Procedimiento para ensamblar dos componentes de una pieza.
Procedimiento para ensamblar dos componentes (10, 12) que se han de atornillar entre sí,
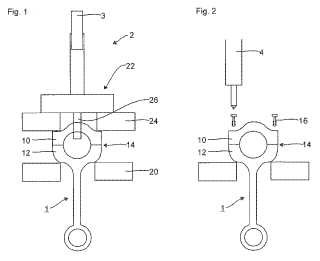
de una pieza (1) cuyoscomponentes son la tapa (10) y el vástago (12) de una biela separada por fractura (1) o la tapa y la parte inferior de unahorquilla de junta de cardan, comprendiendo las fases de:
- primer ensamblado de los componentes mediante un dispositivo de ensamblado (2) en forma de una prensa deensamblado (22);
- separación de los componentes; y
- nuevo ensamblado de los componentes mediante atornillamiento,
registrándose durante el ensamblado con el dispositivo de ensamblar una curva característica de la fuerza deensamblado/recorrido, se compara la curva característica con un haz de curvas características de referencia y sedetermina la presencia de un cuerpo extraño en la superficie de separación si se observa una variación entre la curvacaracterística de ensamblado/recorrido que se ha medido y el haz de curvas características de referencia.
Tipo: Patente Internacional (Tratado de Cooperación de Patentes). Resumen de patente/invención. Número de Solicitud: PCT/EP2009/053063.
Solicitante: ALFING KESSLER SONDERMASCHINEN GMBH.
Nacionalidad solicitante: Alemania.
Dirección: AUGUSTE-KESSLER-STRASSE 20 73433 AALEN ALEMANIA.
Inventor/es: WISNIEWSKI, HORST.
Fecha de Publicación: .
Clasificación Internacional de Patentes:
- B23P15/00 TECNICAS INDUSTRIALES DIVERSAS; TRANSPORTES. › B23 MAQUINAS-HERRAMIENTAS; TRABAJO DE METALES NO PREVISTO EN OTRO LUGAR. › B23P OTROS PROCEDIMIENTOS PARA EL TRABAJO DEL METAL NO PREVISTOS EN OTRO LUGAR; OPERACIONES MIXTAS; MAQUINAS HERRAMIENTAS UNIVERSALES (dispositivos para el copiado o el control B23Q). › Fabricación de objetos determinados por medio de operaciones no cubiertas en alguna sola de las otras subclases o por algún grupo de esta subclase.
- B23P19/06 B23P […] › B23P 19/00 Máquinas que efectúan simplemente el montaje o la separación de piezas metálicas u objetos entre ellos o de piezas metálicas con piezas no metálicas, implicando o no esto una cierta deformación; Herramientas o dispositivos a este efecto en la medida en que no estén previstos en otras clases (herramientas manuales en general B25). › Máquinas para colocar o retirar los tornillos o las tuercas.
- F16C9/04 MECANICA; ILUMINACION; CALEFACCION; ARMAMENTO; VOLADURA. › F16 ELEMENTOS O CONJUNTOS DE TECNOLOGIA; MEDIDAS GENERALES PARA ASEGURAR EL BUEN FUNCIONAMIENTO DE LAS MAQUINAS O INSTALACIONES; AISLAMIENTO TERMICO EN GENERAL. › F16C ARBOLES; ARBOLES FLEXIBLES; MEDIOS MECANICOS PARA TRANSMITIR MOVIMIENTO EN UNA FUNDA FLEXIBLE; ELEMENTOS DE LOS MECANISMOS DEL CIGÜEÑAL; PIVOTES; UNIONES PIVOTANTES; PIEZAS ROTATIVAS DE INGENIERIA DISTINTAS A LAS PIEZAS DE TRANSMISION MECANICA, ACOPLAMIENTOS, EMBRAGUES O FRENOS; COJINETES. › F16C 9/00 Cojinetes para cigüeñales o bielas; Fijación de las bielas (engrase de las bielas unidas a los cigüeñales F16C 3/14; unión a las crucetas F16C 5/00, a los pistones F16J 1/14). › Cojinetes para bielas; Sus fijaciones.
PDF original: ES-2399376_T3.pdf
Fragmento de la descripción:
Procedimiento para ensamblar dos componentes de una pieza Aspecto técnico La presente solicitud se refiere a un procedimiento para ensamblar dos componentes de una pieza que se deban atornillar entre sí, en particular de una pieza separada por fractura, en particular una biela separada por fractura o una horquilla de junta cardan separada por fractura, así como a un sistema de ensamblado para realizar el procedimiento.
