Procedimiento para pasivar una superficie metálica, y aparato doméstico, en particular, máquina lavavajillas doméstica con una parte de pared.
La invención se refiere a un procedimiento para pasivar una superficie metálica (A),
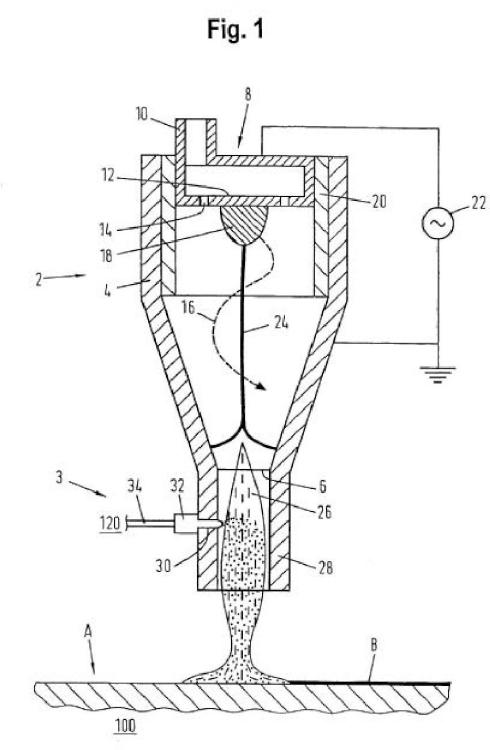
preferiblemente una superficie metálica (A) de una parte de pared de una máquina lavavajillas doméstica, en el cual un haz de plasma (26) atmosférico es generado mediante descarga eléctrica en un gas de trabajo, en el cual se introduce un agente pasivador (120) ácido en el haz de plasma (26), en el cual el haz de plasma (26) que contiene el agente pasivador (120) es aplicado sobre la superficie metálica (A), y en el cual, a través de la reacción del agente pasivador (120) ácido con la superficie metálica (A), una sal pasivadora (118) es depositada sobre la superficie metálica (A).
Tipo: Patente de Invención. Resumen de patente/invención. Número de Solicitud: P201232053.
Solicitante: BSH ELECTRODOMESTICOS ESPAÑA S.A..
Nacionalidad solicitante: España.
Inventor/es: PEÑA TORRE, JOSE IGNACIO, PLANAS LAYUNTA,FERNANDO, Ester Sola,Francisco Javier, Artal Lahoz,Maria Carmen, ESCARTÍN BARDUZAL,ANDRÉS, MARTÍNEZ SOLANAS,Elena, MARCO LOSTAO,Francisco Javier.
Fecha de Publicación: .
Clasificación Internacional de Patentes:
- A47L15/42 NECESIDADES CORRIENTES DE LA VIDA. › A47 MOBILIARIO; ARTICULOS O APARATOS DE USO DOMESTICO; MOLINILLOS DE CAFE; MOLINILLOS DE ESPECIAS; ASPIRADORES EN GENERAL. › A47L LAVADO O LIMPIEZA DOMESTICA (cepillos A46B; limpieza de grandes cantidades de botellas o de otros objetos huecos de una sola especie B08B 9/00; lavado de la ropa D06F ); ASPIRADORES EN GENERAL (limpieza en general B08). › A47L 15/00 Máquinas para lavar o enjuagar la vajilla o los utensilios de mesa. › Partes constitutivas.
