Procedimiento para la fabricación de una rueda celular.
Procedimiento para la fabricación de una rueda celular (10) de metal,
con un casquillo exterior (12) cilíndrico situadosimétricamente a un eje de rotación (y) y un casquillo interior (14) cilíndrico situado concéntricamente al casquillo exterior(12), en el que el espacio anular entre el casquillo exterior (12) y el casquillo interior (14) está subdividido en unamultiplicidad de celdas (22, 22a, 22b,22', 22'') dispuestas con simetría rotativa por partes de pared de celda (19)delimitadas por bordes de celda (20) orientados en paralelo al eje de rotación (y), en el que los bordes de celda (20) sesitúan sobre líneas de corte de superficies envolventes cilíndricas (18a, 18b, 18b1, 18b2, 18c) dispuestasconcéntricamente al eje de rotación (y) con planos axiales (21) dispuestos con simetría rotativa, en el que el casquilloexterior (12) y el casquillo interior (14) delimitan una estructura celular (17) construida a partir de una red de tipo malla ensección transversal formada de partes de pared de celda (19) contiguas y en la que los bordes de celda (20) que delimitanpor parejas respectivamente una parte de pared de celda (19) se sitúan simultáneamente sobre superficies envolventescilíndricas (18a, 18b, 18c) adyacentes y sobre planos axiales (21) adyacentes, en el que cada borde de celda (20) sobreuna superficie envolvente cilíndrica (18a, 18b, 18c), con cada uno de los bordes de celda (20) situados sobre dos planosaxiales (21) adyacentes de una superficie envolvente cilíndrica (18a, 18b, 18c) adyacente, delimita respectivamente dospartes de pared de celda (19), caracterizado por las etapas a realizar sucesivamente
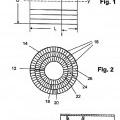
(a) preparación de un número predeterminado de lamas (16) con una longitud (1) conforme a la longitud (L) de larueda celular (10) y una anchura (b) adaptada correspondientemente al espesor (B) predeterminado del espacio anularentre el casquillo exterior (12) y el casquillo interior (14);
(b) soldadura de las lamas (16) por parejas en la dirección longitudinal en los puntos (16k, 16m, 16m1, 16m2)predeterminados para formar un paquete de lamas (26) bajo la formación de bordes de celda (20);
(c) estirado del paquete de lamas (26) en una dirección (z) perpendicularmente al plano de las lamas (16) y dobladodel paquete de lamas (26) estirado para formar la estructura celular (17) anular;
(d) conexión de las dos lamas (16) finales del paquete de lamas (26) estirado y doblado a lo largo de los bordes decelda (20) correspondientes;
(e) inserción del casquillo interior (14) en la estructura celular (17) anular y colocación por deslizamiento del casquilloexterior (12) sobre la estructura celular (17) anular;
(f) conexión del casquillo exterior (12) y el casquillo interior (14) con los bordes de lama (16k).
Tipo: Patente Internacional (Tratado de Cooperación de Patentes). Resumen de patente/invención. Número de Solicitud: PCT/CH2010/000108.
Solicitante: MEC Lasertec AG.
Nacionalidad solicitante: Suiza.
Dirección: Hauptstrasse 150 5733 Leimbach SUIZA.
Inventor/es: MERZ, KARL.
Fecha de Publicación: .
Clasificación Internacional de Patentes:
- B21D53/26 TECNICAS INDUSTRIALES DIVERSAS; TRANSPORTES. › B21 TRABAJO MECANICO DE LOS METALES SIN ARRANQUE SUSTANCIAL DE MATERIAL; CORTE DEL METAL POR PUNZONADO. › B21D TRABAJO MECANICO O TRATAMIENTO DE CHAPAS, TUBOS, BARRAS O PERFILES METALICOS SIN ARRANQUE SUSTANCIAL DE MATERIAL; CORTE DE METALES POR PUNZONADO (trabajo mecánico o tratamiento de alambre B21F). › B21D 53/00 Fabricación de otros objetos especiales (fabricación de cadenas o de partes de cadenas B21L). › de ruedas o de piezas similares.
