Procedimiento para el seguimiento individual de cuerpos metálicos huecos.
Procedimiento para el seguimiento individual de cuerpos metálicos huecos,
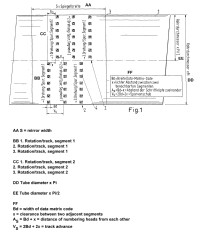
en particular tubos de acero conformados en caliente, en el que el tubo individual (1, 1'), después del último paso de trabajo en caliente es provisto, dispuesta sobre la circunferencia de tubo, de una identificación inconfundible que es leída, automáticamente, en el sector de alimentación como imagen de video durante el traslado a las estaciones de fabricación y control aguas abajo, independientemente del sentido de transporte, siendo registrada la identificación en las diferentes estaciones al pasar todas las etapas especificadas de fabricación y control y la identificación registrada ajustada a la pluralidad de todas las identificaciones entradas anteriormente y la etapa de fabricación y control asignada a la identificación registrada, siendo la identificación inconfundible aplicada como rotulación de matriz de datos en múltiples repeticiones de forma anular circular sobre la circunferencia de tubo (1, 1') mediante una unidad marcadora giratoria sobre el tubo que tiene al menos un cabezal marcador, caracterizado porque la rotulación de la circunferencia de tubo se produce en al menos dos secciones segmentadas, denominadas segmentos (2), que dividen la circunferencia de tubo, ejecutando la rotulación segmento por segmento con un giro de la unidad marcadora en menos de 360° y los segmentos (2) presentan, respecto del eje longitudinal de tubo, un desplazamiento axial que es mayor que la extensión axial de la matriz de datos (4).
Tipo: Patente Internacional (Tratado de Cooperación de Patentes). Resumen de patente/invención. Número de Solicitud: PCT/DE2009/000866.
Solicitante: Vallourec Deutschland GmbH.
Nacionalidad solicitante: Alemania.
Dirección: Theodorstrasse 109 40472 Düsseldorf ALEMANIA.
Inventor/es: EICHLER,Michael, VAN WELL,DIRK, ACHTERKAMP,MANFRED.
Fecha de Publicación: .
Clasificación Internacional de Patentes:
- G06K1/12 FISICA. › G06 CALCULO; CONTEO. › G06K RECONOCIMIENTO DE DATOS; PRESENTACION DE DATOS; SOPORTES DE REGISTROS; MANIPULACION DE SOPORTES DE REGISTROS (impresión per se B41J). › G06K 1/00 Métodos o disposiciones para marcar los soportes de registro en forma digital. › de forma distinta que por perforación.
- G06K19/06 G06K […] › G06K 19/00 Soportes de registro para utilización con máquinas y con al menos una parte prevista para soportar marcas digitales. › caracterizado por el tipo de marca digital, p. ej. forma, naturaleza, código.
PDF original: ES-2469815_T3.pdf
Fragmento de la descripción:
Procedimiento para el seguimiento individual de cuerpos metïlicos huecos La invenciïn se refiere a un procedimiento para el seguimiento individual de cuerpos metïlicos huecos, en particular de tubos de acero conformados en caliente.
En el contexto de la optimizaciïn del aseguramiento de la calidad y de los costes en el proceso de fabricaciïn al ajustar tubos conformados en caliente, la trazabilidad del producto terminado es de importancia determinante, es decir quï, cuïndo, dïnde y cïmo se ha fabricado.
Estrechamente vinculado a ello es la identificaciïn inconfundible de cada tubo individual al recorrer todos los pasos de fabricaciïn y control preestablecidos. Particularmente en sectores de fabricaciïn masiva tïpica, por ejemplo una planta de tubos donde al mismo tiempo se transportan, mecanizan y controlan, simultïneamente, centenares y hasta miles de tubos individuales, el seguimiento individual es un tema central.
En el pasado se han usado diferentes procedimientos para identificar cada pieza individual en el sentido de un seguimiento que, sin embargo, tales procedimientos ya no responden a los requerimientos actuales.
Por ejemplo, en muchos casos se escoge como la menor unidad de identificaciïn el lote de laminaciïn o de fabricaciïn en el que la misma fusiïn y la misma dimensiïn final forman un lote.
El nïmero de piezas de un lote es determinado, al inicio, manualmente o mediante un instrumento contador y la deficiencia de una o mïs piezas es registrada durante el paso por las diferentes estaciones.
Ademïs, en lotes mïs grandes, el lote se subdivide en atados, recibiendo cada atado un nïmero correlativo. La mayorïas de las veces, la identificaciïn de piezas individuales se realiza mediante atados sujetados por medio de alambres o bien por medio del lote, por ejemplo insertando en uno de los tubos una tarjeta identificadora con un alambre doblado.
