Prensa de embutir con dos portamachos acoplables.
Prensa (10) de embutir con un primer portamachos (17) montado de manera desplazable por un primer accionamiento (25) del portamachos en una dirección (A) de trabajo en un armazón (11) de la prensa,
con un segundo portamachos (18) montado de manera desplazable por un segundo accionamiento (30) en una dirección (A) de trabajo en un armazón (11) de la prensa, caracterizada porque los dos accionamientos (25, 20) poseen cada uno un motor (26, 31) eléctrico y pueden ser accionados independientemente entre sí, porque se prevé una unidad (33) de mando para la activación de los dos accionamientos (25, 20) de los portamachos y porque se prevé un medio (35) de acoplamiento, que puede ser conmutado entre un estado de desacoplamiento, que permite movimientos independiente de los accionamientos de los portamachos y un estado de acoplamiento, que impide el movimiento relativo de los dos portamachos (17, 18).
Tipo: Patente Internacional (Tratado de Cooperación de Patentes). Resumen de patente/invención. Número de Solicitud: PCT/EP2012/054716.
Solicitante: Schuler Pressen GmbH.
Nacionalidad solicitante: Alemania.
Dirección: Bahnhofstr. 41 73033 Göppingen ALEMANIA.
Inventor/es: MENZEL, THOMAS, SCHMEINK,MARTIN.
Fecha de Publicación: .
Clasificación Internacional de Patentes:
- B21D22/22 TECNICAS INDUSTRIALES DIVERSAS; TRANSPORTES. › B21 TRABAJO MECANICO DE LOS METALES SIN ARRANQUE SUSTANCIAL DE MATERIAL; CORTE DEL METAL POR PUNZONADO. › B21D TRABAJO MECANICO O TRATAMIENTO DE CHAPAS, TUBOS, BARRAS O PERFILES METALICOS SIN ARRANQUE SUSTANCIAL DE MATERIAL; CORTE DE METALES POR PUNZONADO (trabajo mecánico o tratamiento de alambre B21F). › B21D 22/00 Conformación sin cortado, por estampado, repujado o embutido (por medio de operaciones que no sean las que utilizan dispositivos o herramientas rígidas, masas flexibles o elásticas B21D 26/00). › dotados de dispositivos para mantener los bordes de las piezas (B21D 22/24 - B21D 22/30 tienen prioridad).
- B21D24/12 B21D […] › B21D 24/00 Combinaciones de prensas, o sistemas en relación con las prensas, para el embutido. › mecánicamente.
- B21J9/02 B21 […] › B21J FORJADO; MARTILLADO; PRENSADO DE METALES; REMACHADO; HORNOS DE FORJA (laminado de metales B21B; fabricación de productos particulares por forjado o prensado B21K; chapeado B23K; tratamiento o acabado de superficies por martillado B23P 9/04; aumento de la compacidad de superficies por chorro de materiales en partículas B24C 1/10; características generales de las prensas, prensas para compactar los residuos B30B; hornos en general F27). › B21J 9/00 Prensas para forjar. › Realizaciones o estructuras especiales.
- B21J9/18 B21J 9/00 […] › accionados por mecanismos de transmisión, p. ej. palancas, broches, cigüeñales, excéntricas, palancas articuladas, cremalleras.
- B30B1/14 B […] › B30 PRENSAS. › B30B PRENSAS EN GENERAL; PRENSAS NO PREVISTAS EN OTRO LUGAR (producción de las ultrapresiones o de ultrapresiones con temperaturas elevadas para obtener modificaciones en una sustancia, p. ej. para fabricar diamantes artificiales, B01J 3/00). › B30B 1/00 Prensas, que utilizan un elemento apisonador, caracterizadas por la forma de propulsión del pistón, siendo la presión transmitida a éste o a la platina de la prensa directamente o únicamente por medio de órganos que trabajan por simple impulso o tracción. › accionado por balancines, excéntricas o cigüeñales.
- B30B1/26 B30B 1/00 […] › por balancines, excéntricas o cigüeñales.
PDF original: ES-2534216_T3.pdf
Fragmento de la descripción:
Prensa de embutir con dos portamachos acoplables
El invento se refiere a una prensa de embutir, que sirve para la fabricación elementos conformados de chapa, como por ejemplo piezas de carrocería.
