Procedimiento mejorado de colada.
La invención se refiere a un procedimiento de colada que permite la fabricación de una barra metálica (5) a partir de un metal fundido,
poniendo en práctica dicho procedimiento una rueda rotativa (2) afectada de una garganta (3) perimetral y una banda (4) metálica de cierre de dicha garganta (3), comprendiendo dicho procedimiento una etapa de alimentación de la garganta (3) con metal (6) fundido y una etapa de enfriamiento de dicho metal (6) emplazado dentro de dicha garganta (3) en giro.
La característica principal de un procedimiento de colada según la invención es que la etapa de enfriamiento se realiza con unos medios (7) que impiden la formación de aire entre la banda metálica (4) de cierre y el metal (6) en fase de solidificación emplazado dentro de la garganta (3).
Tipo: Patente de Invención. Resumen de patente/invención. Número de Solicitud: P201331085.
Solicitante: NEXANS.
Nacionalidad solicitante: Francia.
Dirección: 8, rue du Général Foy 75008 Paris FRANCIA.
Inventor/es: MORICE,Stéphane, COMORET,Emilien, DABLEMENT,Sébastien.
Fecha de Publicación: .
Clasificación Internacional de Patentes:
- B22D1/00 TECNICAS INDUSTRIALES DIVERSAS; TRANSPORTES. › B22 FUNDICION; METALURGIA DE POLVOS METALICOS. › B22D COLADA DE METALES; COLADA DE OTRAS MATERIAS POR LOS MISMOS PROCEDIMIENTOS O CON LOS MISMOS DISPOSITIVOS (trabajo de materias plásticas o sustancias en estado plástico B29C; tratamientos metalúrgicos, empleo de sustancias específicas que se añaden al metal C21, C22). › Tratamiento del metal fundido en la cuchara o en los canales de colada antes del moldeo (características relativas a la inyección de gas en cierres de tipo de corredera B22D 41/42, en buzas de colada B22D 41/58).
Fragmento de la descripción:
Procedimiento mejorado de colada La invención se refiere a un procedimiento mejorado de colada.
Este tipo de procedimiento se fundamenta en una rueda rotativa que comprende una garganta perimetral y una banda metálica que tapa dicha garganta. En la garganta de la rueda cerrada en su giro mediante dicha banda metálica se introduce metal fundido, que puede ser por ejemplo cobre o aluminio, el cual se enfría a continuación con agua que entra en contacto con el molde constituido por dicha rueda y dicha banda metálica, con el fin de solidificar el metal.
Tales procedimientos de colada continua existen y ya han sido objeto de patentes. Cabe citar, por ejemplo, la solicitud de patente WO2006/046772, que describe un procedimiento de colada continua en el que intervienen una rueda en giro y una banda metálica de cierre, y cuya principal característica es que comprende una etapa de mantenimiento del metal solidificado en contacto con la rueda. En efecto, el metal originalmente fundido y que ha sido solidificado por enfriamiento dentro de la rueda rotativa tiene tendencia a desprenderse prematuramente de la garganta de dicha rueda, dando lugar a esfuerzos originantes de grandes tensiones en la barra metálica así conformada, cuya ruptura es uno de los principales riesgos. Para encargarse de este mantenimiento contra la rueda, se disponen unos rodillos de presión alrededor de dicha rueda, en lugares específicos donde hay más posibilidades de que se desprenda prematuramente la barra solidificada.
Ahora bien, un problema que se afronta con este tipo de procedimientos de colada es que la etapa de enfriamiento del metal origina inevitablemente la formación de un espacio de aire entre dicho metal y el molde. En efecto, el metal, cuando se enfría dentro de la garganta de la rueda, se solidifica contrayéndose, dando pie a la aparición de espacios de aire dentro de dicha garganta, entre dicho metal y la banda metálica de cierre. La presencia de ese aire origina una disminución de los intercambios térmicos entre el metal en fase de solidificación y las paredes del molde constituido por la rueda y la banda metálica de cierre. La fase de enfriamiento no es homogénea y su realización lleva un considerable período, dando origen a una cierta ralentización en el ámbito de la producción de barras metálicas.