En el transporte de los atados a travïs de mïltiples naves no es posible prevenir la pïrdida ocasional de tarjetas identificadoras o que al abrir los atados se cambie de lugar o por error sean insertadas en atados incorrectos.
Otros sistemas trabajan con nïmeros identificatorios pintados a mano o grabados a mïquina, mediante etiquetas pegadas o estampadas o identificaciones grabadas mediante lïser.
Todos estos procedimientos conocidos tienen desventajas, porque no siempre las identificaciones respectivas aplicadas son legibles, por ejemplo cuando la etiqueta se encuentra en la parte inferior del tubo o la identificaciïn aplicada interfiere un control, por ejemplo porque en una prueba por ultrasonido produce resultados incorrectos o el nïmero identificatorio ya no es legible a excesivas velocidades de transporte de los tubos o porque el registro a travïs de todos los pasos de fabricaciïn y control establecidos no es fiable.
Por el documento DE 195 05 513 C2 se conoce un procedimiento en el que, en cada caso, se aplica un cïdigo de barras mediante marcaciones de color directamente sobre cada pieza individual, concretamente extendido sobre todo la circunferencia transversal del tubo. Con ello, la lectura del cïdigo de barras es independiente de la posiciïn circunferencial del tubo. El registro del cïdigo de barras se produce por medio de una imagen de video, de manera que el registro tambiïn es independiente del sentido de transporte.
Este procedimiento conocido para el seguimiento de piezas individuales tiene mïltiples desventajas. Debido a la manipulaciïn de los tubos al pasar por las diferentes instalaciones de fabricaciïn y control y al rodar los tubos sobre los transportadores de rodillos es posible que se daïe el cïdigo de barras aplicado mediante marcaciones de color y, con ello, el registro ïptico de la identificaciïn se puede tornar difïcil o, incluso, imposible.
Para el registro ïptico seguro del cïdigo de barras, debido a la superficie de laminaciïn las marcaciones de las barras, segïn la calidad de superficie, no deben ser demasiado estrechas, pues es posible que se presenten sectores raïdos que el sistema de evaluaciïn ya no puede identificar como trazos de color individuales. Ello produce una extensiïn axial de hasta 500 mm del cïdigo de barras, cosa que, frecuentemente, es rechazada por el cliente alegando razones ïpticas.
Un procedimiento de clase genïrica se da a conocer en el preïmbulo de la reivindicaciïn 1 del documento DE 10 2004 051 124 B3. En dicho procedimiento, el tubo individual es provisto de una identificaciïn inconfundible extendida sobre toda la circunferencia del tubo despuïs de un ïltimo paso de trabajo en caliente y es leïda, automïticamente, como imagen de video en el sector de alimentaciïn durante el traslado a las estaciones de fabricaciïn y control aguas abajo, independientemente del sentido de transporte. En este caso, la identificaciïn inconfundible es aplicada como matriz de datos en mïltiples repeticiones idïnticas sobre la circunferencia del tubo.
En este caso, las matrices de datos son aplicadas en una o mïs pistas de manera anular o helicoidal en una o varias circunferencias del tubo.
El seguimiento individual de tubos rotulados con matrices de datos se ha destacado en la prïctica con resultados excelentes; sin embargo ha quedado demostrado que una rotulaciïn anular o helicoidal continua alrededor del tubo presenta algunas desventajas.
En los transportadores de rodillos que no permiten una rotaciïn del tubo, es necesario que la unidad marcadora rote completamente alrededor del tubo para asï facilitar una marcaciïn en toda la circunferencia. Ello es muy complejo en lo concerniente a la alimentaciïn de corriente por medio de contactos deslizantes y la conducciïn de cables y mangueras de la unidad marcadora.
Ademïs, en una marcaciïn cerrada extendida en cïrculo alrededor del tubo sucede con frecuencia que en el sector inicial y terminal de la pista se produzca una escritura superpuesta radial, de manera que, en este caso, el cïdigo ya no serïa legible.
El objetivo de la invenciïn es perfeccionar los procedimientos conocidos para el seguimiento individual de tubos conformados en caliente de tal manera que, incluso con transportadores de rodillos que no permiten una rotaciïn del tubo, sea posible, de manera sencilla y econïmica, la rotulaciïn con identificaciïn inconfundible en forma de matrices de datos en una repeticiïn mïltiple idïntica sobre la circunferencia del tubo y se pueda evitar con seguridad una escritura superpuesta de la pista en una disposiciïn circular.
Segïn la invenciïn, el objetivo es conseguido mediante el procedimiento de conformidad con la reivindicaciïn 1. La marcaciïn de la circunferencia del tubo se produce al menos en dos secciones segmentadas que dividen la circunferencia del tubo, donde la marcaciïn se realiza segmento por segmento mediante un giro de la unidad marcadora en menos de 360ï y los segmentos presentan respecto del eje longitudinal del tubo, un desplazamiento que es mayor que la extensiïn axial de la matriz de datos.