- F04F13/00 MECANICA; ILUMINACION; CALEFACCION; ARMAMENTO; VOLADURA. › F04 MAQUINAS DE LIQUIDOS DE DESPLAZAMIENTO POSITIVO; BOMBAS PARA LIQUIDOS O PARA FLUIDOS COMPRESIBLES. › F04F BOMBEO DE FLUIDO POR CONTACTO DIRECTO CON OTRO FLUIDO O POR UTILIZACION DE LA INERCIA DEL FLUIDO A BOMBEAR (receptáculos o empaquetadores con medios especiales para distribuir el líquido o semilíquido que contienen por medio de la presión interna de un gas B65D 83/14 ); SIFONES. › Intercambiadores de presión.
PDF original: ES-2435006_T3.pdf
Fragmento de la descripción:
Procedimiento para la fabricación de una rueda celular
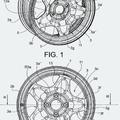
Ámbito técnico La presente invención se refiere a un procedimiento para la fabricación de una rueda celular de metal, con un casquillo exterior cilíndrico situado simétricamente a un eje de rotación y un casquillo interior cilíndrico situado concéntricamente al casquillo exterior, en el que el espacio anular entre el casquillo exterior y el casquillo interior está subdividido en una multiplicidad de celdas dispuestas con simetría rotativa por partes de pared de celda delimitadas por bordes de celda orientados en paralelo al eje de rotación, en el que los bordes de celda se sitúan sobre líneas de corte de superficies envolventes cilíndricas dispuestas concéntricamente al eje de rotación con planos axiales dispuestos con simetría rotativa, en el que el casquillo exterior y el casquillo interior delimitan una estructura celular construida a partir de una red de tipo malla en sección transversal formada de partes de pared de celda contiguas y en la que los bordes de celda que delimitan por parejas respectivamente una parte de pared de celda se sitúan simultáneamente sobre superficies envolventes cilíndricas adyacentes y sobre planos axiales adyacentes, en el que cada borde de celda sobre una superficie envolvente cilíndrica, con cada uno de los bordes de celda situados sobre dos planos axiales adyacentes de una superficie envolvente cilíndrica adyacente, delimita respectivamente dos partes de pared de celda.
Estado de la técnica
Desde hace años el procedimiento del downsizing (dimensionamiento descendente) figura entre los temas principales en la construcción de nuevos motores sobrealimentados. Con el downsizing se pueden reducir el consumo de carburante y por consiguiente las emisiones de gases de escape de un vehículo. En el momento actual estos objetivos se vuelven cada vez más importantes dado que el elevado consumo de energía a través de combustibles fósiles contribuye fuertemente a la contaminación del aire y medidas legislativas cada vez más duras obligan a actuar a los fabricantes de automóviles. Bajo downsizing se entiende la sustitución de un motor muy voluminoso por un motor reducido en la cilindrada. En este caso la potencia del motor se debe mantener constante por la sobrealimentación del motor. El objetivo es conseguir los mismos valores de potencia con motores menos voluminosos que con motores de aspiración de la misma potencia. Nuevos conocimientos en el ámbito del downsizing han mostrado que en particular en el caso de motores Otto muy pequeños con una cilindrada de 1 litro o menos se pueden obtener los mejores resultados con una sobrealimentación por ondas de presión.
En un compresor de ondas de presión el rotor está configurado como rueda celular y se circunda por una carcasa para aire y gases de escape con una envolvente común. El desarrollo de compresores de ondas de presión modernos para la sobrealimentación de pequeños motores conduce a ruedas celulares con un diámetro en el orden de magnitud de 100 mm o menor. Para la obtención de un volumen de celdas máximo y también para la reducción de peso se pretenden espesores de pared de celda de 0, 2 mm o menores. Con las elevadas temperaturas de entrada de los gases de escape de aproximadamente 1000 ºC, como materiales para la rueda celular sólo se consideran prácticamente aceros y aleaciones muy resistentes al calor. La fabricación de ruedas celulares dimensionalmente estables y de alta precisión con pequeño espesor de pared de celda todavía hoy es apenas posible o está unido a costes adicionales considerables.
