Procedimiento y dispositivo para el análisis de vibraciones así como bases de datos de patrones para ello y uso de una base de datos de patrones.
Procedimiento para el análisis de vibraciones, en el que se detectan y evalúan las vibraciones producidas durante el uso de un componente,
en la inspección de un componente y/o durante el mecanizado de una pieza (5) de trabajo mediante arranque de virutas, soldadura, conformación, ensamblaje y/o separación, en el que se detecta un espectro de vibraciones en diferentes momentos o de manera (casi) continua y se somete a una evaluación multidimensional, caracterizado porque se forma una envolvente del espectro de vibraciones y se compara con una envolvente de comparación
Tipo: Patente Europea. Resumen de patente/invención. Número de Solicitud: E12008605.
Solicitante: Qass GmbH.
Nacionalidad solicitante: Alemania.
Dirección: Schöllinger Feld 28 58300 Wetter ALEMANIA.
Inventor/es: SEUTHE,ULRICH.
Fecha de Publicación: .
Clasificación Internacional de Patentes:
- G01H1/00 FISICA. › G01 METROLOGIA; ENSAYOS. › G01H MEDIDA DE VIBRACIONES MECANICAS O DE ONDAS ULTRASONORAS, SONORAS O INFRASONORAS. › Medida de vibraciones en sólidos utilizando la conducción directa al detector (G01H 9/00, G01H 11/00 tienen prioridad).
PDF original: ES-2496449_T3.pdf
Fragmento de la descripción:
Procedimiento y dispositivo para el análisis de vibraciones así como bases de datos de patrones para ello y uso de una base de datos de patrones
Campo de la invención
La invención se refiere a un procedimiento y a un dispositivo para el análisis del espectro de vibraciones producido durante el uso de un componente, en la inspección de un componente y/o durante el mecanizado de una pieza de trabajo mediante arranque de virutas, soldadura, conformación, ensamblaje y/o separación o similares. La invención se refiere además a una base de datos de patrones para ello y a su uso.
Antecedentes de la invención
En el estado de la técnica se conocen muchos procedimientos para la observación del mecanizado a máquina de
piezas de trabajo.
Así, por el documento DE 10 2005 034 768 A1 se conoce un procedimiento para supervisar el estado operativo de una máquina herramienta, para diagnosticar estados críticos ya antes de producirse una avería y así evitar los costes y gastos provocados por daños y fallos no planificados. En el caso del procedimiento conocido se supervisan componentes rotatorios de una máquina herramienta tales como, por ejemplo, rotores de husillos de herramientas o motores, bombas o ventiladores por medio de un sensor de vibración. Para ello se detectan vibraciones de baja frecuencia mediante el sensor de vibración, para detectar desequilibrios y/o vibraciones de la herramienta y así, por ejemplo, reconocer una herramienta mal equilibrada, sujeta de manera errónea o desgastada. A este respecto, la evaluación se produce gráficamente basándose en valores aislados de amplitudes de señal a frecuencias establecidas. Sin embargo, una evaluación de este tipo de vibraciones de baja frecuencia individuales, tal como se conoce también por los documentos DE 102 44 426 D4 y DE 103 40 697 A1, sólo es adecuada de manera limitada para la valoración de un proceso de mecanizado por arranque de virutas en cuanto a la calidad del mecanizado de la pieza de trabajo.
Para optimizar un proceso de mecanizado por arranque de virutas se conoce por el documento DE 698 04 982 T2 detectar vibraciones de baja frecuencia durante el mecanizado de la pieza de trabajo y en función de información sobre la herramienta indicar valores de referencia para el número de revoluciones de la herramienta, con los que pueden eliminarse o reducirse vibraciones no deseadas, que se conocen como traqueteo.
El documento DE 44 05 660 A1 hace referencia igualmente a la reducción o prevención de un traqueteo de este tipo, que se registra mediante un sensor de vibración, y para ello utiliza un mecanismo de regulación.