- C23C4/10 QUIMICA; METALURGIA. › C23 REVESTIMIENTO DE MATERIALES METALICOS; REVESTIMIENTO DE MATERIALES CON MATERIALES METALICOS; TRATAMIENTO QUIMICO DE LA SUPERFICIE; TRATAMIENTO DE DIFUSION DE MATERIALES METALICOS; REVESTIMIENTO POR EVAPORACION EN VACIO, POR PULVERIZACION CATODICA, POR IMPLANTACION DE IONES O POR DEPOSICION QUIMICA EN FASE VAPOR, EN GENERAL; MEDIOS PARA IMPEDIR LA CORROSION DE MATERIALES METALICOS, LAS INCRUSTACIONES, EN GENERAL. › C23C REVESTIMIENTO DE MATERIALES METALICOS; REVESTIMIENTO DE MATERIALES CON MATERIALES METALICOS; TRATAMIENTO DE MATERIALES METALICOS POR DIFUSION EN LA SUPERFICIE, POR CONVERSION QUIMICA O SUSTITUCION; REVESTIMIENTO POR EVAPORACION EN VACIO, POR PULVERIZACION CATODICA, POR IMPLANTACION DE IONES O POR DEPOSICION QUIMICA EN FASE VAPOR, EN GENERAL (fabricación de productos revestidos de metal por extrusión B21C 23/22; revestimiento metálico por unión de objetos con capas preexistentes, ver las clases apropiadas, p. ej. B21D 39/00, B23K; metalización del vidrio C03C; metalización de piedras artificiales, cerámicas o piedras naturales C04B 41/00; esmaltado o vidriado de metales C23D; tratamiento de superficies metálicas o revestimiento de metales mediante electrolisis o electroforesis C25D; crecimiento de monocristales C30B; mediante metalización de textiles D06M 11/83; decoración de textiles por metalización localizada D06Q 1/04). › C23C 4/00 Revestimiento por pulverización del material de revestimiento en estado fundido, p. ej. por pulverización a la llama, con plasma o por descarga eléctrica (soldadura de recarga B23K, p. ej. B23K 5/18, B23K 9/04). › Óxidos, boruros, carburos, nitruros, siliciuros; Sus mezclas.
- C23C4/12 C23C 4/00 […] › caracterizado por el método de pulverización.
- C23C8/36 C23C […] › C23C 8/00 Difusión en estado sólido solamente de elementos no metálicos en la capa superficial de materiales metálicos (difusión del silicio C23C 10/00 ); Tratamiento químico de la superficie por reacción del material metálico de la superficie y un gas reactivo, quedando en el revestimiento productos de la reacción, p. ej. revestimiento de conversión, pasivación de metales (C23C 14/00 tiene prioridad). › por medio de gases ionizados, p. ej. nitruración iónica.
- D06F37/26 TEXTILES; PAPEL. › D06 TRATAMIENTO DE TEXTILES O SIMILARES; LAVANDERIA; MATERIALES FLEXIBLES NO PREVISTOS EN OTRO LUGAR. › D06F LAVANDERIA, SECADO, PLANCHADO, PRENSADO O PLEGADO DE ARTICULOS TEXTILES. › D06F 37/00 Partes constitutivas específicas de las máquinas de lavar cubiertas por los grupos D06F 21/00 - D06F 25/00. › Cubiertas; Cubas.
- D06F39/12 D06F […] › D06F 39/00 Partes constitutivas de lavadoras, no especificas de un tipo concreto de máquinas de los cubiertos por los grupos D06F 9/00 - D06F 27/00 (control de lavadoras D06F 33/00, D06F 34/00). › Envolturas; Cubas.
- D06F49/00 D06F […] › Oreadoras centrífugas domésticas o similares impropias para el uso industrial.
- D06F58/20 D06F […] › D06F 58/00 Secadoras domésticas. › Partes constitutivas generales de las secadoras domésticas (D06F 59/00 tiene prioridad).
Fragmento de la descripción:
Procedimiento para pasivar una superficie metálica, y aparato doméstico, en particular, máquina lavavajillas doméstica con una parte de pared.
La presente invención se refiere a un procedimiento para pasivar una superficie metálica, preferiblemente una superficie metálica de una parte de pared de un aparato doméstico, en particular, una superficie metálica de una parte de pared de una máquina lavavajillas doméstica, en el cual un agente pasivador es aplicado sobre la superficie metálica, preferiblemente sobre la superficie metálica de una parte de pared de un aparato doméstico, en particular, sobre la superficie metálica de una parte de pared de la máquina lavavajillas doméstica.
Por “pasivación” de una superficie metálica, preferiblemente una superficie metálica de una parte de pared de un aparato doméstico, en particular, una superficie metálica de una parte de pared de una máquina lavavajillas doméstica, en el contexto de esta descripción se entiende, por ejemplo, aplicar un agente protector contra la corrosión. Una pasivación también puede comprender aplicar un agente para reducir la fricción durante el procesamiento de una pieza de trabajo metálica. Del mismo modo, la pasivación de la superficie metálica, preferiblemente de la superficie metálica de una parte de pared de un aparato doméstico, en particular, la superficie metálica de una parte de pared de una máquina lavavajillas doméstica, puede significar también reducir la resistencia eléctrica, esto es, un aislamiento eléctrico de la superficie metálica, preferiblemente de la superficie metálica de una parte de pared de un aparato doméstico, en particular, la superficie metálica de una parte de pared de una máquina lavavajillas doméstica.
