040 mostraron características de resistencia a la intemperie mejoradas según los procedimientos de ensayo ASTM G26 con respecto a las puertas teñidas o pintadas convencionales de una construcción similar.
Con la presente invención se ha descubierto que pueden añadirse adicionalmente ciertos pigmentos a los materiales patentados mostrados en la patente de los EE.UU. número 5.934.040 para fabricar revestimientos del tipo descrito sin degradar el producto de revestimiento resultante formado a través de o mediante procedimientos de moldeo por compresión, por lo que puede conseguirse una multitud de colores. En este aspecto pueden añadirse óxido de titanio, óxido férrico, pigmento verde orgánico, pigmento azul orgánico y negro de humo en mezclas o como componentes individuales en cantidades de hasta el 20% sin degradar los revestimientos.
Según la invención se proporciona un producto de puerta ajustable que comprende revestimientos moldeados por compresión espaciados entre sí con bordes respectivos integrales, pudiendo manejarse los bordes integrales para acoplarse para cerrar el perímetro completo de la puerta entre los revestimientos formando un espacio central entre ellos, estando el espacio central lleno de un material de espuma, comprendiendo los revestimientos, en peso, del 10% al 25% de resina de poliéster, del 5% al 15% de monómero de estireno, del 2% al 8% de poliestireno, del 30% al 60% de carbonato de calcio y del 15% al 30% de fibra de vidrio cortada y teniendo del 0,2% al 15% de un pigmento seleccionado del grupo constituido por óxido de titanio, óxido férrico, pigmento verde orgánico, pigmento azul orgánico y negro de humo, por lo que los revestimientos tienen una coloración totalmente uniforme, permitiendo que el perímetro pueda ajustarse sin variaciones de coloración.
Por tanto, el uso de la invención es posible para proporcionar un producto de revestimiento moldeado por compresión novedoso mejorado asociado con la patente de los EE.UU. número 5.934.040 provisto de color blanco, marrón, rojo, verde, azul o negro que está distribuido uniformemente por todo el revestimiento, por lo que los arañazos y los rasguños no serán tan aparentes, que está compuesto, en peso, por del 10% al 25% de resinas de poliéster, del 5% al 15% de monómero de estireno, del 2% al 8% de poliestireno, del 30% al 60% de carbonato de calcio y del 15% al 30% de fibra de vidrio cortada, junto con un pigmento del 0,2% al 15% en peso seleccionado del grupo constituido por óxido de titanio, óxido férrico (óxido de hierro), pigmento verde orgánico, pigmento azul orgánico y negro de humo.
Además, los revestimientos moldeados por compresión pigmentados de blanco están compuesto, en peso, por del 10% al 25% de resinas de poliéster, del 5% al 15% de monómero de estireno, del 2% al 8% de poliestireno, del 30% al 60% de carbonato de calcio y del 15% al 30% de fibra de vidrio cortada, junto con un pigmento del 5% al 15% de óxido de titanio en peso.
Los revestimientos moldeados por compresión pigmentados de marrón están compuestos, en peso, por del 10% al 25% de resinas de poliéster, del 5% al 15% de monómero de estireno, del 2% al 8% de poliestireno, del 30% al 60% de carbonato de calcio y del 15% al 30% de fibra de vidrio cortada, junto con dos pigmentos del 0,2% al 2% de óxido férrico y del 0,2% al 2% de óxido de titanio en peso.
Los revestimientos moldeados por compresión pigmentados de rojo están compuestos, en peso, por del 10% al 25% de resinas de poliéster, del 5% al 15% de monómero de estireno, del 2% al 8% de poliestireno, del 30% al 60% de carbonato de calcio y del 15% al 30% de fibra de vidrio cortada, junto con un pigmento del 0,2% al 2% de óxido férrico en peso.
Los revestimientos moldeados por compresión pigmentados de verde están compuestos, en peso, por del 10% al 25% de resinas de poliéster, del 5% al 15% de monómero de estireno, del 2% al 8% de poliestireno, del 30% al 60% de carbonato de calcio y del 15% al 30% de fibra de vidrio cortada, junto con dos pigmentos del 0,2% al 2% de pigmento verde orgánico y del 0,05% al 0,5% de negro de humo en peso.
Los revestimientos moldeados por compresión pigmentados de azul están compuestos, en peso, por del 10% al 25% de resinas de poliéster, del 5% al 15% de monómero de estireno, del 2% al 8% de poliestireno, del 30% al 60% de carbonato de calcio y del 15% al 30% de fibra de vidrio cortada, junto con dos pigmentos del 0,2% al 2% de pigmento azul orgánico y del 0,05% al 0,5% de negro de humo en peso.
Los revestimientos moldeados por compresión pigmentados de negro con color blanco están compuestos, en peso, por del 10% al 25% de resinas de poliéster, del 5% al 15% de monómero de estireno, del 2% al 8% de poliestireno, del 30% al 60% de carbonato de calcio y del 15% al 30% de fibra de vidrio cortada, junto con un pigmento del 0,2% al 2% de negro de humo en peso.
Un producto de puerta ajustable pigmentado puede fabricarse si los revestimientos hechos como se describen incluyen bordes integrales que se acoplan entre sí para dejar un núcleo hueco que se llena de espuma.
Descripción de los dibujos
La...