Los procedimientos de colada según la invención comprenden una etapa de enfriamiento optimizada, que favorece los intercambios térmicos entre el metal en fase de solidificación y las paredes de la garganta. Como consecuencia de ello, la fase de enfriamiento de tales procedimientos es homogénea y de mejor calidad y se realiza en un tiempo mucho más corto.
La invención tiene por objeto un procedimiento de colada que permite la fabricación de una barra metálica a partir de un metal fundido, poniendo en práctica dicho procedimiento una rueda rotativa afectada de una garganta perimetral y una banda metálica de cierre de dicha garganta, comprendiendo dicho procedimiento una etapa de alimentación de la garganta con metal fundido y una etapa de enfriamiento de dicho metal emplazado dentro de dicha garganta en giro.
La principal característica de un procedimiento según la invención es que la etapa de enfriamiento se realiza con unos medios que impiden la formación de aire entre la banda metálica de cierre y el metal en fase de solidificación emplazado dentro de la garganta. Generalmente, cuando el metal está en fase de solidificación, tiene tendencia a contraerse y, por tanto, a ocupar un volumen más restringido dentro de la garganta. Contribuye entonces en hacer que penetre aire en dicha garganta y en dificultar más los intercambios térmicos en la etapa de enfriamiento. Los medios intervinientes durante la etapa de enfriamiento de un procedimiento según la invención impiden, ya desde el inicio del proceso, la formación de ese aire perjudicial, en orden a favorecer los intercambios térmicos y acelerar así la fase de enfriamiento. Estos medios pueden ser de origen mecánico, neumático, eléctrico, hidráulico o magnético y deben ocupar poco espacio para no obstaculizar el desarrollo de un procedimiento según la invención. Tampoco deben estorbar en la extracción de la barra de metal solidificado de la rueda rotativa. Generalmente, la función de enfriamiento recae en un fluido líquido el cual puede ser, por ejemplo, agua. Este fluido líquido puede ser emitido en forma de chorros de agua o en forma de una pulverización contra las paredes de la garganta y contra la banda metálica. La banda metálica de cierre preferiblemente está realizada en acero.
Ventajosamente, los medios comprenden al menos un órgano sólido apto para ejercer una presión sobre la banda metálica, en orden a ceñir dicha banda contra el metal en fase de solidificación emplazado dentro de la garganta. El órgano sólido sirve de tope de opresión para mantener artificialmente la banda metálica contra el metal en fase de solidificación. Preferiblemente, este órgano ejerce un empuje sobre una anchura de la banda metálica correspondiente a la anchura total de la garganta. Es importante que el ceñimiento de la banda contra el metal en fase de solidificación sea completo a todo lo ancho de la garganta, con el fin de que no subsista ningún intersticio susceptible de ser ocupado por aire.
De manera preferente, cada órgano sólido está constituido por un rodillo.
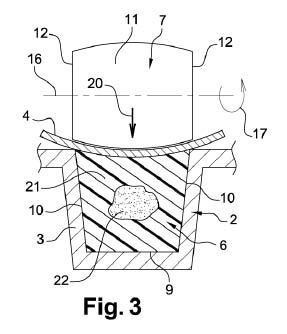
De manera ventajosa, cada rodillo es una pieza cilíndrica abombada que posee dos caras extremas circulares y un eje de revolución que pasa por el centro de dichas caras, entrando en contacto con la banda metálica la superficie lateral externa alrededor de dicho eje. Es importante que cada rodillo tenga un perfil adaptado a la geometría de la garganta, para evitar la formación de intersticios de aire entre el metal solidificado emplazado en el fondo de la garganta y la banda metálica de cierre, y ello a todo lo ancho de la garganta.