Un ejemplo de pasivación de una superficie metálica es la fosfatación, en la cual, mediante reacciones químicas de superficies metálicas con soluciones acuosas de fosfato, se forma una llamada capa de conversión de fosfatos de metal que se adhieren fijamente. La mayor parte de las veces, la fosfatación se aplica en el acero, pero también puede utilizarse para aceros y aluminios cincados o cadmiados. Las áreas de aplicación principales son la protección contra la corrosión, la adherencia, la reducción de la fricción y del desgaste, así como el aislamiento eléctrico.
En la fosfatación conocida a partir del estado de la técnica, la formación de la capa se produce por precipitación de sales poco solubles del ácido fosfórico, los llamados fosfatos, de una solución acuosa. En función del tipo de solución, en ello puede tratarse de capas de fosfato de hierro, cinc o manganeso.
En la fosfatación no formadora de capa, los cationes de metal participantes en la formación de capa provienen del material base, mientras que los cationes de metal de la solución de fosfato no participan en la composición de la capa.
En la fosfatación formadora de capa, tiene lugar la formación de la capa mediante cationes de metal de la solución de fosfato y, adicionalmente, pueden ser partícipes cationes de metal del material base. Los grosores de capa alcanzan entre varios cientos de nanómetros en la fosfatación del hierro, hasta dos micrómetros y más en la fosfatación del cinc y del manganeso.
La capa de fosfato así producida se adhiere muy bien sobre el substrato y, por la estructura de capa microporosa, o bien, microcapilar, permite un buen anclaje para recubrimientos que se apliquen posteriormente. De modo adicional, la capa de fosfato dificulta la oxidación subsuperficial en puntos defectuosos del recubrimiento. Las capas de fosfato solas proporcionan una práctica protección temporal contra la corrosión, que a menudo basta para el almacenaje antes de un siguiente paso de procesamiento. Del mismo modo, son conocidas aplicaciones en las que se utiliza una fosfatación para una protección permanente contra la corrosión.
Las capas de fosfatos tienen además buenas propiedades de deslizamiento, lo cual repercute de manera ventajosa, por ejemplo, en caso de conformación en frío del acero. Como consecuencia de la sencilla cizallabilidad, aquí se utilizan preferiblemente las capas de fosfato de cinc. Por el contrario, las capas de fosfato de manganeso se utilizan para la reducción del desgaste de agentes de deslizamiento sometidos a una carga elevada.
La elevada resistencia eléctrica de las capas de fosfato es utilizada para un aislamiento eléctrico, al menos, parcial. A modo de ejemplo, en chapas eléctricas para núcleos magnéticos se puede utilizar la capa de fosfato para aislarlas unas respecto de otras con una fina capa separadora.
Asimismo, es conocido un procedimiento para pasivar una superficie metálica en el que, sobre superficies metálicas, se forman por la acción de ácido crómico sales complejas del ácido crómico (cromatos) . Tal procedimiento se denomina cromatación.
También durante la cromatación, se corroe el material base de la superficie metálica. Los iones de metal disueltos del material base son incorporados entonces en la capa de cromato. Las capas de cromato así obtenidas pertenecen (de modo similar a las capas de fosfato) a las capas pasivadoras, es decir, son capas protectoras inorgánicas no metálicas. La función más frecuente de las capas de cromato es la protección contra la corrosión. No obstante, las capas de cromato también pueden utilizarse para la generación de una imprimación para siguientes capas, como protección frente a la oxidación (en la plata) , para la reducción de la visibilidad de las huellas dactilares, o para la modificación de la apariencia (brillo, color) . Los procedimientos de cromatación pueden aplicarse sobre el aluminio, el magnesio, la plata, el cadmio, y el cinc.
Es común a todos los procedimientos descritos anteriormente que sólo pueden llevarse a cabo químicamente por vía húmeda en una pluralidad de pasos de trabajo mediante baños de inmersión. Por tanto, el coste en equipamiento es considerable en la ejecución de los procedimientos. Igualmente, el coste material es aproximado, ya que no se emplea una gran parte del agente pasivador utilizado.
Además, áreas superficiales delimitables de una pieza de trabajo no pueden ser tratadas por separado, sino que la pieza de trabajo entera debe ser tratada siempre químicamente por vía húmeda.
