Método para producir un componente de aparato doméstico y componente de aparato doméstico.
La invención hace referencia a un método para producir un componente de aparato doméstico (1) en el que se prevé una parte base (2) del componente de aparato doméstico (1) que se forma de plástico al menos en un lado superior (3),
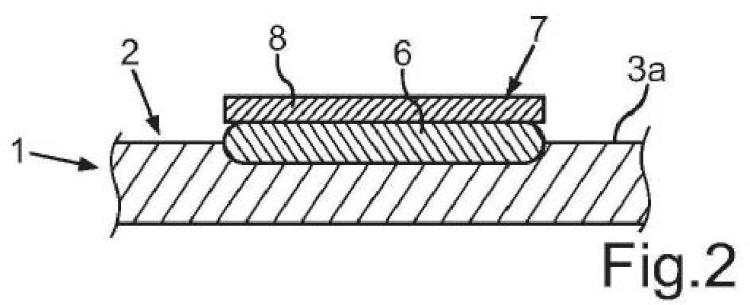
y en el cual se genera una marcación (5) con un láser (4) sobre el lado superior (3), donde, para la marcación (5), se forma por medio del láser (4) un área de plástico espumado (6) sobre el lado superior (3), donde posteriormente se reduce el grosor (d) y/o se aumenta la densidad del área de plástico espumado (6). La invención hace referencia también a un componente de aparato doméstico (1).
Tipo: Patente de Invención. Resumen de patente/invención. Número de Solicitud: P201430668.
Solicitante: BSH ELECTRODOMESTICOS ESPAÑA S.A..
Nacionalidad solicitante: España.
Inventor/es: GOLDARACENA JACA,MARTIN, Ester Sola,Francisco Javier, VILLATE ROBLES,Ander, MIMOSO FERNANDES,Carlos, URRUTIA ANGOS,David, ORIOL LANGA,Luis, VILLAREAL CALVO,Luis, CLEMENTE OTEO,María José.
Fecha de Publicación: .
Clasificación Internacional de Patentes:
- B23K26/40 TECNICAS INDUSTRIALES DIVERSAS; TRANSPORTES. › B23 MAQUINAS-HERRAMIENTAS; TRABAJO DE METALES NO PREVISTO EN OTRO LUGAR. › B23K SOLDADURA SIN FUSION O DESOLDEO; SOLDADURA; REVESTIMIENTO O CHAPADO POR SOLDADURA O SOLDADURA SIN FUSION; CORTE POR CALENTAMIENTO LOCALIZADO, p. ej. CORTE CON SOPLETE; TRABAJO POR RAYOS LASER (fabricación de productos revestidos de metal por extrusión de metales B21C 23/22; realización de guarniciones o recubrimientos por moldeo B22D 19/08; moldeo por inmersión B22D 23/04; fabricación de capas compuestas por sinterización de polvos metálicos B22F 7/00; disposiciones sobre las máquinas para copiar o controlar B23Q; recubrimiento de metales o recubrimiento de materiales con metales, no previsto en otro lugar C23C; quemadores F23D). › B23K 26/00 Trabajo por rayos láser, p. ej. soldadura, corte o taladrado. › tomando en consideración las propiedades del material involucrado.
- B44C1/22 B […] › B44 ARTES DECORATIVAS. › B44C REALIZACION DE EFECTOS DECORATIVOS (procedimientos para aplicar líquidos u otros materiales fluidos a superficies en general B05D; conformación de materias plásticas o de sustancias en estado plástico B29C; procedimientos de impresión para imágenes-transferencia B41M 3/12; procedimientos termográficos de reproducción o de marcado B41M 5/00 ); MOSAICOS; MARQUETERIA (imitación de mosaicos o de marquetería B44F 11/04 ); COLOCACION DE PAPELES PINTADOS. › B44C 1/00 Procesos no expresamente previstos en otro lugar para la producción de efectos decorativos sobre superficies (decoración de textiles D06Q). › Levantamiento superficial de material, p. ej. por grabado, por aguafuerte.