De manera preferente, el número de rodillos ubicados alrededor de la rueda rotativa está comprendido entre uno y cinco. Los rodillos se distribuyen de manera homogénea alrededor de la rueda, con el fin de no dejar que subsista ningún sector demasiado alargado de la banda metálica sin esfuerzo de ceñimiento por un rodillo contra el metal en fase de solidificación en el fondo de la garganta.
Preferiblemente, cada rodillo está dotado de giro libre alrededor de su eje de revolución. Así puede ejercer su esfuerzo de presión contra la banda metálica al propio tiempo que acompaña la marcha de dicha banda.
Ventajosamente, la etapa de enfriamiento se realiza mediante una pulverización de agua sobre la banda metálica de cierre y sobre las paredes delimitadoras de la garganta.
De manera preferente, la sección transversal de la garganta es trapecial.
De acuerdo con otra forma preferida de realización de un procedimiento de colada según la invención, dicho procedimiento pone en práctica un sólo rodillo, apto para ser desplazado a lo largo de la garganta contra la banda metálica de cierre.
La invención tiene como segundo objeto una barra metálica sólida cuya característica principal es que está fabricada a partir de un procedimiento de acuerdo con la invención.
La invención tiene como tercer objeto un sistema de colada para la realización de un procedimiento según la invención y cuya característica principal es que comprende una rueda dotada de movimiento giratorio y afectada de una garganta perimetral, una banda metálica de cierre de dicha garganta, un dispositivo de enfriamiento y al menos un rodillo rotativo apto para ejercer una presión sobre dicha banda metálica.
Un procedimiento de colada según la invención presenta la ventaja de comprender una etapa optimizada de enfriamiento, que pone en práctica piezas mecánicas simples, con una geometría habitual y que, por lo tanto, son fáciles y rápidas de fabricar. Estas piezas añadidas prácticamente no ocasionan sobrecoste alguno, pues no precisan para funcionar de ninguna fuente energética propia. Este tiene la ventaja añadida de originar un aumento de la cadencia de fabricación de barras metálicas en virtud de la puesta en práctica de una etapa de enfriamiento acortada. Estos tienen finalmente la ventaja de poder fabricar barras metálicas de mejor calidad, debido a una etapa de enfriamiento más homogénea.
Se aporta seguidamente, haciendo referencia a las figuras 1 a 5, una descripción detallada de un procedimiento de colada según la invención.
La figura 1 es una vista general y simplificada de un sistema de colada que permite aplicar un procedimiento de colada según el estado de la técnica,
la figura 2 es una vista en sección de una garganta y de una banda metálica...
Reivindicaciones:
1. Procedimiento de colada que permite la fabricación de una barra metálica (5) a partir de un metal fundido, poniendo en práctica dicho procedimiento una rueda rotativa (2) afectada de una garganta (3) perimetral y una banda (4) metálica de cierre de dicha garganta (3) , comprendiendo dicho procedimiento una etapa de alimentación de la garganta (3) con metal (6) fundido y una etapa de enfriamiento de dicho metal (6) emplazado dentro de dicha garganta (3) en giro, caracterizado porque la etapa de enfriamiento se realiza con unos medios (7) que impiden la formación de aire entre la banda metálica (4) de cierre y el metal (6) en fase de solidificación emplazado dentro de la garganta (3) .
2. Procedimiento de colada según la reivindicación 1, caracterizado porque los medios comprenden al menos un órgano sólido (7) apto para ejercer una presión sobre la banda metálica (4) , en orden a ceñir dicha banda (4) contra el metal (6) en fase de solidificación emplazado dentro de la garganta (3) .
3. Procedimiento de colada según la reivindicación 2, caracterizado porque cada órgano sólido está constituido por un rodillo (7) .
4. Procedimiento de colada según la reivindicación 3, caracterizado porque cada rodillo
(7) es una pieza cilíndrica abombada que posee dos caras (12) extremas circulares y un eje de revolución (16) que pasa por el centro de dichas caras (12) y porque la superficie lateral externa (11) alrededor de dicho eje (16) entra en contacto con la banda metálica (4) .