Este problema se presenta especialmente en la fabricación de componentes que estén compuestos por chapas de metal no corrosivas, a modo de ejemplo, por chapas de acero inoxidable, y cuyas piezas individuales sean unidas entre sí por termosoldadura. Los cordones de soldadura que se generan con ello no son resistentes a la corrosión del mismo modo que la propia chapa de metal. Por lo tanto, es necesaria una protección separada contra la corrosión como medida de pasivación sólo para la zona del cordón de soldadura. En caso de pasivación química por vía húmeda, esto es, por ejemplo fosfatación, es entonces necesario tratar químicamente por vía húmeda el componente entero.
Como componentes, se pueden mencionar aquí a modo de ejemplo componentes de máquina lavadora, componentes de máquina lavavajillas, empalmes tubulares, y otros componentes que entren en contacto con agua durante su utilización.
Además, justamente en componentes más pequeños, un tratamiento químico por vía húmeda con un agente pasivador ácido resulta costoso si debe ser aplicado para un recubrimiento de color o de barniz como capa de fondo.
Además, durante el tratamiento químico por vía húmeda precisamente en estructuras de componentes más pequeños, se produce el problema consistente en que, debido a los efectos de la tensión superficial, el agente pasivador no sea suministrado por toda la superficie a cavidades o entalladuras. Por ello, aquí se originan huecos sobre la superficie que pueden repercutir desventajosamente en la utilización posterior del componente.
Por lo tanto, la presente invención se basa en el problema técnico relativo a simplificar y configurar de manera más efectiva el procedimiento conocido del estado de la técnica para pasivar una superficie metálica, preferiblemente una superficie metálica de una parte de pared de un aparato doméstico, en particular, una superficie metálica de una parte de pared de una máquina lavavajillas doméstica. Asimismo, ha de indicarse un aparato doméstico que comprenda al menos una parte de pared, la cual esté compuesta, al menos parcialmente, de metal resistente a la corrosión en gran medida, en particular, acero inoxidable en gran medida.
El problema técnico anteriormente expuesto se soluciona según la invención mediante un procedimiento en el cual un haz de plasma atmosférico sea generado mediante descarga eléctrica...
Reivindicaciones:
1. Procedimiento para pasivar una superficie metálica (A) , preferiblemente una superficie metálica (A) de una parte de pared de un aparato doméstico, en particular, una superficie metálica (A) de una parte de pared de una máquina lavavajillas doméstica, en el cual un haz de plasma (26) atmosférico es generado mediante descarga eléctrica en un gas de trabajo, en el cual se introduce un agente pasivador (120) ácido en el haz de plasma (26) , en el cual el haz de plasma (26) que contiene el agente pasivador (120) es aplicado sobre la superficie metálica (A) , preferiblemente sobre la superficie metálica (A) de la parte de pared (116; 116.1, 116.2) del aparato doméstico (100) , en particular, sobre la superficie metálica (A) de la parte de pared (116; 116.1, 116.2) de la máquina lavavajillas doméstica (100) , y en el cual, a través de la reacción del agente pasivador
(120) ácido con la superficie metálica (A) , preferiblemente con la superficie metálica (A) de la parte de pared (116; 116.1, 116.2) del aparato doméstico (100) , en particular, con la superficie metálica (A) de la parte de pared (116; 116.1, 116.2) de la máquina lavavajillas doméstica (100) , una sal pasivadora (118) es depositada sobre la superficie metálica (A) , preferiblemente sobre la superficie metálica (A) de la parte de pared (116; 116.1, 116.2) del aparato doméstico (100) , en particular, sobre la superficie metálica (A) de la parte de pared (116; 116.1, 116.2) de la máquina lavavajillas doméstica (100) .
2. Procedimiento según la reivindicación 1, en el cual como agente pasivador (120) se utiliza un ácido fosfórico, dado el caso, diluido, y se deposita fosfato de metal sobre la superficie metálica (A) , preferiblemente sobre la superficie metálica (A) de la parte de pared (116; 116.1, 116.2) del aparato doméstico (100) , en particular, sobre la superficie metálica (A) de la parte de pared (116; 116.1, 116.2) de la máquina lavavajillas doméstica (100) .
3. Procedimiento según la reivindicación 1, en el cual como agente pasivador (120) se utiliza un ácido crómico, dado el caso, diluido, y se deposita cromato de metal sobre la superficie metálica (A) , preferiblemente sobre la superficie metálica (A) de la parte de pared (116; 116.1, 116.2) del aparato doméstico (100) , en particular, sobre la superficie metálica (A) de la parte de pared (116; 116.1, 116.2) de la máquina lavavajillas doméstica (100) .