Para embutir piezas de chapa se conocen prensas de embutir de doble efecto. En estas prensas se asigna con movimiento relativo un anillo de sujeción de la chapa a un portamachos. El anillo de sujeción de la chapa asienta en la platina a conformar y ejerce una fuerza de sujeción o de aprisionamiento, mientras que el portamachos transforma con un útil la platina en cooperación con una matriz. Una prensa de esta clase es conocida por ejemplo a través del documento DE 24 19 389. En él se prevé una prensa de embutir hidráulica en la que en vástago desplazable en la dirección de trabajo se fijan tanto un portamachos y también un anillo 12 de sujeción de la chapa. Durante el movimiento descendente del portamachos incide por ello en primer lugar el anillo de sujeción de la chapa en la platina y sólo con un movimiento descendente prolongado tiene lugar el conformado de la platina por medio del portamachos.
El documento DE 24 19 389 A1 describe una prensa de embutir con un primer portamachos montado de manera desplazable en la dirección de trabajo por medio de un accionamiento del portamachos en un armazón de la prensa así como con un segundo portamachos montado de manera desplazable en la dirección de trabajo por medio de un segundo accionamiento del portamachos en un armazón de la prensa.
A través del documento DE 199 43 441 A1 se conoce, además, una máquina de conformado de doble efecto con un portamachos interior y un portamachos exterior. Un accionamiento de excéntrica posee un árbol excéntrico acoplado por medio de bielas con el portamachos exterior. Un accionamiento con palanca acodada con dos palancas acodadas acopla el portamachos interior con el árbol excéntrico a través de una palanca adicional.
Partiendo de las prensas conocidas se puede considerar, que uno de los cometidos del presente invento es configurar las posibilidades de utilización de la prensa de una manera más flexible y asegurar una calidad alta de las piezas conformadas producidas. Este problema se soluciona con una prensa de embutir según la reivindicación 1.
La prensa de embutir posee por ello un primer portamachos, que puede ser accionado en una dirección de trabajo por un primer accionamiento de portamachos. La prensa de embutir posee, además, un segundo portamachos, que puede ser accionado por un segundo accionamiento de portamachos. Los dos accionamientos de los portamachos poseen cada uno un motor eléctrico. Los dos accionamientos de portamachos pueden ser activados independientemente entre sí, de manera, que los movimientos del primer portamachos y del segundo portamachos con relación al útil inferior, respectivamente la platina pueden ser realizados y prefijados independientemente. Para el mando de los accionamientos de los portamachos sirve una unidad de mando. La prensa de embutir posee, además, un medio de acoplamiento, que puede ser conmutado entre un estado de acoplamiento y un estado de desacoplamiento. En el estado de acoplamiento se establece un acoplamiento cinemático entre los dos portamachos, que impide un movimiento relativo del primer portamachos con relación al segundo portamachos. En el caso del medio de acoplamiento se trata con preferencia de un medio mecánico de acoplamiento, que en un ejemplo de ejecución establece una unión mecánica directa entre los dos portamachos y que en el otro ejemplo de ejecución da lugar a un acoplamiento cinemático de los dos accionamientos de los portamachos. A través del medio de acoplamiento se puede conmutar una prensa de embutir entre una clase de simple efecto en el estado de acoplamiento y una clase de funcionamiento de doble efecto en el estado de desacoplamiento.
En el estado de desacoplamiento se puede utilizar el segundo portamachos, por ejemplo, como pisador. Su posición, su velocidad de desplazamiento y/o su fuerza de aprisionamiento con la que sujeta la platina pueden ser prefijadas libremente y con independencia de la posición y/o la velocidad con la que se mueve el primer portamachos, que puede servir por ejemplo como macho de embutir. La fuerza de sujeción de la chapa, que es ejercida en esta forma de funcionamiento por el segundo portamachos y su curva durante el proceso de embutición son decisivas para la calidad de la pieza conformada producida. Debido a la independencia de los dos movimientos de los portamachos se puede adaptar la fuerza de sujeción de la chapa ejercida por el segundo portamachos sobre la platina a los requerimientos del proceso de embutición, como por ejemplo el material o el grueso de la platina. Además, es posible ajustar esta fuerza de sujeción de la chapa con total independencia de la posición actual del macho de embutición formado por el primer portamachos. De esta manera se puede adaptar la fuerza de sujeción de la chapa por ejemplo a la velocidad del primer macho de embutición. Con independencia del mando del movimiento del primer macho de embutición existe, además, la posibilidad de prever a través de la unidad de mando una conmutación entre una activación del segundo accionamiento del portamachos controlada por la posición o regulada por la posición y una activación gobernada por la fuerza o regulada por fuerza del segundo accionamiento del portamachos.