Fragmento de la descripción:
La invención hace referencia a un método para producir un componente de aparato doméstico en el que se prevé una parte base del componente de aparato doméstico. Dicho componente se forma de plástico al menos en un lado superior, y sobre este lado superior se genera una marcación con un láser, donde, para la marcación, se forma por medio del láser plástico espumado sobre el lado superior. Asimismo, la invención hace referencia a un componente de aparato doméstico producido mediante el método correspondiente.
Es conocido que mediante láser se pueden procesar materiales de diversas formas. En este contexto, también se pueden procesar los plásticos. El haz láser actúa sobre el material plástico y lo funde por su lado superior. Mediante tales métodos, se pueden generar marcaciones al poderse, por ejemplo, aclarar de esta forma plásticos oscuros mediante la acción del haz láser. Al generar el haz láser en el lado superior del plástico esta masa fundida, se forman en ésta pequeñas burbujas de gas que aumentan el volumen de forma que se genera en cierta medida un plástico espumado. Las burbujas de gas que quedan rodeadas reflejan la luz de manera difusa, teniendo así el área procesada un aspecto más brillante que el material circundante. También puede preverse que esta marcación resalte o sobresalga hacia arriba de la superficie del plástico adyacente, que no está espumado, y así sea perceptible táctilmente. En este caso, se trata por tanto de una marcación espumada.
No obstante, ha de señalarse que sobre todo tales marcaciones con las áreas de plástico espumado son demasiado elevadas o están espumadas en exceso y que, por ello, presentan desventajas.
La presente invención resuelve el problema técnico de proporcionar un método y un componente de aparato doméstico mediante el cual o en el cual, respectivamente, se mejoren funcionalmente tales áreas de plástico espumado.
Dicho problema técnico se resuelve mediante un método y un componente de aparato doméstico según las reivindicaciones independientes.
En un método según la invención para producir un componente de aparato doméstico, se prevé una parte base del componente de aparato doméstico. Esta parte base se forma de
plástico al menos en un lado superior, pero también puede estar hecha de plástico por completo. Sobre este lado superior, al menos sobre el cual se forma el plástico, se genera una marcación con un láser. Aquí, el láser actúa sobre el plástico de tal modo que, para dicha marcación, se forma sobre el lado superior un área de plástico espumado que también presenta entonces la propia marcación. En particular, la marcación es generada mediante este método en un color diferente con respecto al material plástico no procesado con la luz láser.
Una idea esencial de la invención consiste en que, tras generase el área de plástico espumado, se reduzca su grosor y/o se aumente su densidad. Mediante tal procesamiento posterior del área de plástico espumado generada, se reduce de nuevo un espumado excesivo no deseado, de tal forma que se evita que sobresalga hacia arriba en una medida no deseada. No obstante, de esta forma se consigue en particular que la estabilidad mecánica aumente considerablemente. La estabilidad mecánica se ve limitada sobre todo si la cantidad y/o el tamaño de las burbujas de gas del área de plástico espumado son relativamente elevados o extensos como consecuencia de un espumado relativamente intenso, lo cual es contrarrestado por la invención. De este modo, también en el proceso de producción se puede reducir considerablemente el porcentaje de componentes de aparato doméstico producidos desechados.
De manera preferida, el área de plástico espumado es procesada con un elemento de compresión, y la densidad de dicha área aumenta mediante esta compresión específica y definida del área de plástico. Así, por medio de esta deformación específica, se proporciona una marcación más compacta, cuyos parámetros físicos se ven mejorados, en concreto, la dureza y la densidad.
Preferiblemente, el elemento de compresión se prevé con una superficie de compresión con forma de plancha, donde dicha superficie de compresión con forma de plancha presenta el tamaño del área de plástico espumado en cuanto al área superficial. Mediante esta configuración, se consigue que una fuerza particularmente uniforme actúe sobre toda el área de plástico espumado de tal forma que también aquí se lleve a cabo una compresión muy uniforme. De esta forma, también se consigue una densificación uniforme prácticamente por toda el área de plástico espumado, lo cual es particularmente ventajoso para la estabilidad de esta marcación.