4. Procedimiento según una de las reivindicaciones 1 a 3, en el cual la superficie metálica (A) , preferiblemente la superficie metálica (A) de la parte de pared (116; 116.1, 116.2) del aparato doméstico (100) , en particular, la superficie metálica (A) de la parte de pared (116; 116.1, 116.2) de la máquina lavavajillas doméstica (100) , presenta una unión por soldadura (122) , en especial, un cordón de soldadura, y al menos la unión por soldadura (122) , en particular, el cordón de soldadura, es expuesta al haz de plasma (26) .
5. Procedimiento según la reivindicación 4, en el cual la superficie metálica (A) , preferiblemente la superficie metálica (A) de la parte de pared (116; 116.1, 116.2) del aparato doméstico (100) , en particular, la superficie metálica (A) de la parte de pared (116; 116.1, 116.2) de la máquina lavavajillas doméstica (100) , es expuesta al haz de plasma (26) durante la soldadura, o directamente después de la soldadura.
6. Procedimiento según una de las reivindicaciones 1 a 3, en el cual la exposición de la superficie metálica (A) , preferiblemente de la superficie metálica (A) de la parte de pared (116; 116.1, 116.2) del aparato doméstico (100) , en particular, de la superficie metálica
(A) de la parte de pared (116; 116.1, 116.2) de la máquina lavavajillas doméstica (100) , al agente pasivador (120) es efectuada para generar una capa de fondo para una siguiente capa de color o barnizado.
7. Procedimiento según una de las reivindicaciones 1 a 6, en el cual el agente pasivador
(120) es suministrado en el área de descarga al haz de plasma (26) que se origina.
8. Procedimiento según una de las reivindicaciones 1 a 6, en el cual el agente pasivador
(120) es suministrado corriente abajo del área de descarga al haz de plasma (26) originado.
9. Procedimiento según la reivindicación 7 u 8, en el cual el agente pasivador (120) es introducido mediante un pulverizador (32; 32.1, 32.2) , en particular, una boquilla pulverizadora.
10. Aparato doméstico (100) , en particular, máquina lavavajillas doméstica, máquina lavadora doméstica, secadora doméstica, o similares, que comprende al menos una parte de pared (116; 116.1, 116.2) , la cual está compuesta, al menos parcialmente, de metal resistente a la corrosión en gran medida, en particular, acero inoxidable en gran medida, caracterizado porque al menos una superficie metálica (A) de una parte de pared (116; 116.1, 116.2) está provista de una sal pasivadora (118) , al menos por áreas, preferiblemente de manera predominante, en especial, por completo, donde la sal pasivadora (118) es un producto de una reacción de un agente pasivador (120) ácido, y aplicado mediante un haz de plasma (26) sobre la superficie metálica (A) de la parte de pared (116; 116.1, 116.2) , con la superficie metálica (A) de la parte de pared (116; 116.1, 116.2) .
11. Aparato doméstico (100) según la reivindicación 10, caracterizado porque al menos dos de las partes de pared (116.1, 116.2) están unidas entre sí, al menos por áreas, preferiblemente de manera predominante, en especial, por completo, mediante una unión por soldadura (122) , en especial, un cordón de soldadura, y porque la unión por soldadura (122) , en particular, el cordón de soldadura, que une entre sí al menos dos de las partes de pared (116.1, 116.2) , al menos por áreas, preferiblemente de manera predominante, en especial, por completo, está provista de una sal pasivadora (118) , al menos por áreas, preferiblemente de manera predominante, en especial, por completo.
12. Aparato doméstico (100) según la reivindicación 11, caracterizado porque la unión por soldadura (122) , en particular, el cordón de soldadura, que une entre sí al menos dos partes de pared (116.1, 116.2) , al menos por áreas, preferiblemente de manera predominante, en especial, por completo, está provista de una sal pasivadora (118) , al menos por áreas, preferiblemente de manera predominante, en especial, por completo, también en un área (122.1, 122.2) a ambos lados con una anchura de área (122.B1, 122.B2) respectiva de al menos 3 mm., de manera preferida, de al menos 5 mm., en especial, de al menos 10 mm.