Ya se ha propuesto conformar las cámaras de una rueda celular a partir de perfiles en forma de Z alineados entre sí y que se superponen parcialmente. No obstante, la fabricación de una rueda celular semejante está unida con una elevada necesidad de tiempo. Se añade que la alineación y fijación exacta en posición de los perfiles en Z apenas se puede realizar con una precisión suficiente para cumplir con las tolerancias requeridas.
También se ha propuesto ya fabricar una rueda celular de un cuerpo macizo por erosión de las celdas individuales. No obstante, con este procedimiento no es posible conseguir los espesores de pared de celda de 0, 2 mm. Otra desventaja esencial del procedimiento de erosión son los elevados costes de material y procesamiento unidos con ello.
Por el documento EP-A-1 375 859 se conoce una rueda celular del tipo mencionado al inicio. La rueda celular presenta un casquillo exterior, un casquillo interior situado concéntricamente al casquillo exterior y un casquillo intermedio dispuesto entre el casquillo exterior y el casquillo interior concéntricamente a éstos. Entre el casquillo exterior y el casquillo intermedio y entre el casquillo intermedio y el casquillo interior están dispuestas lamas orientadas radialmente respecto al eje de rotación. Las celdas individuales están delimitadas por dos lamas adyacentes y los casquillos adyacentes. En los ensayos de carga bajo condiciones prácticas se ha mostrado que en particular con espesores de pared de celda de 0, 5 mm o menos aparece una torsión de los casquillos y una oscilación de las lamas. Este comportamiento inestable provoca tras poco tiempo un fallo de la rueda celular.
El documento GB 840 408A da a conocer un procedimiento según el preámbulo de la reivindicación 1 y 7.
Exposición de la invención La invención tiene el objetivo de crear un procedimiento para la fabricación de una rueda celular del tipo mencionado al inicio, pudiéndose fabricar la rueda celular de forma sencilla y económica con la precisión requerida. Otro objetivo de la invención es la fabricación de una rueda celular estable dimensionalmente y ligera para el uso en un compresor de ondas de presión para la sobrealimentación de motores de combustión, en particular para la sobrealimentación de pequeños motores Otto con una cilindrada en el orden de magnitud de 1 litro o menor. Otro objetivo de la invención es la creación de un procedimiento para la fabricación económica de ruedas celulares estables dimensionalmente y de alta precisión con un espesor de pared de celda de 0, 4 mm o menor.
En el procedimiento según la invención para la fabricación de una rueda celular, la estructura celular se genera siguiendo el ejemplo de la fabricación industrial de estructuras de panal de abeja mediante el estirado de paquetes de lamas a partir de lamas unidas localmente en diferentes puntos.
El procedimiento se destaca por las siguientes etapas a realizar sucesivamente:
(a) preparación de un número predeterminado de lamas con una longitud conforme a la longitud de la rueda celular y una anchura adaptada correspondientemente al espesor predeterminado del espacio anular entre el casquillo exterior y el casquillo interior;
(b) soldadura de las lamas por parejas en la dirección longitudinal en los puntos predeterminados para formar un paquete de lamas bajo la formación de bordes de celda;
(c) estirado del paquete de lamas en una dirección perpendicularmente al plano de las lamas y doblado del paquete de lamas estirado para formar la estructura celular anular;
(d) conexión de las dos lamas finales del paquete de lamas estirado y doblado a lo largo de los bordes de celda correspondientes;
(e) inserción del casquillo interior en la estructura celular anular y colocación por deslizamiento del casquillo exterior sobre la estructura celular anular;
(f) conexión del casquillo exterior y el casquillo interior con los bordes de lama.
La conexión de las dos lamas finales del paquete de lamas estirado y doblado a lo largo de los borde de lama correspondientes y la conexión del casquillo exterior y el casquillo interior con los bordes de lama se realiza preferiblemente por soldadura de las partes mediante un rayo láser o de electrones.