De manera preferida, una o más letras y/o uno o más números y/o uno o más símbolos son generados como marcación. Así, como marcación se pueden producir, por ejemplo, la
denominación del fabricante y/o del tipo de aparato. No obstante, también se pueden
producir símbolos que identifiquen una función de mando de un aparato doméstico que tenga el componente de aparato doméstico.
Como componentes de aparato doméstico se pueden producir, por ejemplo, paneles de control de una parte delantera de control de un aparato doméstico para el cuidado de prendas de ropa, como por ejemplo de una máquina lavadora, de una secadora de ropa, o de una lavadora-secadora. No obstante, también se pueden producir paneles de control para un aparato doméstico para preparar alimentos, como por ejemplo un horno de cocción o un aparato microondas. De modo similar, también es posible producir, por ejemplo, un panel de control para una máquina lavavajillas. Los ejemplos mencionados de componentes de aparato doméstico y de aparatos domésticos no han de ser entendidos como exhaustivos.
De manera preferida, el área de plástico espumado es generada de forma que sobresalga hacia arriba de una superficie del lado superior del área de plástico adyacente al área de plástico espumado antes de la compresión. A continuación, el área de plástico espumado es comprimida de tal modo que una superficie del área de plástico espumado queda enrasada con la superficie del plástico adyacente. Así, mediante tal configuración se elimina cualquier saliente del área de plástico espumado, de modo que la marcación se ve integrada por completo en la parte base y, por tanto, ya no hay salientes y prácticamente tampoco percepción táctil, sino que simplemente se produce una diferenciación en el color de la marcación con respecto al plástico adyacente no procesado con el láser.
Preferiblemente, en una forma de realización alternativa, se prevé que el área de plástico espumado sobresalga hacia arriba de una superficie del lado superior del plástico adyacente al área de plástico espumado antes de reducirse su grosor, y que se reduzca el grosor del área de plástico espumado de tal forma que una superficie del área de plástico espumado quede enrasada con la superficie del plástico adyacente. En esta forma de realización, la idea esencial consiste en el hecho de que se reduzca el grosor, lo cual tiene como resultado una configuración enrasada con las superficies adyacentes del plástico, no siendo aquí esencial la generación de una mayor densidad del área de plástico espumado.
De manera preferida, en este enfoque alternativo, el área de plástico espumado es desgastada y/o aplanada y/o pulida hasta el nivel de la superficie del plástico adyacente. Mediante esta forma de realización, el material del plástico espumado no es rebajado hasta una profundidad excesiva no deseada.
En este contexto, la abrasión y/o aplanamiento y/o pulido también permiten una ablación del material de gran precisión, de modo que no se efectúa una excavación profunda sobre la estructura relativamente inestable y frágil del área de plástico espumado.
De manera preferida, una capa de cubierta es aplicada al menos sobre la superficie del área de plástico espumado. Mediante este recubrimiento adicional, se protege el área de plástico espumado. Sobre todo si se actúa sobre el área de plástico espumado por compresión o también ablación de material, en particular, mediante el sometimiento a abrasión, el aplanamiento, o el pulido, se forma a continuación una protección correspondiente por medio de esta capa de cubierta. De esta forma, con una selección de material apropiada se puede generar de nuevo una estructura muy estable mecánicamente.
Preferiblemente, como capa de cubierta se aplica un material transparente, por ejemplo, barniz. No obstante, también se pueden utilizar otros materiales para la capa de cubierta.
Preferiblemente, la capa de cubierta se forma como capa resistente al rayado. Aparte de...
Reivindicaciones:
1. Método para producir un componente de aparato doméstico (1) en el que se prevé una parte base (2) del componente de aparato doméstico (1) que se forma de plástico al menos en un lado superior (3), y en el cual se genera una marcación (5) con un láser (4) sobre el lado superior (3), donde, para la marcación (5), se forma por medio del láser (4) un área de plástico espumado (6) sobre el lado superior (3), caracterizado porque posteriormente se reduce el grosor (d).
2. Método según la reivindicación 1, caracterizado porque el área de plástico espumado
(6) es comprimida con un elemento de compresión (7).
3. Método según la reivindicación 2, caracterizado porque el elemento de compresión
(7) tiene una superficie de compresión (8) con forma de plancha que se prevé con el tamaño correspondiente al área de plástico espumado (6) en cuanto al área superficial.
