PROCEDIMIENTO PARA FABRICAR UNA MUELA ABRASIVA.
Procedimiento para fabricar una muela abrasiva, con los siguientes pasos:
a) puesta a disposición de un cuerpo base de muela abrasiva, especialmente de metal; b) puesta a disposición de granos abrasivos, especialmente de nitruro de boro cúbico; c) aplicación de los granos abrasivos con una posición definida y a una distancia definida entre sí en la superficie del cuerpo base de la muela abrasiva, caracterizado porque
la superficie del cuerpo base de la muela abrasiva se calienta exclusivamente en macrozonas predefinidas y porque los granos abrasivos se aplican exclusivamente sobre las macrozonas calentadas de la superficie del cuerpo base de la muela abrasiva estando niquelados el cuerpo base de la muela abrasiva y/o los granos abrasivos, y produciéndose por el calentamiento parcial de la superficie del cuerpo base de la muela abrasiva y la aplicación de los granos abrasivos en las macrozonas calentadas de la superficie la adherencia de los granos abrasivos a las macrozonas calentadas de la superficie del cuerpo base de la muela abrasiva y produciéndose a continuación de la adherencia de los granos abrasivos a las macrozonas calentadas de la superficie del cuerpo base de la muela abrasiva un niquelado por vía química o galvánica
Tipo: Resumen de patente/invención. Número de Solicitud: W05001502DE.
Solicitante: MTU AERO ENGINES GMBH.
Nacionalidad solicitante: Alemania.
Dirección: DACHAUER STRASSE 665,80995 MUNCHEN.
Inventor/es: WAGNER,THILO.
Fecha de Publicación: .
Fecha Concesión Europea: 6 de Enero de 2010.
Clasificación Internacional de Patentes:
- B24D18/00C
- B24D3/06 TECNICAS INDUSTRIALES DIVERSAS; TRANSPORTES. › B24 TRABAJO CON MUELA; PULIDO. › B24D HERRAMIENTAS PARA TRABAJAR CON MUELA, PULIR O AFILAR (cuerpos abrasivos especialmente concebidos para el trabajo en tambor, p. ej. bolas abrasivas B24B 31/14; herramientas de acabado B24B 33/08; herramientas de afinado B24B 37/11). › B24D 3/00 Propiedades físicas de los cuerpos u hojas abrasivas, p. ej. superficies abrasivas de naturaleza especial; Cuerpos u hojas abrasivos caracterizados por sus constituyentes. › metálicos.
- B24D5/06 B24D […] › B24D 5/00 Muelas aglomeradas, muelas que comportan segmentos abrasivos incorporados, concebidas para trabajar solamente por su periferia; Anillos o accesorios para el montaje de estas muelas. › comportando segmentos abrasivos incorporados, p. ej. muelas segmentadas.
- B24D7/06 B24D […] › B24D 7/00 Muelas aglomeradas, o muelas dotadas de segmentos abrasivos incorporados, concebidas para trabajar de otra manera que por su periferia, p. ej. por el costado; Anillos o accesorios para el montaje de estas muelas. › con segmentos abrasivos incorporados, p. ej. muelas segmentadas.
- C04B37/02B
Clasificación PCT:
- B24D18/00 B24D […] › Fabricación de herramientas para trabajar con muelas, p. ej. ruedas no previstas en otro lugar.
- B24D3/06 B24D 3/00 […] › metálicos.
- B24D5/06 B24D 5/00 […] › comportando segmentos abrasivos incorporados, p. ej. muelas segmentadas.
- B24D7/06 B24D 7/00 […] › con segmentos abrasivos incorporados, p. ej. muelas segmentadas.
Fragmento de la descripción:
Procedimiento para fabricar una muela abrasiva.
La invención se refiere a un procedimiento para fabricar una muela abrasiva según el preámbulo de la reivindicación 1.