13. Aparato doméstico (100) según la reivindicación 10, 11 ó 12, caracterizado porque al menos una parte de pared (116; 116.1, 116.2) , la cual está compuesta, al menos parcialmente, de metal resistente a la corrosión en gran medida, en particular, acero inoxidable en gran medida, es una parte de una máquina lavavajillas doméstica (100) que comprende al menos los siguientes componentes y/o grupos constructivos: un depósito de lavado (102) para el alojamiento de artículos de lavado; medios para el suministro de líquido de lavado a los artículos de lavado; una cubierta de depósito (104) , compuesta, al menos parcialmente, de metal resistente a la corrosión en gran medida, en particular, acero inoxidable en gran medida, como parte superior del depósito de lavado (102) con dos paredes laterales (106.L, 106.R) , una pared de cubierta (108) , y una pared posterior (110) ; una cubeta de lavado (112) como pared de base (114) del depósito de lavado (102) ; una abertura de llenado, cerradiza con una puerta, para artículos de lavado, junto al depósito de lavado (102) ; y una pieza de
marco con función selladora para líquido de lavado, por el extremo del lado delantero de la cubierta de depósito (104) .
14. Aparato doméstico (100) según una de las reivindicaciones 10 a 13, caracterizado
porque el agente pasivador (120) contiene un ácido fosfórico, dado el caso, diluido, y porque la sal pasivadora y depositada sobre una superficie metálica (A) comprende fosfato de metal.
15. Aparato doméstico (100) según una de las reivindicaciones 10 a 13, caracterizado porque el agente pasivador (120) contiene un ácido cromático, dado el caso, diluido, y porque la sal pasivadora y depositada sobre una superficie metálica (A) comprende cromato de metal.
OFICINA ESPAÑOLA DE PATENTES Y MARCAS
Nº solicitud: 201232053
ESPAÑA
Fecha de presentación de la solicitud: 28.12.2012
Fecha de prioridad:
INFORME SOBRE EL ESTADO DE LA TECNICA
51 Int. Cl. : Ver Hoja Adicional
DOCUMENTOS RELEVANTES
Categoría 56 Documentos citados Reivindicaciones afectadas
X EP 2460595 A2 (INNOVENT EV) 06.06.2012, página 3, párrafo [27] – página 4, párrafo [33]. 1
X WO 2006134118 A1 (BASF AG) 21.12.2006, página 4, líneas 11-29; página 5, línea.
2. 37; página 9, línea 12 – página 11, línea 23; página 18, línea 11 – página 19, línea 38. 10, 13-15
X WO 2006134117 A1 (BASF AG.) 21.12.2006, página 4, líneas 1-41; página 5, línea.
2. 37; página 6, línea 4 – página 8, línea 15; página 18, línea 19 – página 20, línea 2; página 20, línea 33 – página 21, línea 26. 10, 13-15
X WO 2006134116 A1 (BASF AG) 21.12.2006, página 3, línea 36 – página 4, línea 38; página 5, línea.
2. 31; página 6, línea 1 – página 8, línea 11; página 14, línea 33 – página 15, línea 41; página 16, líneas 13-61; página 18, líneas 1-34. 10, 13-15
X EP 0653502 A2 (NIHON PARKERIZING) 17.05.1995, página 3, línea 28 – página 4, línea 10; página 4, línea.
3. 47. 1, 2, 6-9
Y 3
X US 5858465 A (HUNT ANDREW TYE) 12.01.1999, columna 5, línea.
2. 40; columna 7, línea 56 – columna 8, línea 64. 1, 2, 6-9
Y 3
Y FR 853144 A (GILBERT) 11.03.1940, página 1, línea.
3. 37; página 4, línea.
8. 86; página 5, línea.