Si con el medio de acoplamiento se establece el estado de acoplamiento, los dos portamachos se mueven conjuntamente en la dirección de trabajo. Con ello se tiene la posibilidad de presionar los dos portamachos contra la platina con una fuerza de conformado grande. Las fuerzas generadas en el sentido de trabajo por el primer accionamiento de portamachos y por el segundo accionamiento de portamachos se pueden sumar en el estado de
acoplamiento, dando lugar a una fuerza conjunta grande. En función del trabajo de conformado concreto también puede ser suficiente en el estado de acoplamiento, que únicamente sea movido uno de los accionamientos de portamachos. Los dos portamachos forman en el estado acoplado con preferencia una superficie de sujeción conjunta ampliada. La prensa de embutir trabaja en el estado de acoplamiento como prensa de simple efecto con un útil de embutición, que en esta modalidad de funcionamiento se monta en el armazón de la prensa.
Es ventajoso, que los dos accionamientos de los portamachos sean cinemáticamente Idénticos. Se pueden configurar por ejemplo como accionamientos de excéntrica o como accionamiento articulados. Con la configuración Idéntica de los dos accionamientos de los portamachos se consigue, que en el caso del acoplamiento por medio de la unidad de mando pueda tener lugar de una manera muy sencilla la misma activación de los dos accionamientos de los portamachos, cuando la fuerza de embutición necesaria para el proceso de embutición es mayor que la fuerza, que puede ser generada por un solo accionamiento del portamachos. En este caso se evita una activación compleja con datos diferentes para la accionamiento del portamachos.
El medio de acoplamiento puede establecer por ejemplo una unión cinemática entre los dos accionamientos de los portamachos. En este caso se puede configurar como un acoplamiento conmutable de los árboles o como engranaje Intermedio entre los dos accionamientos de los portamachos. El medio de acoplamiento es activado en especial por la unidad de mando para conmutar entre el estado de acoplamiento y el estado de desacoplamiento. De esta manera se puede variar de una manera especialmente rápida y sencilla el estado de funcionamiento de la prensa de embutir.
Los motores eléctricos de los accionamientos de los portamachos se pueden configurar como servomotores o como motores torque. Estos permiten un ajuste exacto de la posición y/o de la fuerza del portamachos en la dirección de trabajo. Los accionamientos de los portamachos son por decirlo así "secos" y no requieren líquido hidráulico. Los dos accionamientos de los portamachos se configuran en el ejemplo de ejecución preferido de la prensa de embutir como accionamientos superiores y se disponen por ello en el armazón de la prensa por encima de los dos portamachos. El útil Inferior situado frente de los portamachos en el sentido de trabajo puede ser construido totalmente carente de accionamiento.
Las configuraciones ventajosas de la prensa de embutir según el Invento resultan de las reivindicaciones subordinadas así como de la descripción. La descripción refiere de manera ventajosa a formas de ejecución de la prensa de embutir según el presente Invento. El dibujo debe ser utilizado de manera complementaria. En él
muestran:
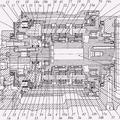
La figura 1, una vista lateral esquemática a modo de esquema de bloques... [Seguir leyendo]
Reivindicaciones:
1. Prensa (1) de embutir con un primer portamachos (17) montado de manera desplazable por un primer accionamiento (25) del portamachos en una dirección (A) de trabajo en un armazón (11) de la prensa, con un segundo portamachos (18) montado de manera desplazable por un segundo accionamiento (3) en una dirección (A) de trabajo en un armazón (11) de la prensa, caracterizada porque los dos accionamientos (25, 2) poseen cada uno un motor (26, 31) eléctrico y pueden ser accionados independientemente entre sí, porque se prevé una unidad (33) de mando para la activación de los dos accionamientos (25, 2) de los portamachos y porque se prevé un medio (35) de acoplamiento, que puede ser conmutado entre un estado de desacoplamiento, que permite movimientos independiente de los accionamientos de los portamachos y un estado de acoplamiento, que impide el movimiento relativo de los dos portamachos (17, 18).
2. Prensa de embutir según la reivindicación 1, caracterizada porque los dos accionamientos () son cinemáticamente idénticos.
3. Prensa de embutir según la reivindicación 1, caracterizada porque los dos accionamientos (25, 3) de los portamachos se configuran como accionamientos (28, 29) de excéntrica o como accionamientos (51) articulados.
4. Prensa de embutir según la reivindicación 1, caracterizada porque los dos portamachos (17, 18) se desplazan en el estado de acoplamiento conjuntamente en la dirección (A) de trabajo y cooperan con un dispositivo (41) de embutición.