Durante el llamado amolado con herramienta rotatoria, una muela abrasiva se mueve con respecto a una pieza de trabajo que o bien es estacionaria o también se mueve, para generar en la superficie de la pieza de trabajo un contorno deseado con arranque de virutas. Por el estado de la técnica se conoce ya el uso de granos abrasivos de nitruro de boro cúbico en muelas abrasivas metálicas. Los granos abrasivos de nitruro de boro cúbico se denominan también granos abrasivos NBC. Según el estado de la técnica, los granos abrasivos NBC están repartidos estadísticamente sobre un cuerpo base de muela abrasiva, estando aplicados, por tanto, de forma no definida. Las muelas abrasivas de este tipo, con una disposición no definida de los granos abrasivos sobre el cuerpo base de la muela abrasiva tienen una duración útil insuficiente, por lo que tienen que sustituirse frecuentemente, lo que finalmente causa elevados gastos en las herramientas. Esto, en definitiva, resulta desventajoso.
Por el documento DE19643113A1, para fabricar una muela abrasiva, se conoce el procedimiento de ligar granos abrasivos a la superficie metálica del cuerpo abrasivo exclusivamente mediante plaqueado de metal.
La presente invención tiene el objetivo de proporcionar un procedimiento novedoso para fabricar una muela abrasiva.
Este objetivo se consigue mediante un procedimiento según la reivindicación 1. Según la invención, la superficie del cuerpo base de la muela abrasiva se calienta exclusivamente en macrozonas predeterminadas, aplicándose los granos abrasivos exclusivamente en las macrozonas calentadas de la superficie del cuerpo base de la muela abrasiva, estando niquelados el cuerpo base de la muela abrasiva y/o los granos abrasivos, y produciéndose por el calentamiento parcial de la superficie del cuerpo base de la muela abrasiva y la aplicación de los granos abrasivos en las macrozonas calentadas de la superficie la adherencia de los granos abrasivos a las macrozonas calentadas de la superficie del cuerpo base de la muela abrasiva y produciéndose a continuación de la adherencia de los granos abrasivos a las macrozonas calentadas de la superficie del cuerpo base de la muela abrasiva un niquelado por vía química o galvánica.
En el sentido de la presente invención se propone un procedimiento en el que los granos abrasivos se aplican con una posición definida y a una distancia definida entre sí en la superficie del cuerpo base de la muela abrasiva. La distribución definida de los granos abrasivos sobre el cuerpo base de la muela abrasiva permite un mejor suministro de refrigerante a la zona superficial de la muela abrasiva, que está engranada durante el amolado, así como una mejor evacuación de las virutas originadas durante el amolado. Otra ventaja consiste en que con una muela abrasiva configurada según la invención se consigue aumentar la duración útil de ésta y, por tanto, reducir los gastos en herramientas.
Los granos abrasivos pueden aplicarse en la superficie del cuerpo base de la muela abrasiva de tal forma que para cada zona de la superficie de la muela abrasiva, que está en engrane efectivo durante el amolado, sea aproximadamente constante el número de granos abrasivos, con un ancho constante de la misma.
Según otra variante ventajosa de la invención, en macrozonas predeterminadas de la superficie del cuerpo base de la muela abrasiva, un mayor número de granos abrasivos se posiciona como en otras macrozonas predefinidas de la superficie, estando la posición y/o la distancia y/o el número de granos abrasivos en la superficie del cuerpo base de la muela abrasiva adaptados al contorno de la pieza de trabajo que ha de generarse por el amolado.
Algunos ejemplos de la invención, que no suponen ninguna limitación de la misma, se describen detalladamente con la ayuda del dibujo. Muestran:
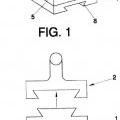
La figura 1 una detalle de la sección transversal a través de una muela abrasiva junto con una pieza de trabajo a mecanizar por amolado;
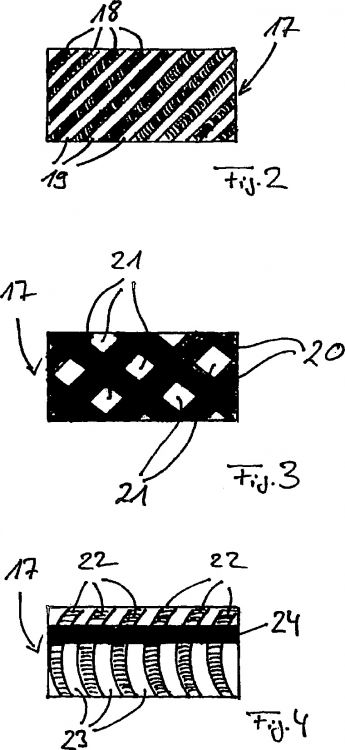
la figura 2 una vista en planta esquemática desde arriba de la superficie de una muela abrasiva según la invención,
la figura 3 una vista en planta esquemática desde arriba de la superficie de otra muela abrasiva según la invención; y
la figura 4 una vista en planta esquemática desde arriba de la superficie de otra muela abrasiva según la invención.