2. 54. 3
A EP 2194162 A2 (INNOVENT EV) 09.06.2010, columna 3, párrafos [13-14]; columnas 3, párrafo 16 – columna 4, párrafos [25]. 1-8
A US 2009061184 A1 (JAWOROVSKI) 07.10.2010, página 1, párrafo [14] – página 2, párrafo [17]; página 2, párrafos [20-21]; página 3, párrafo 28. 1
A WO 2010112914 A1 (KERONITE INTERNAT LTD) 07.10.2010, todo el documento. 1
Categoría de los documentos citados X: de particular relevancia Y: de particular relevancia combinado con otro/s de la misma categoría A: refleja el estado de la técnica O: referido a divulgación no escrita P: publicado entre la fecha de prioridad y la de presentación de la solicitud E: documento anterior, pero publicado después de la fecha de presentación de la solicitud
El presente informe ha sido realizado • para todas las reivindicaciones • para las reivindicaciones nº :
Fecha de realización del informe 27.03.2014 Examinador A. Rua Aguete Página 1/4
INFORME DEL ESTADO DE LA TÉCNICA
Nº de solicitud: 201232053
CLASIFICACIÓN OBJETO DE LA SOLICITUD
C23C4/10 (2006.01) C23C8/36 (2006.01) D06F39/12 (2006.01) D06F58/20 (2006.01) C23C4/12 (2006.01) A47L15/42 (2006.01) D06F49/00 (2006.01) D06F37/26 (2006.01)
Documentación mínima buscada (sistema de clasificación seguido de los símbolos de clasificación)
A47L, C23C, D06F
Bases de datos electrónicas consultadas durante la búsqueda (nombre de la base de datos y, si es posible, términos de búsqueda utilizados)
INVENES, EPODOC
Informe del Estado de la Técnica Página 2/4
OPINIÓN ESCRITA
Nº de solicitud: 201232053
Fecha de Realización de la Opinión Escrita: 27.03.2014
Declaración
Novedad (Art. 6.1 LP 11/1986) Reivindicaciones Reivindicaciones 2-9, 11-15 1, 10 SI NO
Actividad inventiva (Art. 8.1 LP11/1986) Reivindicaciones Reivindicaciones 11-12 1-10, 13-15 SI NO
Se considera que la solicitud cumple con el requisito de aplicación industrial. Este requisito fue evaluado durante la fase de examen formal y técnico de la solicitud (Artículo 31.2 Ley 11/1986) .
Base de la Opinión.
La presente opinión se ha realizado sobre la base de la solicitud de patente tal y como se publica.
Informe del Estado de la Técnica Página 3/4
OPINIÓN ESCRITA
Nº de solicitud: 201232053
1. Documentos considerados.
A continuación se relacionan los documentos pertenecientes al estado de la técnica tomados en consideración para la realización de esta opinión.
Documento Número Publicación o Identificación Fecha Publicación
D01 EP 0653502 A2 (NIHON PARKERIZING) 17.05.1995
D02 US 5858465 A (HUNT ANDREW TYE) 12.01.1999
D03 FR 853144 A (GILBERT) 11.03.1940
D04 EP 2194162 A2 (INNOVENT EV) 09.06.2010
D05 US 2009061184 A1 (JAWOROVSKI) 07.10.2010
D06 WO 2010112914 A1 (KERONITE INTERNAT LTD) 07.10.2010
D07 WO 2006134118 A1 (BASF AG) 21.12.0021
D08 WO 2006134117 A1 (BASF AG) 21.12.2006
D09 WO 2006134116 A1 (BASF AG) 21.12.2006
2. Declaración motivada según los artículos 29.6 y 29.7 del Reglamento de ejecución de la Ley 11/1986, de 20 de marzo, de Patentes sobre la novedad y la actividad inventiva; citas y explicaciones en apoyo de esta declaración El objeto de la invención es un procedimiento para pasivar una superficie metálica mediante la aplicación sobre dicha superficie de un haz de plasma generado por descarga eléctrica en un gas de trabajo en el que el agente pasivador es introducido en dicho haz de plasma y como consecuencia de la reacción que tiene lugar entre el agente pasivador ácido y dicha superficie metálica, se deposita sobre la superficie metálica una sal pasivadora . También es objeto de la invención un aparato doméstico que comprende un parte de pared compuesta por metal resistente a la corrosión con una capa protectora de sal pasivadora.
El documento D1 (EP 0653502) divulga un procedimiento para pasivar una superficie metálica, por ejemplo una superficie de acero recubierta de zinc, en el cual un haz de plasma atmosférico es generado mediante la descarga eléctrica en un gas de trabajo, en el que se introduce un agente pasivador ácido en el haz de plasma que es aplicado sobre la superficie metálica, produciéndose una deposición de una sal pasivadora sobre dicha superficie. (Ver pág.4, línea.
3. 47) . El documento D2 divulga un procedimiento similar para la pasivación de una superficie metálica mediante la deposición de una capa pasivadora sobre dicha superficie mediante la acción de un haz de plasma atmosférico. (Ver columna 2, líneas 2945) . Los términos preferiblemente y en particular en la parte caracterizadora de las reivindicaciones 1 -6 y 10-13 no producen limitación alguna en el alcance de la reivindicaciones. Por lo tanto, a la vista de lo divulgado en D1 y D2, el objeto de la invención recogido en la reivindicación 1 no es nuevo. (Art. 6 LP) . Las reivindicaciones 2-3 y 6-9 se refieren a características que o bien son habituales en el estado de la técnica o bien que para un experto en la materia no requieren el ejercicio de actividad inventiva alguna. (Ver para Reiv. 3, documento D3, pág. 1, línea.