Antecedentes de la invención Al ensamblar componentes de piezas que se han de atornillar entre sí en la superficie de ensamblado bajo una determinada presión superficial es a menudo necesario suplementar los procesos de asentamiento en la superficie de ensamblado, poniendo en contacto entre sí los dos componentes de la pieza que se trata de ensamblar.
En la zona de las piezas que han sido separadas por fractura, en particular en la zona de bielas separadas por fractura y de horquillas de junta cardan separadas por fractura, se activan estos procesos de asentamiento típicamente atornillando la pieza que ha sido separada por fractura, una vez con los tornillos previstos para ello, aflojando después nuevamente los tornillos, separando los dos componentes de la pieza para eliminar cuerpos extraños tales como por ejemplo partículas y otras impurezas que hayan sido desprendidas por el proceso de asentamiento. A continuación se vuelven a atornillar entre sí los dos componentes por segunda vez con los tornillos, de modo que la pieza que había sido separada por fractura se pueda llevar a su posición de montaje definitivo.
Después de separar los dos componentes de la pieza separada por fractura se limpia la superficie de ensamblado, en particular la superficie de separación, mediante sacudidas, cepillado, soplado, un tratamiento con un fluido u otros procesos mecánicos, liberándola de los cuerpos extraños desprendidos, en particular de las partículas, inclusiones u otras impurezas. Esto tiene entre otras cosas el efecto de que al separar de nuevo para montar la pieza separada por fractura en su posición de montaje definitiva, las partículas que se encuentren sobre la superficie de separación no puedan penetrar en el respectivo espacio de montaje, por ejemplo en el espacio interior del motor.
En las piezas separadas por fractura, los procesos de asentamiento en la superficie de ensamblado, en particular en la superficie de separación, tienen lugar en la superficie de separación/superficie de ensamblado, cada vez que se atornille de nuevo y por lo tanto cada vez que se compriman de nuevo entre sí las superficies de separación. Los procesos de asentamiento dependen también de la respectiva fuerza de ensamblado o presión superficial con la que se comprimen entre sí las superficies de separación.
Los tornillos que se emplean típicamente en las bielas separadas por fractura para volver a unir entre sí los dos componentes, es decir volver a unir la tapa con el vástago, solamente se pueden utilizar generalmente tres veces hasta alcanzar el límite de fluencia, y después de esto son inservibles. Por lo tanto, al atornillar por primera vez la tapa con el vástago para iniciar los procesos de asentamiento, la subsiguiente separación y el nuevo atornillamiento de la tapa con el vástago, ya se han realizado dos procesos de atornillamiento. Por lo tanto, el proceso de montaje propiamente dicho, por ejemplo el montaje de la biela que ha sido separada por fractura en el cigüeñal de un motor, representa el último proceso de atornillamiento posible para los tornillos empleados en la respectiva biela de separación por fractura. Para posteriores procesos de atornillamiento habría que sustituir los tornillos.
El documento DE 11 2006 002 937 T5 se conoce como el estado de la técnica más próximo. Este escrito se refiere a un procedimiento para ensamblar dos componentes de una pieza que se han de atornillar entre sí, cuyos componentes son la tapa y el vástago de una biela separada por fractura o la tapa y la parte inferior de una horquilla de una junta cardan, comprendiendo los pasos de: primer ensamblado de los componentes mediante un dispositivo de ensamblado en forma de una prensa de ensamblar; - separar los componentes y - nuevo ensamblado de los componentes atornillándolos. Ahora bien, este escrito no da a conocer la determinación de una curva característica de fuerza de ensamblado/recorrido durante el ensamblado con un dispositivo de ensamblar, cuya curva característica se compara con un haz de curvas características de referencia, indicándose la presencia de un cuerpo extraño en una superficie de separación si la curva característica de fuerza de ensamblado/recorrido que se ha medido difiere del haz de curvas características de referencia.
Además se conocen como estado de la técnica los documentos US 2005/172484 A1, JP 2007 260905 A así como el JP 2003 311553 A.