La figura 1 muestra de forma fuertemente esquematizada un detalle de una muela abrasiva 10 junto con una pieza de trabajo 11 que se ha de mecanizar por amolado. Como se desprende de la figura 1, durante el amolado, la muela abrasiva 10 se acciona de forma rotatoria en el sentido de la flecha 12 y se mueve con respecto a la pieza de trabajo 11 en el sentido de la flecha 13. El movimiento en el sentido de la flecha 13 se denomina movimiento de avance. Como también se puede ver en la figura 1, durante el amolado, una sección o zona 16 de la superficie 17, limitada por los puntos 14 y 15, está en engrane efectivo de amolado con la pieza de trabajo 11. Dado que la muela abrasiva 10, por una parte, se acciona de forma giratoria en el sentido de la flecha 12 y, por otra parte, se mueve con respecto a la pieza de trabajo 11 en el sentido del movimiento de avance visualizado por la flecha 13, cambia continuamente la zona 16 de la superficie 17 de la muela abrasiva 10, que está en engrane efectivo de amolado con la pieza de trabajo 11.
La muela abrasiva 10 dispone de un cuerpo base de la muela abrasiva preferentemente metálico y de granos abrasivos aplicados en la superficie del cuerpo base de muela abrasiva. Los granos abrasivos están formados, preferentemente, de nitruro de boro cúbico. En el sentido de la presente invención, se propone aplicar los granos abrasivos con una distribución definida, a saber, con una posición definida y a una distancia definida entre sí, en la superficie del cuerpo base de la muela abrasiva. Los granos abrasivos se aplican en la superficie del cuerpo base de la muela abrasiva de tal forma que para cada zona 16 de la superficie 17 de la muela abrasiva, que está en engrane efectivo de amolado, con un ancho constante de ésta, sea aproximadamente constante el número de granos abrasivos. Preferentemente, en macrozonas predefinidas de la superficie del cuerpo base de la muela abrasiva está posicionado un mayor número de granos abrasivos que en otras macrozonas predefinidas de la superficie. Así, en la superficie del cuerpo base de la muela abrasiva pueden sucederse alternando macrozonas con granos abrasivos y macrozonas sin granos abrasivos.
Por ejemplo, la figura 2 muestra una disposición posible de los granos abrasivos en la superficie del cuerpo base de la muela abrasiva. En el ejemplo de realización de la figura 2, en la superficie del cuerpo base de la muela abrasiva están realizadas macrozonas 18 con granos abrasivos y macrozonas 19 sin granos abrasivos. Las macrozonas 18 y 19 se extienden diagonalmente a través de la superficie 17 del cuerpo base de la muela abrasiva, extendiéndose entre dos macrozonas 18 con granos abrasivos respectivamente una macrozona 19 sin granos abrasivos. En las macrozonas 18, los granos abrasivos están posicionados en la superficie del cuerpo base de la muela abrasiva respectivamente en la misma distribución, es decir, en la misma cantidad y a la misma distancia entre sí. En las macrozonas 19 no existen granos abrasivos de ningún tipo.
Una disposición alternativa de los granos abrasivos en la superficie del cuerpo base de la muela abrasiva está representada en la figura 3. También en el ejemplo de realización de la figura 3 están realizadas a su vez macrozonas 20 con granos abrasivos y macrozonas 21 sin granos abrasivos. Las macrozonas 20 con granos abrasivos se extienden de forma cruzada diagonalmente a través de la superficie del cuerpo base de la muela abrasiva e incluyen macrozonas 21 rectangulares o romboidales, exentas de granos abrasivos. En las macrozonas 20, los granos abrasivos a su vez están posicionados en la misma distribución, es decir, en la misma cantidad y a la misma distancia entre sí.