3. 32; pág.4, línea.
8. 86) : pág. 5, línea.
2. 54: para Reiv.6-9, ver por ejemplo el documento D2, fig. 1A-1C, párrafo 5, línea.
2. 40; párrafo 11, línea.
3. 50; párrafo 12, línea.
2. 52) . El objeto de la invención de las reivindicaciones 4 y 5 se trata o bien de características ampliamente conocidas en el estado de la técnica u obvias para un experto en la materia.
Por otro lado, aparatos domésticos que comprendan una parte de pared , que al menos en parte esté compuesta por metal resistente a la corrosión, como por ejemplo de acero, en el que al menos una superficie metálica de una parte de pared esté provista de una sal pasivadora, son ampliamente conocidos en el estado de la técnica. (Ver por ejemplo, los documentos D7-D9) . Como se trata de una reivindicación de producto, en este caso no es limitante el método de fabricación del mismo en la medida que no afecta a las características esenciales del mismo, por lo tanto, el objeto de la invención recogido en la reivindicación 10 no es nuevo teniendo en cuenta el estado de la técnica conocido. (Art. 6 LP) . Las reivindicaciones 13-15 se refieren a características que se deducen de manera directa de los documentos D7 a D9, como es el caso de la reivindicación 14 o se trata de características habituales en el estado de la técnica o que para un experto en la materia no requieren el ejercicio de actividad inventiva alguna, en el caso de las reivindicaciones 13 y 15. En consecuencia, las reivindicaciones 2 a 9 y 13 a 15 de la solicitud carecen de actividad inventiva (Art. 8 LP) .
Por otro lado, ni los documentos D1 a D9 citados o cualquier combinación relevante de los mismos revela un aparato doméstico en el que el cordón de soldadura que une entre sí dos partes de pared, esté provista de una sal pasivadora. Por lo tanto, la invención tal y como se recoge en las reivindicaciones 11 y 12 de la solicitud es nueva y se considera que implica actividad inventiva. (Art. 6 y 8 LP) .
Informe del Estado de la Técnica Página 4/4
Patentes similares o relacionadas:
Aparato de tratamiento de ropa que tiene un módulo de bomba de calor, del 15 de Abril de 2020, de LG ELECTRONICS INC.: Un aparato de tratamiento de ropa que comprende: un armario configurado con una cubierta (10d) frontal que forma una superficie frontal y una cubierta (10e) […]
Dispositivo de fijación para fijar una varilla de transporte en una abertura de una máquina para el tratamiento de colada y para el cierre de la abertura y máquina para el tratamiento de colada con un dispositivo de fijación, del 11 de Marzo de 2020, de MIELE & CIE. KG: Dispositivo de fijación con una varilla de transporte, para fijar la varilla de transporte en una abertura de una máquina para el tratamiento […]
Aparato doméstico con dispositivo de fijación, del 12 de Febrero de 2020, de BSH HAUSGERÁTE GMBH: Aparato doméstico , en particular, un horno de cocción , con una carcasa y un dispositivo de fijación , que está unido con una pared con un lado y con […]
Lavadora con gavetas y compartimiento de lavado flexible, del 4 de Septiembre de 2019, de Roderinno AB: Lavadora para el lavado de ropa tal como vestimentas y textiles, cuya lavadora comprende una carcasa (1a), donde la carcasa (1a) comprende: […]
Lavadora con cubierta inferior, del 2 de Octubre de 2018, de BSH HAUSGERÁTE GMBH: Lavadora que comprende una carcasa con una cubierta inferior y un sistema de descarga hidráulica, que comprende un primer motor de bomba y […]
Aparato de tratamiento de la colada, del 28 de Febrero de 2018, de LG ELECTRONICS INC.: Un aparato de tratamiento de la colada que comprende: un primer dispositivo de tratamiento que comprende un armario que define una apariencia exterior […]
Máquina lavadora de tipo tambor de montaje en pared, del 28 de Junio de 2017, de Dongbu Daewoo Electronics Corporation: Una máquina lavadora de tipo tambor de montaje en pared, que comprende: un panel trasero , configurado para ser montado sobre una superficie de pared (W); una […]
Máquina de lavar que tiene una función de secado, del 19 de Abril de 2017, de LG ELECTRONICS INC.: Una máquina de lavar que tiene una función de secado, comprendiendo la máquina de lavar: un calentador y un ventilador para […]