5. Procedimiento de colada según una cualquiera de las reivindicaciones 3 ó 4, caracterizado porque el número de rodillos (7) ubicados alrededor de la rueda rotativa (12) está comprendido entre uno y cinco.
6. Procedimiento de colada según una cualquiera de las reivindicaciones 4 ó 5, caracterizado porque cada rodillo (7) está dotado de giro libre alrededor de su eje de revolución (16) .
7. Procedimiento de colada según una cualquiera de las reivindicaciones 1 a 6, caracterizado porque la etapa de enfriamiento se realiza mediante una pulverización de agua sobre la banda metálica (4) de cierre y sobre las paredes (10) delimitadoras de la garganta.
8. Procedimiento de colada según una cualquiera de las reivindicaciones 1 a 7, caracterizado porque la sección transversal de la garganta (3) es trapecial.
9. Procedimiento de colada según la reivindicación 3, caracterizado porque pone en
práctica un sólo rodillo (7) móvil, apto para desplazarse a lo largo de la garganta (3) contra la banda metálica (4) de cierre.
10. Barra metálica (5) sólida caracterizada porque está fabricada a partir de un procedimiento de acuerdo con una cualquiera de las reivindicaciones 1 a 9.
11. Sistema de colada para la realización de un procedimiento según una cualquiera de las reivindicaciones 1 a 9, caracterizado porque comprende una rueda dotada de movimiento giratorio y afectada de una garganta perimetral, una banda metálica de cierre de dicha garganta, un dispositivo de enfriamiento y al menos un rodillo rotativo apto para ejercer una presión sobre dicha banda metálica.
Patentes similares o relacionadas:
Dispositivo y método para el tratamiento de metal líquido con alto cizallamiento, del 1 de Julio de 2020, de Cassinath, Zen: Un dispositivo de tratamiento de metal líquido con alto cizallamiento que comprende: un tambor que posee un eje longitudinal […]
Dispositivo de purga de gas, del 15 de Abril de 2020, de REFRACTORY INTELLECTUAL PROPERTY GMBH & CO. KG: Dispositivo de purga de gas para su instalación en una vasija metalúrgica, con las siguientes características en su posición de instalación: a) una pieza de base […]
Refinado de grano por ultrasonidos, del 15 de Enero de 2020, de Hans Tech, LLC: Un dispositivo de procesamiento de metal fundido que comprende: una estructura de contención de metal fundido para la recepción y transporte de metal fundido a lo largo […]
Dispositivo ultrasónico con sistema de suministro de gas integrado, del 25 de Diciembre de 2019, de Southwire Company, LLC: Dispositivo ultrasonico que comprende: un transductor ultrasonico ; una sonda alargada (304, 510, […]
Métodos y sistemas para recubrir y sellar el interior de sistemas de tuberías, del 7 de Agosto de 2019, de Pipe Restoration Technologies, LLC: Un método de reparación de fugas internas y control de corrosión en tuberías, que comprende al menos las siguientes tres etapas: (i) secar […]
Dispositivo y procedimiento para la dosificación de material fundido, del 22 de Mayo de 2019, de STRIKOWESTOFEN GMBH: Dispositivo para la dosificación o el transporte discontinuo de un material líquido o fundido con uno o varios elementos de canalón (5, 6a, 6b) para […]
Método para producir una placa de acero con bajo contenido de carbono, del 9 de Abril de 2019, de NIPPON STEEL & SUMITOMO METAL CORPORATION: Un método de producción de placa fundida de acero con bajo contenido de carbono, que comprende: añadir Ti a un acero fundido descarbonizado […]
Método y dispositivo de tratamiento de un metal o de una aleación metálica por fusión con una sustancia aditiva, del 21 de Marzo de 2019, de ELKEM ASA: Método de tratamiento de un metal o de una aleación metálica por fusión con una sustancia aditiva, que incluye: depositar la sustancia […]