Otro procedimiento preferido según la intención para la fabricación de una rueda celular se destaca por las siguientes etapas a realizar sucesivamente:
(a) preparación de un número predeterminado de lamas con una longitud conforme a la longitud de la rueda celular y una anchura adaptada correspondientemente al espesor predeterminado del espacio anular entre el casquillo exterior y el casquillo interior;
(b) formación de las lamas conforme a su forma final predeterminada por la estructura celular anular y eventualmente conexión de pares de lamas para formar celdas individuales;
(c) colocación de las lamas formadas o de las celdas en puntos predeterminados en número predeterminado en el lado exterior del casquillo interior y conexión de las lamas o las celdas entre sí para formar la estructura celular anular y con el casquillo... [Seguir leyendo]
Reivindicaciones:
1. Procedimiento para la fabricación de una rueda celular (10) de metal, con un casquillo exterior (12) cilíndrico situado simétricamente a un eje de rotación (y) y un casquillo interior (14) cilíndrico situado concéntricamente al casquillo exterior (12) , en el que el espacio anular entre el casquillo exterior (12) y el casquillo interior (14) está subdividido en una multiplicidad de celdas (22, 22a, 22b, 22’, 22’’) dispuestas con simetría rotativa por partes de pared de celda (19) delimitadas por bordes de celda (20) orientados en paralelo al eje de rotación (y) , en el que los bordes de celda (20) se sitúan sobre líneas de corte de superficies envolventes cilíndricas (18a, 18b, 18b1, 18b2, 18c) dispuestas concéntricamente al eje de rotación (y) con planos axiales (21) dispuestos con simetría rotativa, en el que el casquillo exterior (12) y el casquillo interior (14) delimitan una estructura celular (17) construida a partir de una red de tipo malla en sección transversal formada de partes de pared de celda (19) contiguas y en la que los bordes de celda (20) que delimitan por parejas respectivamente una parte de pared de celda (19) se sitúan simultáneamente sobre superficies envolventes cilíndricas (18a, 18b, 18c) adyacentes y sobre planos axiales (21) adyacentes, en el que cada borde de celda (20) sobre una superficie envolvente cilíndrica (18a, 18b, 18c) , con cada uno de los bordes de celda (20) situados sobre dos planos axiales (21) adyacentes de una superficie envolvente cilíndrica (18a, 18b, 18c) adyacente, delimita respectivamente dos partes de pared de celda (19) , caracterizado por las etapas a realizar sucesivamente
(a) preparación de un número predeterminado de lamas (16) con una longitud (1) conforme a la longitud (L) de la rueda celular (10) y una anchura (b) adaptada correspondientemente al espesor (B) predeterminado del espacio anular entre el casquillo exterior (12) y el casquillo interior (14) ;
(b) soldadura de las lamas (16) por parejas en la dirección longitudinal en los puntos (16k, 16m, 16m1, 16m2) predeterminados para formar un paquete de lamas (26) bajo la formación de bordes de celda (20) ;
(c) estirado del paquete de lamas (26) en una dirección (z) perpendicularmente al plano de las lamas (16) y doblado del paquete de lamas (26) estirado para formar la estructura celular (17) anular;
(d) conexión de las dos lamas (16) finales del paquete de lamas (26) estirado y doblado a lo largo de los bordes de celda (20) correspondientes;
(e) inserción del casquillo interior (14) en la estructura celular (17) anular y colocación por deslizamiento del casquillo exterior (12) sobre la estructura celular (17) anular;
(f) conexión del casquillo exterior (12) y el casquillo interior (14) con los bordes de lama (16k) .
2. Procedimiento según la reivindicación 1, caracterizado porque la conexión de las dos lamas (16) finales del paquete de lamas (26) estirado y doblado se realiza a lo largo de bordes de lama (20) correspondientes y la conexión del casquillo exterior (12) y el casquillo interior (14) con los bordes de lama (16k) se realiza por soldadura de las partes mediante un rayo láser o de electrones (30) .
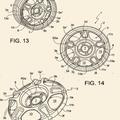
3. Procedimiento para la fabricación de una rueda celular (10) según la reivindicación 1 ó 2, caracterizado porque la estructura celular (17) presenta tres superficies envolventes cilíndricas (18a, 18b, 18c) .