Por el documento D 94 03 901 se conoce una disposición de sensores de vibración para la obtención de señales a partir del proceso de mecanizado por arranque de virutas. En este caso, un sensor de sonido estructural está fijado a un brazo palpador, que está en contacto con la pieza de trabajo, de modo que se transmiten las señales acústicas o vibraciones de tipo traqueteo generadas por el proceso de mecanizado desde la pieza de trabajo al sensor. Es cierto que el documento D 94 03 901 habla en este contexto de señales acústicas de alta frecuencia. Sin embargo, el término "en alta frecuencia" se utiliza en relación con el documento DE 38 29 825 A1, que proporciona un intervalo de frecuencias de entre 20 kH y 2 MHz para una formación de valores medios. Incluso este intervalo de frecuencias prácticamente no puede transmitirse ni reconocerse mediante el acoplamiento de brazo palpador del documento D 94 03 901.
Por el documento DE 44 36 445 A1 se conoce un procedimiento para valorar procesos de mecanizado por arranque de virutas, en el que se detectan vibraciones/señales de sonido estructural de una herramienta por un lado bajo carga y por otro lado con el mismo número de revoluciones sin carga y para cada número de revoluciones se realiza una comparación unidimensional del número de vibraciones correspondiente del funcionamiento sin carga y bajo carga, para valorar la herramienta.
Por los documentos WO 88/07911 y WO 89/12528 se conoce en cada caso una herramienta de corte con un sensor acústico integrado, que suministra una señal de tensión unidimensional, que es proporcional a la frecuencia de vibración.
En el documento DE 38 29 825 C2, durante un mecanizado por arranque de virutas de una pieza de trabajo se detecta el nivel de señal de un sensor acústico en función de la frecuencia y se promedia por intervalos de tiempo. Una comparación de los valores medios con valores umbral o teóricos lleva a conclusiones sobre la calidad de la herramienta o el mecanizado.
Todos los procedimientos conocidos presentan la desventaja de que la herramienta y el proceso de mecanizado por arranque de virutas sólo pueden valorarse de manera insuficiente.
Además los procedimientos conocidos están limitados a un mecanizado por arranque de virutas.
En el estado de la técnica no se conocen procedimientos fiables basados en sonidos para la observación de otros procesos de mecanizado tales como por ejemplo soldadura (soldadura por láser, soldadura eléctrica, etc.), conformación, ensamblaje y/o separación o similares.
Así, actualmente, se utilizan sistemas ópticos para supervisar una operación con láser, que miden la luz reflejada por la zona de acción y a partir del espectro o la intensidad intentan derivar cómo la operación con láser real se recibe por el material. De este modo no siempre pueden alcanzarse resultados satisfactorios, porque deben unirse varios materiales entre sí y no puede comprobarse la operación de soldadura de penetración total, es decir, si la energía láser también provoca la fusión y penetración térmica necesarias de todos los componentes, mediante emisión láser reflejada en la superficie.
Además, en el estado de la técnica no se conocen procedimientos fiables basados en sonidos para la observación de componentes en funcionamiento, como por ejemplo una rueda de acero de un vagón de ferrocarril, durante el funcionamiento del tren, o de un componente de un motor durante el funcionamiento. La prevención de fallos de componentes es indispensable en particular en el caso de aplicaciones relevantes con respecto a la seguridad como por ejemplo en el transporte de personas por, por ejemplo, trenes, aviones y automóviles o en instalaciones con riesgo potencial como por ejemplo centrales eléctricas y sólo es posible con un elevado esfuerzo económico mediante Inspecciones regulares fuera del funcionamiento.
Resumen de la invención
Partiendo de esto, la invención se basa en el objetivo de crear un procedimiento y un dispositivo para el análisis de vibraciones, en particular el análisis acústico, así como una base de datos de patrones para ello y un uso de una base de datos de patrones para un análisis de vibraciones, con los que sean posibles una observación y/o evaluación precisas de un componente, pieza de trabajo, herramienta y/o proceso de mecanizado.
Este objetivo se alcanza según las características de la reivindicación 1, 13, 15 ó 16.
Según esto, se crea un procedimiento para el análisis de vibraciones, en el que se detectan y evalúan las vibraciones de un componente o pieza de trabajo o herramienta, en el que se detecta un espectro de vibraciones en diferentes momentos o de manera continua y se somete a una evaluación multldlmenslonal.