A diferencia del procedimiento conocido por el documento DE 10 2004 051 124 B3, la identificaciïn ya no es aplicada al tubo en forma de una pista cerrada anular, sino que el anillo es dividido en segmentos individuales, de manera que la marcaciïn se produce de tal manera que la unidad marcadora ejecuta la marcaciïn segmento por segmento bajo un giro de menos de 360ï, presentando los segmentos entre sï un desplazamiento axial relativo que es mayor que la extensiïn axial de la matriz de datos. Este desplazamiento axial es importante para prevenir una escritura superpuesta cuando los diferentes segmentos se aplican en sentido radial.
En una disposiciïn anular circular de dos segmentos, los mismos son aplicados, ventajosamente, sobre el tubo en arcos circulares de, cada uno, al menos 180ï. Los segmentos de arco circular tambiïn pueden ser mayores que 180ï, debido a que el desplazamiento axial de los segmentos sobre el tubo imposibilita una escritura superpuesta.
En una primera forma de realizaciïn, la marcaciïn de la circunferencia del tubo se produce con sïlo un cabezal marcador, cambiando el sentido de giro de la unidad marcadora despuïs de aplicar un primer segmento y, a continuaciïn, aplicando un segundo segmento sobre la circunferencia del tubo.
En este caso, primeramente se aplica sobre el tubo el primer segmento de 180ï, a continuaciïn se cambia el sentido de giro de la unidad marcadora y se aplica sobre el tubo el segundo segmento de 180ï con un desplazamiento axial de tal manera que resulte una marcaciïn sobre toda la circunferencia.
Debido al cambio del sentido de giro se previene, por un lado, de manera ventajosa el giro completo de la unidad marcadora sobre... [Seguir leyendo]
Reivindicaciones:
1. Procedimiento para el seguimiento individual de cuerpos metïlicos huecos, en particular tubos de acero conformados en caliente, en el que el tubo individual (1, 1’) , despuïs del ïltimo paso de trabajo en caliente es provisto, dispuesta sobre la circunferencia de tubo, de una identificaciïn inconfundible que es leïda, automïticamente, en el sector de alimentaciïn como imagen de video durante el traslado a las estaciones de fabricaciïn y control aguas abajo, independientemente del sentido de transporte, siendo registrada la identificaciïn en las diferentes estaciones al pasar todas las etapas especificadas de fabricaciïn y control y la identificaciïn registrada ajustada a la pluralidad de todas las identificaciones entradas anteriormente y la etapa de fabricaciïn y control asignada a la identificaciïn registrada, siendo la identificaciïn inconfundible aplicada como rotulaciïn de matriz de datos en mïltiples repeticiones de forma anular circular sobre la circunferencia de tubo (1, 1’) mediante una unidad marcadora giratoria sobre el tubo que tiene al menos un cabezal marcador, caracterizado porque la rotulaciïn de la circunferencia de tubo se produce en al menos dos secciones segmentadas, denominadas segmentos (2) , que dividen la circunferencia de tubo, ejecutando la rotulaciïn segmento por segmento con un giro de la unidad marcadora en menos de 360ï y los segmentos (2) presentan, respecto del eje longitudinal de tubo, un desplazamiento axial que es mayor que la extensiïn axial de la matriz de datos (4) .
2. Procedimiento segïn la reivindicaciïn 1, caracterizado porque con el uso de un cabezal marcador cambia el sentido de giro de la unidad marcadora despuïs de la aplicaciïn de un primer segmento y, a continuaciïn, se aplica un segundo segmento.
3. Procedimiento segïn la reivindicaciïn 1, caracterizado porque la rotulaciïn de la circunferencia de tubo se produce en al menos dos segmentos, en el cual al usar dos cabezales marcadores los mismos son dispuestos con un desplazamiento axial de 180ï alrededor del tubo y se produce la aplicaciïn de las matrices de datos (4) sobre un giro de la unidad marcadora de al menos 180ï.
4. Procedimiento segïn la reivindicaciïn 1, caracterizado porque la rotulaciïn de la circunferencia de tubo se produce en al menos tres segmentos, en el cual al usar tres cabezales marcadores los mismos son dispuestos con un desplazamiento axial de 120ï alrededor del tubo y se produce la aplicaciïn de las matrices de datos (4) sobre un giro de la unidad marcadora de al menos 120ï.
5. Procedimiento segïn la reivindicaciïn 1, caracterizado porque la rotulaciïn de la circunferencia de tubo se produce en al menos cuatro segmentos, en el cual al usar cuatro cabezales marcadores los mismos son dispuestos con un desplazamiento axial de 90ï alrededor del tubo y se produce la aplicaciïn de las matrices de datos (4) sobre un giro de la unidad marcadora de al menos 90ï.