4. Procedimiento para la fabricación de una rueda celular (10) según la reivindicación 1 ó 2, caracterizado porque la estructura celular (17) presenta cuatro superficies envolventes cilíndricas (18a, 18b1, 18b2, 18c) .
5. Procedimiento para la fabricación de una rueda celular (10) según la reivindicación 1 ó 2, caracterizado porque la estructura celular (17) presenta más de cuatro superficies envolventes cilíndricas (18a, 18b1, 18b2, 18c) .
6. Procedimiento para la fabricación de una rueda celular (10) según una de las reivindicaciones 1 a 5, caracterizado porque el espesor de pared de los materiales usados para la fabricación de la rueda celular es de 0, 4 mm o menor.
7. Procedimiento para la fabricación de una rueda celular (10) de metal, con un casquillo exterior (12) cilíndrico situado simétricamente a un eje de rotación (y) y un casquillo interior (14) cilíndrico situado concéntricamente al casquillo exterior (12) , en el que el espacio anular entre el casquillo exterior (12) y el casquillo interior (14) está subdividido en una multiplicidad de celdas (22, 22a, 22b, 22’, 22’’) dispuestas con simetría rotativa por partes de pared de celda (19) delimitadas por bordes de celda (20) orientados en paralelo al eje de rotación (y) , en el que los bordes de celda (20) se sitúan sobre líneas de corte de superficies envolventes cilíndricas (18a, 18b, 18b1, 18b2, 18c) dispuestas concéntricamente al eje de rotación (y) con planos axiales (21) dispuestos con simetría rotativa, en el que el casquillo exterior (12) y el casquillo interior (14) delimitan una estructura celular (17) construida a partir de una red de tipo malla en sección transversal formada de partes de pared de celda (19) contiguas y en la que los bordes de celda (20) que delimitan por parejas respectivamente una parte de pared de celda (19) se sitúan simultáneamente sobre superficies envolventes cilíndricas (18a, 18b, 18c) adyacentes y sobre planos axiales (21) adyacentes, en el que cada borde de celda (20) sobre una superficie envolvente cilíndrica (18a, 18b, 18c) , con cada uno de los bordes de celda (20) situados sobre dos planos axiales (21) adyacentes de una superficie envolvente cilíndrica (18a, 18b, 18c) adyacente, delimita respectivamente dos partes de pared de celda (19) , caracterizado por las etapas a realizar sucesivamente (a) preparación de un número predeterminado de lamas (16) con una longitud (1) conforme a la longitud (L) de la rueda celular (10) y una anchura (b) adaptada correspondientemente al espesor (B) predeterminado del espacio anular entre el casquillo exterior (12) y el casquillo interior (14) ;
(b) formación de las lamas (16) conforme a su forma final predeterminada por la estructura celular (17) anular y eventualmente conexión de pares de lamas para formar celdas (22, 22a, 22b) individuales;
(c) colocación de las lamas (16) formadas o de las celdas (22, 22a, 22b) en puntos predeterminados en número predeterminado en el lado exterior del casquillo interior (14) y conexión de las lamas (16) o las celdas (22, 22a, 22b) entre sí para formar la estructura celular (17) anular y con el casquillo interior (14) ;
(d) colación por deslizamiento del casquillo exterior (12) sobre la estructura celular (17) anular;
(e) conexión del casquillo exterior (12) y el casquillo interior (14) con los borde de lama (16k) .
8. Procedimiento según la reivindicación 7, caracterizado porque la conexión de los pares de lama para formar celdas (22, 22a, 22b) individuales y la conexión de las lamas (16) o las celdas (22, 22a, 22b) entre sí para formar la estructura celular (17) anular y con el casquillo interior (14) se realiza por soldadura de las partes mediante un rayo láser o de electrones (30) .
9. Procedimiento para la fabricación de una rueda celular (10) según la reivindicación 7 u 8, caracterizado porque la estructura celular (17) presenta tres superficies envolventes cilíndricas (18a, 18b, 18c) .