Reivindicaciones:
1. Un producto de puerta ajustable que comprende revestimientos moldeados por compresión espaciados entre sí (11, 12) con bordes respectivamente integrales (13, 14,15, 16), pudiendo manejarse los bordes integrales (13, 14, 15, 16) para acoplarse para cerrar el perímetro completo de la puerta (10) entre los revestimientos (11, 12) formando un espacio central (18) entre ellos, estando el espacio central (18) lleno de un material de espuma, caracterizado porque los revestimientos (11, 12) comprenden, en peso, del 10% al 25% de resina de poliéster, del 5% al 15% de monómero de estireno, del 2% al 8% de poliestireno, del 30% al 60% de carbonato de calcio y del 15% al 30% de fibra de vidrio cortada y tienen del 0,2% al 15% de un pigmento seleccionado del grupo constituido por óxido de titanio, óxido férrico, pigmento verde orgánico, pigmento azul orgánico y negro de humo, por lo que los revestimientos (11,12) tienen una coloración totalmente uniforme, permitiendo que el perímetro pueda ajustarse sin variaciones de coloración.
2. Un producto de puerta ajustable según la reivindicación 1, caracterizado porque el pigmento es, en peso, del 5% al 15% de óxido de titanio.
3. Un producto de puerta ajustable según la reivindicación 1, caracterizado porque el pigmento es, en peso, del 0,2% al 2% de óxido de titanio y del 0,2% al 2% de óxido férrico.
4. Un producto de puerta ajustable según la reivindicación 1, caracterizado porque el pigmento es, en peso, del 0,2% al 2% de óxido férrico.
5. Un producto de puerta ajustable según la reivindicación 1, caracterizado porque el pigmento es, en peso, del 0,2% al 2% de pigmento verde orgánico y del 0,05% al 0,5% de negro de humo.
6. Un producto de puerta ajustable según la reivindicación 1, caracterizado porque el pigmento es, en peso, del 0,2% al 2% de pigmento azul orgánico y del 0,05% al 0,5% de negro de humo.
7. Un producto de puerta ajustable según la reivindicación 1, caracterizado porque el pigmento es, en peso, del 0,2% al 2% de negro de humo.
8. Un producto de puerta ajustable según cualquier reivindicación precedente, siendo el material de espuma una espuma de alta densidad.
9. Una construcción que incluye un producto de puerta ajustable según cualquier reivindicación precedente.
Patentes similares o relacionadas:
 Pared de saco, tubo de saco y saco producido a partir de éste, y método para su producción, del 29 de Julio de 2020, de MONDI AG: Pared de saco diseñada para producir un saco abierto en un lado superior por medio de al menos una costura de conexión y para cerrar dicho saco por medio […]
Pared de saco, tubo de saco y saco producido a partir de éste, y método para su producción, del 29 de Julio de 2020, de MONDI AG: Pared de saco diseñada para producir un saco abierto en un lado superior por medio de al menos una costura de conexión y para cerrar dicho saco por medio […]
 Proceso para sellar un accesorio flexible a una película flexible, del 29 de Julio de 2020, de Dow Global Technologies LLC: Un proceso que comprende:
A. proporcionar un accesorio con una base , comprendiendo la base un copolímero multibloque de etileno/α-olefina;
[…]
Proceso para sellar un accesorio flexible a una película flexible, del 29 de Julio de 2020, de Dow Global Technologies LLC: Un proceso que comprende:
A. proporcionar un accesorio con una base , comprendiendo la base un copolímero multibloque de etileno/α-olefina;
[…]
Elemento de ajuste para su uso en la rehabilitación de tuberías y método para producir el mismo, del 8 de Julio de 2020, de Mocs Beheer B.V: Un elemento de ajuste para su uso en la rehabilitación de tuberías con un revestimiento, el elemento de ajuste que comprende un artículo compuesto de fibras […]
Tubo de distribución para sistema de riego y fertilización y método para la fabricación del mismo, del 1 de Julio de 2020, de Responsive Drip Irrigation, LLC: Tubo de distribución , comprendiendo: un sustrato ; y un soporte acoplado al sustrato , el tubo de distribución estando configurado […]
Procedimiento de cierre de un embalaje tubular y de control continuo de la estanqueidad de su extremo soldado después del llenado, del 17 de Junio de 2020, de PIERRE FABRE DERMO-COSMETIQUE: Procedimiento de cierre de un embalaje tubular y de control de la estanqueidad de su extremo soldado , después de su llenado hasta un nivel de […]
Método para minimizar inconsistencias que aparecen sobre la superficie de un componente compuesto y una tira compuesta precurada, del 6 de Mayo de 2020, de THE BOEING COMPANY: Método para aplicar una tira compuesta precurada a un componente compuesto , comprendiendo la tira compuesta precurada una primera capa de material […]
Métodos y aparatos para el control de calidad guiado de un sistema de envasado, del 6 de Mayo de 2020, de TETRA LAVAL HOLDINGS & FINANCE S.A.: Método para el control de calidad de un sistema de envasado, comprendiendo dicho método: recibir un registro de datos de identificación de envasado, estando relacionado […]
Un producto de rapé oral en bolsa, del 29 de Abril de 2020, de Swedish Match North Europe AB: Un producto de rapé oral en bolsa que comprende un material de relleno y una bolsa permeable a la saliva que encierra el material de relleno, […]