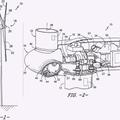
A este respecto, las vibraciones pueden producirse durante el uso de un componente como por ejemplo de una rueda de acero o de un eje de un ferrocarril en funcionamiento, en la inspección de un componente en estado montado o desmontado, dado el caso provocando la vibración desde fuera mediante golpes o acoplamiento acústico o con movimiento, etc., y/o durante el mecanizado de una pieza de trabajo mediante arranque de virutas, soldadura, conformación, ensamblaje y/o separación o similares. El uso de un análisis de vibraciones para cada una de estas aplicaciones y para otras aplicaciones técnicamente comparables tiene importancia en sí mismo en cada caso para la invención.
La detección según la invención del espectro de vibraciones en diferentes momentos y preferiblemente de manera continua o casi continua con una frecuencia de muestreo conveniente permite una evaluación de datos multidimensional, que constituye la base para una evaluación precisa de un componente, pieza de trabajo, herramienta y/o un mecanizado.
La evaluación de datos multidimensional, para una forma de realización preferida, puede ilustrarse con tres dimensiones a modo de ejemplo mediante un paisaje, que entonces puede extenderse en el espacio definido por ejemplo por un eje de frecuencia, uno de tiempo y uno de amplitud. El paisaje visualiza las emisiones... [Seguir leyendo]
Reivindicaciones:
Procedimiento para el análisis de vibraciones, en el que se detectan y evalúan las vibraciones producidas durante el uso de un componente, en la inspección de un componente y/o durante el mecanizado de una pieza (5) de trabajo mediante arranque de virutas, soldadura, conformación, ensamblaje y/o separación, en el que se detecta un espectro de vibraciones en diferentes momentos o de manera (casi) continua y se somete a una evaluación multidimensional, caracterizado porque se forma una envolvente del espectro de vibraciones y se compara con una envolvente de comparación.
Procedimiento según la reivindicación 1, en el que la evaluación se realiza de manera tridimensional.
Procedimiento según la reivindicación 1 ó 2, en el que la evaluación se realiza de manera automatizada basándose en un reconocimiento de patrones.
Procedimiento según la reivindicación 3, en el que el reconocimiento de patrones en el espectro de vibraciones detectado durante un intervalo de tiempo busca patrones, que están almacenados o definidos en una base de datos de patrones.
Procedimiento según una de las reivindicaciones 1 a 4, en el que el espectro de vibraciones se detecta y/o evalúa en alta frecuencia y/o banda ancha; y/o en el que el espectro de vibraciones se somete a un análisis de frecuencia-tiempo.
Procedimiento según una de las reivindicaciones 1 a 5, en el que se detecta el espectro de vibraciones en el caso de un mecanizado mediante arranque de virutas con una resolución de frecuencia correspondiente a la granulosidad microscópica del material de la pieza (5) de trabajo mecanizada y la velocidad de mecanizado por arranque de virutas.
Procedimiento según una de las reivindicaciones 1 a 6, en el que el espectro de vibraciones se representa gráficamente con las variables de frecuencia, tiempo, amplitud o una función de las mismas.
Procedimiento según una de las reivindicaciones 1 a 7, en el que se utiliza un sensor (2) acústico para registrar el espectro de vibraciones.
Procedimiento según la reivindicación 8, en el que se calibra el sensor (2) acústico emitiendo antes de la medición una señal acústica a través del sensor (2) acústico, detectando el eco y comparándolo con un eco teórico.
Procedimiento según una de las reivindicaciones 1 a 9, en el que la evaluación se produce esencialmente
en tiempo real.
Procedimiento según una de las reivindicaciones 1 a 10, en el que el espectro de vibraciones detectado se transforma a la región audible para una valoración acústica por un operario.
Procedimiento según una de las reivindicaciones 1 a 11, en el que para daños tales como fisuras por sobrecarga y/o fatiga se reconocen patrones típicos en el espectro de vibraciones.