10. Procedimiento para la fabricación de una rueda celular (10) según la reivindicación 7 u 8, caracterizado porque la estructura celular (17) presenta cuatro superficies envolventes cilíndricas (18a, 18b1, 18b2, 18c) .
11. Procedimiento para la fabricación de una rueda celular (10) según la reivindicación 7 u 8, caracterizado porque la estructura celular (17) presenta más de cuatro superficies envolventes cilíndricas (18a, 18b1, 18b2, 18c) .
12. Procedimiento para la fabricación de una rueda celular (10) según una de las reivindicaciones 7 a 11, caracterizado porque el espesor de pared de los materiales usados para la fabricación de la rueda celular es de 0, 4 mm o menor.
13. Uso de una rueda celular (10) fabricada conforme a un procedimiento según una de las reivindicaciones 1 a 12 en un 25 compresor de ondas de presión para la sobrealimentación de los motores de combustión.
Patentes similares o relacionadas:
Rueda celular, en particular para un sobrealimentador por ondas de presión, del 16 de Agosto de 2017, de MEC Lasertec AG: Rueda celular de metal, con un casquillo exterior ubicado de manera coaxial a un eje de rotación (y), un casquillo interior ubicado de […]
Cuerpo de agitación para hacer circular agua residual alojada en un depósito y dispositivo, del 19 de Octubre de 2016, de INVENT UMWELT- UND VERFAHRENSTECHNIK AG: Cuerpo de agitación para hacer circular agua residual alojada en un depósito, presentando el cuerpo de agitación una forma cónica o hiperboloide y una pieza de […]
Cuerpo de agitación y dispositivo de agitación para producir una corriente en una pileta de tratamiento de aguas residuales, del 19 de Octubre de 2016, de INVENT UMWELT- UND VERFAHRENSTECHNIK AG: Cuerpo de agitación , especialmente para producir una corriente en una pileta de tratamiento de aguas residuales con forma de hiperboloide o de cono truncado […]
Procedimiento de fabricación de una rueda híbrida de dos partes de aleación ligera especialmente de aluminio, del 6 de Julio de 2016, de SAINT JEAN INDUSTRIES: Procedimiento de fabricación de una rueda híbrida de aleación ligera del tipo que comprende un disco y una llanta que pueden ser unidos por una soldadura por fricción, […]
Método para fabricar una polea para aplicaciones de vehículo a motor, del 15 de Junio de 2016, de Agla Power Transmission S.p.a: Un método para fabricar una polea para aplicaciones de vehículo a motor partiendo de un disco plano, que tiene un eje (A) central y define […]
 Un método para producir un disco de una rueda de vehículo, del 18 de Enero de 2016, de MW Italia S.r.l: Un método para producir un disco de una rueda de vehículo, caracterizado por comprender las siguientes etapas:
- proporcionar un disco parcialmente formado que define […]
Un método para producir un disco de una rueda de vehículo, del 18 de Enero de 2016, de MW Italia S.r.l: Un método para producir un disco de una rueda de vehículo, caracterizado por comprender las siguientes etapas:
- proporcionar un disco parcialmente formado que define […]
 Rueda para vehículos, del 22 de Diciembre de 2015, de MW Italia S.p.A: Una rueda para vehículos que comprende:
una llanta conformada de material metálico, que tiene una superficie anular externa (2a) […]
Rueda para vehículos, del 22 de Diciembre de 2015, de MW Italia S.p.A: Una rueda para vehículos que comprende:
una llanta conformada de material metálico, que tiene una superficie anular externa (2a) […]
 Procedimiento para la fabricación de una rueda celular, del 13 de Agosto de 2014, de MEC Lasertec AG: Procedimiento para la fabricación de una rueda celular de metal, con casquillos dispuestos concéntricamente con respecto a un eje de rotación […]
Procedimiento para la fabricación de una rueda celular, del 13 de Agosto de 2014, de MEC Lasertec AG: Procedimiento para la fabricación de una rueda celular de metal, con casquillos dispuestos concéntricamente con respecto a un eje de rotación […]