5. Prensa de embutir según la reivindicación 1, caracterizada porque el medio (35) de acoplamiento estable ce en el estado de acoplamiento una unión mecánica directa entre el primer portamachos (17) y el segundo portamachos (18).
6. Prensa de embutir según la reivindicación 1, caracterizada porque el medio (35) de acoplamiento establece en el estado de acoplamiento una unión cinemática entre el primer accionamiento (25) del portamachos y el segundo accionamiento (3) del portamachos.
7. Prensa de embutir según la reivindicación 1, caracterizada porque en el estado de acoplamiento actúa sobre los dos portamachos (17, 18) una fuerza de accionamiento generada por un accionamiento (25, 2) de los portamachos.
8. Prensa de embutir según la reivindicación 1, caracterizada porque en el estado de acoplamiento sólo se accionan en fundón de la fuerza exigida de la prensa uno o los dos accionamientos (25, 3) de los portamachos.
9. Prensa de embutir según la reivindicación 1, caracterizada porque los dos portamachos (17, 18) forman en el estado de acoplamiento una superficie (5) de fijación conjunta.
1. Prensa de embutir según la reivindicación 1, caracterizada porque el segundo portamachos (18) rodea con forma de anillo el primer portamachos (17).
11. Prensa de embutir según la reivindicación 1, caracterizada porque los dos accionamientos (25, 3) de los portamachos se construyen como accionamientos superiores.
12. Prensa de embutir según la reivindicación 1, caracterizada porque el segundo portamachos (18) sirve en el estado de desacoplamiento como pisador.
13. Prensa de embutir según la reivindicación 1, caracterizada porque la unidad (33) de mando está diseñada para activar el segundo accionamiento (3) del portamachos para el mando por posición o el mando por fuerza del segundo portamachos (17)
14. Prensa de embutir según la reivindicación 13, caracterizada porque la unidad (33) de mando está diseñada para activar el segundo accionamiento (3) del portamachos en función de la velocidad y/o de la posición del primer portamachos (17).
Patentes similares o relacionadas:
 Unidad de engranaje y dispositivo para una prensa estampadora, del 31 de Julio de 2019, de BRUDERER AG: Unidad de engranaje para la unión de un motor de accionamiento a una prensa automática estampadora o a una prensa estampadora, con varias etapas […]
Unidad de engranaje y dispositivo para una prensa estampadora, del 31 de Julio de 2019, de BRUDERER AG: Unidad de engranaje para la unión de un motor de accionamiento a una prensa automática estampadora o a una prensa estampadora, con varias etapas […]
Método para conformar una pieza en caliente con una prensa mecánica, del 15 de Mayo de 2019, de FAGOR ARRASATE, S. COOP: Método para conformar una pieza en caliente con una prensa mecánica que comprende un troquel superior (3b) y un troquel inferior (2b) adaptados para conformar una pieza entre […]
Prensa de engaste con un árbol excéntrico que puede rotar alrededor de un eje, del 23 de Noviembre de 2018, de SCHAFER WERKZEUG- UND SONDERMASCHINENBAU GMBH: Prensa de engaste con un árbol excéntrico que puede rotar alrededor de un eje para desplazar una maza de prensa con una excéntrica, en la que el árbol […]
Prensa de embutición con sujeción de chapa estática, del 25 de Abril de 2018, de Schuler Pressen GmbH: Prensa de embutición con un bastidor de prensa , con un empujador , que está montado de forma desplazable en una dirección de […]
Conjunto modular para dispositivo de accionamiento, dispositivo de accionamiento y método para la fabricación de un dispositivo de accionamiento para una máquina de trabajo, en particular máquina de formación, del 23 de Noviembre de 2016, de Desch Antriebstechnik GmbH & Co. KG: Conjunto modular de accionamiento para la construcción de un dispositivo de accionamiento para una máquina de trabajo , especialmente máquina de formación, […]
Prensa de embutición con retención de chapas dinámicamente optimizada, del 20 de Julio de 2016, de Schuler Pressen GmbH: Una prensa de embutición con un bastidor de prensa, con un empujador previsto para el alojamiento de una herramienta de matriz […]
Máquina de envasado por embutición profunda con equipo de elevación y un procedimiento, del 8 de Junio de 2016, de MULTIVAC Sepp Haggenmüller SE & Co. KG: Máquina de envasado por embutición profunda con una estación de corte y un equipo de elevación para la estación de corte , […]
Procedimiento para regular una prensa de forja, del 1 de Junio de 2016, de Schuler Pressen GmbH: Procedimiento para hacer funcionar una máquina de conformado o una instalación de conformado con al menos un empujador dispuesto en un árbol a través […]