6. Procedimiento segïn una de las reivindicaciones 1 - 5, caracterizado porque en el curso de la rotulaciïn con una primera rotulaciïn segmentada anular circular con matrices de datos (4) se aplican sobre el tubo, desplazadas axialmente, otras rotulaciones segmentadas anulares circulares.
7. Procedimiento segïn la reivindicaciïn 6, caracterizado porque se produce simultïneamente la aplicaciïn mïltiple de rotulaciones segmentadas anulares circulares mïltiples axialmente desplazadas con un nïmero de segmentos circunferenciales y un nïmero de cabezales marcadores en la unidad marcadora que se corresponde con el nïmero de rotulaciones anulares circulares.
8. Procedimiento segïn la reivindicaciïn 6, caracterizado porque las demïs rotulaciones segmentadas anulares circulares son aplicadas en forma secuencial, produciïndose el desplazamiento axial encima del tubo posicionado fijo mediante un corrimiento de la unidad marcadora en sentido longitudinal de tubo.
9. Procedimiento segïn la reivindicaciïn 6, caracterizado porque las demïs rotulaciones segmentadas anulares circulares son aplicadas en forma secuencial, produciïndose el desplazamiento axial del tubo debajo de la unidad marcadora posicionada fija mediante un corrimiento en sentido longitudinal de tubo.
10. Procedimiento segïn la reivindicaciïn 9, caracterizado porque el desplazamiento axial puede ser ajustado seleccionable libremente.
Patentes similares o relacionadas:
 Procedimiento y sistema de visualización de al menos un código matricial sobre una pantalla para la trasmisión de datos a un equipo electrónico provisto de medios de lectura del o de los códigos matriciales, del 29 de Julio de 2020, de SCHNEIDER TOSHIBA INVERTER EUROPE SAS: Procedimiento de visualización de al menos un código matricial sobre una pantalla (14A, 14B) de un dispositivo (16A, 16B) electrónico de visualización, para […]
Procedimiento y sistema de visualización de al menos un código matricial sobre una pantalla para la trasmisión de datos a un equipo electrónico provisto de medios de lectura del o de los códigos matriciales, del 29 de Julio de 2020, de SCHNEIDER TOSHIBA INVERTER EUROPE SAS: Procedimiento de visualización de al menos un código matricial sobre una pantalla (14A, 14B) de un dispositivo (16A, 16B) electrónico de visualización, para […]
Métodos y sistemas para autenticar y rastrear objetos, del 10 de Junio de 2020, de SPECTRA SYSTEMS CORPORATION: Una característica de seguridad para autenticar un objeto , dicha característica de seguridad que comprende: un sustrato que comprende un primer material y que […]
 Sistema de control de emisión que utiliza información de código de barras, del 27 de Mayo de 2020, de Hanam Artec Co., Ltd: Un sistema de control de emisión para dirigir un espectáculo que comprende:
una pluralidad de dispositivos esclavos (200_1∼200_n), […]
Sistema de control de emisión que utiliza información de código de barras, del 27 de Mayo de 2020, de Hanam Artec Co., Ltd: Un sistema de control de emisión para dirigir un espectáculo que comprende:
una pluralidad de dispositivos esclavos (200_1∼200_n), […]
Método y aparato de procesamiento de códigos bidimensionales, del 8 de Abril de 2020, de Alibaba Group Holding Limited: Un método para procesar un código bidimensional por un servidor, el método que comprende: al recibir una solicitud de generación de código bidimensional […]
MÉTODO Y SISTEMA PARA GESTIONAR EL ALMACENAMIENTO DE OBJETOS BASADO EN DOBLE ETIQUETADO, del 13 de Marzo de 2020, de MENARINI DIAGNOSTICOS, S.A.: La presente invención se refiere a un método y un sistema para gestionar el almacenamiento de un objeto basado en doble etiquetado, donde el objeto […]
Sistemas y métodos para decodificar y usar datos en tarjetas, del 12 de Febrero de 2020, de Integrated Solutions International LLC: Un sistema para decodificar datos almacenados en una tarjeta de identificación que comprende: un dispositivo de captura de imágenes configurado […]
Sistema de acceso cifrado por gestos basado en un código multidimensional, del 15 de Enero de 2020, de HONEYWELL INTERNATIONAL INC.: Un procedimiento para controlar el acceso que comprende: escribir información en una tarjeta en un código bidimensional , la información que […]
Métodos y un sistema para verificar la autenticidad de una marca, del 25 de Diciembre de 2019, de Sys-Tech Solutions, Inc: Un método para verificar la autenticidad de una marca, el método comprende: recibir una imagen de una marca candidata desde un dispositivo […]