4. Método según cualquiera de las reivindicaciones enunciadas anteriormente, caracterizado porque el área de plástico espumado (6) sobresale hacia arriba de una superficie (3a) del lado superior (3) del plástico adyacente al área de plástico espumado (6) antes de la compresión, y el área de plástico espumado (6) es comprimida de tal modo que se forma una superficie (6a) del área de plástico espumado (6) a ras con la superficie (3a) del plástico adyacente.
5. Método según la reivindicación 1, caracterizado porque el área de plástico espumado (6) sobresale hacia arriba de una superficie (3a) del lado superior (3) del plástico adyacente al área de plástico espumado (6) antes de reducirse su grosor, y se reduce el grosor (d) del área de plástico espumado (6) de tal forma que una superficie (6a) del área de plástico espumado (6) queda enrasada con la superficie (3a) del plástico adyacente.
6. Método según la reivindicación 5, caracterizado porque el área de plástico espumado (6) es desgastada y/o aplanada y/o pulida hasta el nivel de la superficie (3a) del plástico adyacente.
7. Método según cualquiera de las reivindicaciones enunciadas anteriormente,
caracterizado porque una capa de cubierta (9) es aplicada al menos sobre la superficie (6a) del área de plástico espumado (6).
8. Método según la reivindicación 7, caracterizado porque la capa de cubierta (9) se forma como capa resistente al rayado.
9. Método según cualquiera de las reivindicaciones enunciadas anteriormente,
caracterizado porque el área de plástico espumado (6) es tratada térmicamente, en concreto, durante un periodo de tiempo de entre 4 y 6 minutos, y es sometida a una temperatura de entre 75° C y 85° C.
10. Componente de aparato doméstico (1) producido de conformidad con un método según cualquiera de las reivindicaciones enunciadas anteriormente.
Patentes similares o relacionadas:
Método para realizar ranuras decorativas en un suelo, del 7 de Agosto de 2019, de VALINGE INNOVATION AB: Método para realizar ranuras (20, 20a, 20b) decorativas en un tablero de suelo, teniendo el tablero de suelo un núcleo y una capa superficial dispuesta en el lado […]
Pieza moldeada de plástico y procedimiento para su fabricación, del 5 de Febrero de 2019, de LEONHARD KURZ STIFTUNG & CO. KG: Procedimiento para la fabricación de una pieza moldeada de plástico , con las etapas: a) facilitación de un primer film decorativo , que presenta al menos parcialmente […]
Métodos para fabricar paneles, del 20 de Diciembre de 2018, de Flooring Industries Limited, SARL: Método para fabricar paneles revestidos del tipo que comprende al menos un sustrato y una capa superior con un motivo, estando dispuesta dicha capa […]
Sistema de grabado en doble lado, del 27 de Noviembre de 2018, de THE HILLMAN GROUP, INC.: Un sistema de grabado operable para grabar un artículo cargado por el usuario, comprendiendo el sistema de grabado: una carcasa ; un grabador ubicado […]
Objeto marcado por láser con patrón de Moiré, del 9 de Mayo de 2018, de D. Swarovski KG: Objeto , que está configurado como cuerpo homogéneo y constituido de un material duro pero quebradizo, transparente para la luz visible, en el que el objeto presenta […]
Plantilla para estructuraciones de superficies mediante grabado al ácido, del 28 de Marzo de 2018, de AKK GmbH: Plantilla para estructuraciones de superficies mediante grabado al ácido, con una capa de plantilla resistente al mordiente, pudiendo transferirse […]
Procedimiento para generar una estructura, del 24 de Enero de 2018, de HANSEN, BERND: Procedimiento para generar al menos una estructura por acción de un láser en al menos una parte de pared de una pared del recipiente de un producto […]
Miembro de soporte de carga de ascensor que tiene una envoltura con por lo menos una superficie exterior de mejora de la tracción, del 13 de Septiembre de 2017, de OTIS ELEVATOR COMPANY: Un método para fabricar un miembro de soporte de carga para uso en un sistema de ascensor, que comprende: aplicar una envoltura polimérica para rodear […]