Otra posible disposición de granos abrasivos en la superficie del cuerpo base de la muela abrasiva está representada en la figura 4. En el ejemplo de realización de la figura 4, las primeras macrozonas 22 con granos abrasivos se extienden en forma de segmentos anulares en la superficie del cuerpo base de la muela abrasiva, estando incluida respectivamente entre dos macrozonas...
Reivindicaciones:
1. Procedimiento para fabricar una muela abrasiva, con los siguientes pasos:
caracterizado porque
la superficie del cuerpo base de la muela abrasiva se calienta exclusivamente en macrozonas predefinidas y porque los granos abrasivos se aplican exclusivamente sobre las macrozonas calentadas de la superficie del cuerpo base de la muela abrasiva estando niquelados el cuerpo base de la muela abrasiva y/o los granos abrasivos, y produciéndose por el calentamiento parcial de la superficie del cuerpo base de la muela abrasiva y la aplicación de los granos abrasivos en las macrozonas calentadas de la superficie la adherencia de los granos abrasivos a las macrozonas calentadas de la superficie del cuerpo base de la muela abrasiva y produciéndose a continuación de la adherencia de los granos abrasivos a las macrozonas calentadas de la superficie del cuerpo base de la muela abrasiva un niquelado por vía química o galvánica.
2. Procedimiento según la reivindicación 1, caracterizado porque el calentamiento se realiza mediante irradiación láser parcial de la superficie del cuerpo base de la muela abrasiva.
Patentes similares o relacionadas:
Artículo abrasivo para la conformación de materiales industriales, del 22 de Abril de 2020, de SAINT-GOBAIN ABRASIVES, INC.: Un artículo abrasivo , que comprende: una base ; un ensamblado de montaje acoplado a la base , comprendiendo […]
Un indicador de desgaste de ranura para una herramienta de rectificado, del 26 de Febrero de 2020, de SAINT-GOBAIN ABRASIVES, INC.: Un elemento de rectificado configurado para acoplarse a un elemento de soporte , que comprende: partículas abrasivas incrustadas en una […]
Cabezal abrasivo., del 3 de Diciembre de 2018, de SALINAS E HIJOS, S.L.: 1. Cabezal abrasivo, para una máquina amoladora del tipo de las que comprende un motor eléctrico que acciona un eje roscado en el que se monta, el cual […]
Cabezal de reducción de superficie giratoria, dispositivo de reducción de superficie electrolítica y método de reducción de superficie electrolítica, del 10 de Enero de 2018, de Tokyo Stainless Grinding Co., Ltd: Un cabezal de reduccion de superficie giratoria que tiene una base de cabezal y un arbol giratorio , en el que dos o mas electrodos y piedras de amolar […]
Artículo abrasivo para conformar materiales industriales, del 29 de Marzo de 2017, de SAINT-GOBAIN ABRASIVES, INC.: Un artículo abrasivo que comprende: una base que tiene una forma anular que define una abertura central , y que […]
Herramienta multi-abrasivo, del 10 de Junio de 2015, de REN S.r.l: Una herramienta abrasiva, que en la cara de trabajo incluye más de dos elementos abrasivos con diferente rugosidad (50, 64, 78, 86, 96, 104, 114, 140, […]
 Pieza multicapa para el pulido de piedra, gres cerámico, gres porcelánico y para todo tipo de pavimentos y revestimientos, del 19 de Enero de 2015, de MATILLA BOTELLA,RAQUEL: Esta pieza optimiza considerablemente tanto la calidad como el coste del pulido y está destinada a unirse superiormente a unos cabezales dispuestos radialmente […]
Pieza multicapa para el pulido de piedra, gres cerámico, gres porcelánico y para todo tipo de pavimentos y revestimientos, del 19 de Enero de 2015, de MATILLA BOTELLA,RAQUEL: Esta pieza optimiza considerablemente tanto la calidad como el coste del pulido y está destinada a unirse superiormente a unos cabezales dispuestos radialmente […]
Muela abrasiva, del 18 de Diciembre de 2013, de Sewon Tech Co., Ltd: Una muela abrasiva que comprende: - un disco dispuesto para que se conecte a una rectificadora, el disco comprende una pluralidad de ranurasde […]