Dispositivo (1) para la realización de un análisis de vibraciones, en particular según una de las reivindicaciones 1 a 14, en el que el dispositivo puede acoplarse con un sensor (2) para detectar un espectro de vibraciones, que se produce durante el uso de un componente, en la inspección de un componente y/o durante el mecanizado de una pieza (5) de trabajo mediante arranque de virutas, soldadura, conformación, ensamblaje y/o separación, y presenta un equipo (6) de evaluación para la evaluación multidimensional del espectro de vibraciones detectado en diferentes momentos o de manera (casi) continua, caracterizado porque el dispositivo está configurado para formar una envolvente del espectro de vibraciones y para comparar la envolvente con una envolvente de comparación.
Dispositivo según la reivindicación 13, en el que está previsto un sensor de alta frecuencia para detectar un espectro de sonido estructural; y/o
en el que está prevista una base de datos de patrones con patrones de vibración multidimensionales.
Base de datos de patrones para un dispositivo según una de las reivindicaciones 13 a 14, que comprende patrones de vibración multidimensionales, que son característicos de rasgos en regiones de un espectro de vibraciones, que se produce durante el uso de un componente, en la inspección de un componente y/o durante el mecanizado de una pieza (5) de trabajo mediante arranque de virutas, soldadura, conformación,
ensamblaje y/o separación.
16. Uso de una base de datos de patrones según la reivindicación 15 para la observación de un componente en funcionamiento, una inspección de un componente y/o la observación de un mecanizado a máquina de una pieza (5) de trabajo mediante arranque de virutas, soldadura, conformación, ensamblaje y/o separación.
Patentes similares o relacionadas:
EQUIPO PARA EL ANÁLISIS DEL ESPECTRO DE VIBRACIÓN EN MATERIALES, del 5 de Marzo de 2020, de UNIVERSIDAD EAN: La invención se refiere a un escáner por vibraciones que incluye una base estática y una base amortiguada dentro de la cual se pondrá el objeto a analizar. La base estática […]
Procedimiento para la regulación de un motor de accionamiento de un vehículo con una determinación de velocidad y dispositivos, del 4 de Septiembre de 2019, de ROBERT BOSCH GMBH: Procedimiento para la regulación de un motor de accionamiento de un vehículo , el cual al menos comprende un sensor de vibraciones y una rueda […]
 Sistema y procedimiento para proteger máquinas rotatorias, del 31 de Julio de 2019, de GENERAL ELECTRIC COMPANY: Un procedimiento para identificar una condición de desequilibrio dentro de una máquina rotatoria que comprende un rotor en un entorno de mucho ruido, comprendiendo el […]
Sistema y procedimiento para proteger máquinas rotatorias, del 31 de Julio de 2019, de GENERAL ELECTRIC COMPANY: Un procedimiento para identificar una condición de desequilibrio dentro de una máquina rotatoria que comprende un rotor en un entorno de mucho ruido, comprendiendo el […]
Estimación de interferencia y ruido en un sistema OFDM, del 11 de Abril de 2019, de QUALCOMM INCORPORATED: Un procedimiento para estimar el ruido en un sistema de multiplexación por división de frecuencia ortogonal, OFDM, , el procedimiento que comprende: […]
Procedimiento y dispositivo para el análisis de vibraciones así como base de datos de patrones para ello y utilización de una base de datos de patrones, del 7 de Marzo de 2019, de Qass GmbH: Procedimiento para el análisis de vibraciones, en el que se detectan y evalúan las vibraciones producidas durante el uso de un componente, en […]
Procedimiento y dispositivo para el monitoreo de estado de palas de rotor, del 27 de Febrero de 2019, de Wölfel Engineering GmbH + Co. KG: Procedimiento para el monitoreo de estado de palas de rotor de aerogeneradores, evaluándose señales de al menos un sensor, monitoreándose los cambios de al menos una frecuencia […]
Procedimiento de valoración de ruidos molestos, del 27 de Febrero de 2019, de BAYERISCHE MOTOREN WERKE AKTIENGESELLSCHAFT: Procedimiento de valoración de ruidos molestos en vehículos automóviles, en el que se dividen los ruidos producidos durante un tiempo de medida prefijado […]
Monitorización de una máquina con un componente de máquina rotatorio, del 19 de Noviembre de 2018, de SIEMENS AKTIENGESELLSCHAFT: Procedimiento para la monitorización de una máquina con un componente de máquina rotatorio, registrándose de manera automatizada - en tiempos de medición sucesivos […]