Descripción Partiendo del procedimiento conocido, el objetivo de la presente invención es describir un procedimiento más eficaz, así como un sistema de ensamblado para ensamblar dos componentes de una pieza que se tengan que atornillar entre sí, siendo estos componentes la tapa y el vástago de una biela separada por fractura o la tapa y la parte inferior de una horquilla de junta cardan, mediante cuyo procedimiento se pueda determinar si sobre la superficie de separación se encuentran cuerpos extraños.
Un procedimiento de esta clase para ensamblar dos componentes de una pieza que se tengan que atornillar entre sí se describe en la reivindicación 1. Unas variantes ventajosas del procedimiento se pueden encontrar en las reivindicaciones subordinadas.
De acuerdo con la presente invención se determina durante el ensamblado de los componentes una curva característica de fuerza de ensamblado/recorrido, que se compara con un haz de curvas características de referencia predeterminadas para averiguar si en la superficie de ensamblado/superficie de separación entre los dos componentes se encuentran cuerpos extraños, en particular partículas, inclusiones u otras impurezas. Si la curva característica de fuerza de ensamblado/recorrido que se midió durante el primer proceso de ensamblado en el dispositivo de ensamblado, difiere del haz de curvas características de referencia, se puede suponer que en la superficie de separación se encuentra un cuerpo extraño. El haz de curvas características de referencia reproduce la curva característica de fuerza de ensamblado/recorrido de una superficie de ensamblado/superficie de separación absolutamente limpia del mismo tipo de pieza.
Por lo tanto es preciso que al separar los componentes se consiga eliminar el cuerpo extraño mediante un tratamiento intermedio cuidadoso de vibración, cepillado, soplado, tratamiento fluido u otras medidas mecánicas. Para la comprobación se puede verificar otra vez el proceso de ensamblado con el dispositivo de ensamblar, de nuevo captando la curva característica de fuerza de ensamblado/recorrido.
Es conveniente que el recorrido, es decir el recorrido de ensamblado, se mida con relación a la superficie de separación para tener aquí un punto de referencia fijo.
De este modo se puede iniciar mediante el dispositivo de ensamblado, en particular mediante la prensa de ensamblado, primeramente un proceso de asentamiento en la superficie de ensamblado o en la superficie de separación de los dos componentes de la pieza, con lo cual se puede conseguir un asentamiento eficaz de las respectivas superficies de ensamblado. Mediante el empleo del dispositivo de ensamblado, en particular la prensa de ensamblado, se puede evitar en particular también que los tornillos que sirven para el atornillamiento definitivo de los dos componentes de la pieza, se tengan que emplear ya en el primer proceso de ensamblado, que sirve principalmente para iniciar los procesos de asentamiento en la superficie de ensamblado. En consecuencia se puede prolongar la vida útil de los tornillos ya que el primer proceso de ensamblado se realiza mediante el dispositivo de ensamblado y no mediante atornillamiento.
Es ventajoso que los dos componentes de la pieza se compriman entre sí en la superficie de ensamblado mediante el dispositivo de ensamblado, en forma de una prensa de ensamblar con una fuerza de ensamblado o presión superficial que sea superior a la fuerza de ensamblado o presión superficial que se podría conseguir mediante un simple atornillamiento. De este modo se pueden acelerar los procesos de asentamiento en la superficie de ensamblado o las superficies de separación de los dos componentes de la pieza.
Es conveniente que la fuerza de ensamblado se varíe durante el primer ensamblado, siguiendo en particular una curva característica de fuerza predeterminada que refuerce el asentamiento de las respectivas superficies de ensamblado... [Seguir leyendo]
Reivindicaciones:
1. Procedimiento para ensamblar dos componentes (10, 12) que se han de atornillar entre sí, de una pieza (1) cuyos componentes son la tapa (10) y el vástago (12) de una biela separada por fractura (1) o la tapa y la parte inferior de una horquilla de junta de cardan, comprendiendo las fases de:
- primer ensamblado de los componentes mediante un dispositivo de ensamblado (2) en forma de una prensa de ensamblado (22) ;
-separación de los componentes; y
- nuevo ensamblado de los componentes mediante atornillamiento,
registrándose durante el ensamblado con el dispositivo de ensamblar una curva característica de la fuerza de ensamblado/recorrido, se compara la curva característica con un haz de curvas características de referencia y se determina la presencia de un cuerpo extraño en la superficie de separación si se observa una variación entre la curva característica de ensamblado/recorrido que se ha medido y el haz de curvas características de referencia.
2. Procedimiento según la reivindicación 1, en el que el dispositivo de ensamblado aplica una fuerza de ensamblado o una presión superficial sobre la superficie de ensamblado (14) .
3. Procedimiento según la reivindicación 2, en el que el dispositivo de ensamblado aplica sobre los componentes en la superficie de ensamblado una fuerza de ensamblado o presión superficial que es superior a la fuerza de ensamblado o presión superficial que se puede alcanzar atornillándolo.
4. Procedimiento según una de las reivindicaciones anteriores, en el que después de separar los componentes se limpia la superficie de ensamblado, en particular la superficie de separación, eliminando cuerpos extraños, en particular partículas, inclusiones u otras impurezas, especialmente mediante sacudido, cepillado, tratamiento fluido, soplado, eliminación manual u otros pasos adecuados.
5. Procedimiento según una de las reivindicaciones anteriores, en el que se varía la fuerza de ensamblado o la presión superficial durante el ensamblado en un dispositivo ensamblado, especialmente para acelerar los procesos de asentamiento en la superficie de ensamblado.
6. Procedimiento según la reivindicación 1, donde al existir una impureza en la superficie de ensamblado se repite el proceso de ensamblado después de separar los componentes con el dispositivo de ensamblado.
7. Sistema de ensamblado para realizar el procedimiento según una de las reivindicaciones anteriores, comprendiendo un dispositivo de ensamblado (2) en forma de una prensa de ensamblado (22) para aplicar una fuerza de ensamblado o una presión superficial en la superficie de ensamblado entre los dos componentes de la pieza;
un dispositivo de separación para separar los dos componentes; y
un dispositivo de atornillamiento para atornillar entre sí los dos componentes.
8. Sistema de ensamblado según la reivindicación 7, en el que el dispositivo de ensamblado y el dispositivo de separación están integrados entre sí, especialmente en forma de un dispositivo que permita desplazar al menos uno de los dos componentes, y que al mismo tiempo pueda aplicar sobre la superficie de ensamblado la correspondiente fuerza de ensamblado o presión superficial.
Patentes similares o relacionadas:
Método de fijación de un elemento hueco a un componente que comprende un material compuesto, del 1 de Abril de 2020, de PROFIL VERBINDUNGSTECHNIK GMBH & CO. KG: Procedimiento para fijar un elemento hueco , tal como un remache hueco o un elemento de tuerca para su fijación a un componente que consiste en un material […]
Procedimiento para punzonar y fijar un elemento de fijación, del 1 de Abril de 2020, de PROFIL VERBINDUNGSTECHNIK GMBH & CO. KG: Procedimiento para punzonar y fijar un elemento de fijación en una pieza de trabajo plana, en particular en una pieza de chapa, presionándose durante el punzonado […]
Método para instalar un sujetador de autorremache, del 12 de Febrero de 2020, de R B & W Manufacturing LLC: Un método para instalar un sujetador de autorremache en un sustrato de acero, incluyendo: recibir el sustrato en una prensa de conformado, siendo […]
Apriete automático de pernos, del 11 de Diciembre de 2019, de GE Renewable Technologies Wind B.V: Un procedimiento para apretar un perno en una conexión empernada entre un anillo externo de un rodamiento de pitch y un buje o […]
Robot con medios de posicionamiento para mover una herramienta a lo largo de una conexión de brida, del 3 de Diciembre de 2019, de ADMEDE AB: Robot para apretar una serie de tuercas prerroscadas en pernos dispuestos en una conexión de brida curvada particular o lineal […]
Pinzas de mecanizado, del 20 de Noviembre de 2019, de SCHMIDT, HEIKO: Pinzas de mecanizado para el mecanizado y/o procesamiento de piezas de trabajo con elevadas fuerzas de mecanizado (F) que comprende un cuerpo de las pinzas con un primer […]
Elemento hueco para su fijación a un componente que comprende un material compuesto, del 20 de Noviembre de 2019, de PROFIL VERBINDUNGSTECHNIK GMBH & CO. KG: Un elemento hueco , tal como un remache hueco o un elemento de tuerca para su fijación a un componente que consiste en un material compuesto […]
Dispositivo tensor para el estiramiento de un perno roscado, del 13 de Noviembre de 2019, de HOHMANN, JORG: Dispositivo tensor para el estiramiento de un perno roscado por tracción en su sección extrema roscada (A) con un tubo de apoyo que rodea la sección extrema roscada (A), […]