Película multicapa para envases desgarrables.
Película multicapa para envases desgarrables, en donde la película (2) presenta una capa de sellado (3) de unmaterial termosellable en el lado interior del envase y una capa de cubierta (4) formadora del lado exterior delenvase,
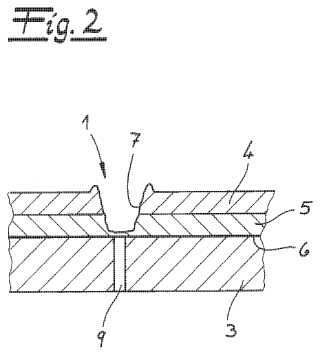
constituida por un polímero apto para ser cortado por medio de rayos láser, y está provista de al menos unaentalladura de láser lineal (7) que corta al menos parcialmente la capa de cubierta (4), caracterizada por que unalínea de perforaciones (10) formada por puentes (8) y cortes (9) esta dispuesta de manera coincidente a lo largo dela entalladura de láser (7), de tal manera que los cortes (9) de la línea de perforaciones (10) atraviesan al menosparcialmente la capa de sellado (3).
Tipo: Patente Europea. Resumen de patente/invención. Número de Solicitud: E11165914.
Solicitante: MONDI HALLE GMBH.
Nacionalidad solicitante: Alemania.
Dirección: WIELANDSTRASSE 2 33790 HALLE ALEMANIA.
Inventor/es: BRAUER, JOCHEN, MASEIKER,DARIUS.
Fecha de Publicación: .
Clasificación Internacional de Patentes:
- B29C59/00 TECNICAS INDUSTRIALES DIVERSAS; TRANSPORTES. › B29 TRABAJO DE LAS MATERIAS PLASTICAS; TRABAJO DE SUSTANCIAS EN ESTADO PLASTICO EN GENERAL. › B29C CONFORMACIÓN O UNIÓN DE MATERIAS PLÁSTICAS; CONFORMACIÓN DE MATERIALES EN ESTADO PLÁSTICO, NO PREVISTA EN OTRO LUGAR; POSTRATAMIENTO DE PRODUCTOS CONFORMADOS, p. ej. REPARACIÓN (fabricación de preformas B29B 11/00; fabricación de productos estratificados combinando capas previamente no unidas para convertirse en un producto cuyas capas permanecerán unidas B32B 37/00 - B32B 41/00). › Conformación de superficies, p. ej. grabado o estampado en relieve; Aparatos a este efecto.
- B65D75/58 B […] › B65 TRANSPORTE; EMBALAJE; ALMACENADO; MANIPULACION DE MATERIALES DELGADOS O FILIFORMES. › B65D RECIPIENTES PARA EL ALMACENAMIENTO O EL TRANSPORTE DE OBJETOS O MATERIALES, p. ej. SACOS, BARRILES, BOTELLAS, CAJAS, LATAS, CARTONES, ARCAS, BOTES, BIDONES, TARROS, TANQUES; ACCESORIOS O CIERRES PARA RECIPIENTES; ELEMENTOS DE EMBALAJE; PAQUETES. › B65D 75/00 Paquetes que tienen objetos o materiales parcial o totalmente encerrados en cintas, hojas, bandas, tubos o bandas de material flexible fino, p. ej. en envolturas plegables (B65D 71/00 tiene prioridad). › Dispositivos de apertura o que sirven para retirar el contenido añadidos o incorporados durante la confección del paquete.
PDF original: ES-2450515_T3.pdf
Fragmento de la descripción:
Película multicapa para envases desgarrables.
La invención concierne a una película multicapa para envases desgarrables. La película presenta una capa de sellado de un material termosellable en el lado interior del envase y una capa de cubierta formadora del lado exterior del envase, que consiste en un polímero apto para ser cortado por medio de rayos láser y está provista de al menos una entalladura de láser. "Entalladura de láser" significa en el marco de la invención una erosión lineal de material generada por rayos láser que es adecuada como línea de debilitamiento para desgarrar la película o un envase formado con ésta. La entalladura de láser puede presentar un recorrido recto o curvado en forma de arco.
Se conoce por el documento EP 1 849 579 A una película multicapa para envases desgarrables con las características anteriormente descritas. La entalladura de láser está dispuesta en una sección de la película que se ha tratado previamente mediante estampación en caliente. Una estampación lineal formada por estampación en caliente y la entalladura de láser generada por rayos láser coinciden una on otra y forman conjuntamente una línea de debilitamiento para desgarrar un envase constituido por la película.
El documento DE 100 41 020 A1 concierne a una película con una línea de debilitamiento formada por rayos láser. La línea de debilitamiento consiste en una entalladura formada por erosión del material, permaneciendo continuamente material del envase en la zona de la línea de debilitamiento. El documento no ofrece datos referentes a la película y al material de la misma.
El documento EP 1 094 013 B1 concierne a una película multicapa en la que se ha pretroquelado una capa de polímero de dicha película a lo largo de una línea de debilitamiento. La línea de debilitamiento es una línea de perforaciones formada por puentes y cortes. Para asegurar la función correcta de la línea de debilitamiento se tienen que observar exactamente una pluralidad de parámetros. Así, se requiere que la capa pretroquelada presente fuera de la línea de debilitamiento una resistencia al rasgado de más de 0, 3 daN, mientras que la capa no pretroquelada ha de tener una resistencia al rasgado inferior a 0, 07 daN. Fuera de la línea de debilitamiento es necesaria una resistencia al rasgado que sea al menos el doble de la resistencia al rasgado de la línea de debilitamiento.
Finalmente, se conoce por el documento DE 10 2007 021 045 A1 una envoltura protectora para, entre otros productos, embutidos, la cual presenta una línea de perforaciones para la operación de desgarro. Se destaca que la distancia de los agujeros de perforación y también su tamaño son de importancia decisiva para la función de la línea de debilitamiento y la distancia de los agujeros tiene que seleccionarse cuidadosamente. En caso de una distancia corta se puede producir, especialmente bajo una acción de presión desde fuera, un desgarro prematuro a lo largo de la línea de perforaciones. Si el distanciamiento de los agujeros de perforación es demasiado grande, no es posible o sólo es posible bajo una considerable fuerza de tracción un desgarro sencillo y limpio a lo largo de la dirección prefijada por la línea de perforaciones.
En películas compuestas muy tenaces que presentan, por ejemplo, una capa de cubierta de poliéster y una capa de sellado de polietileno, no se ha resuelto aún satisfactoriamente el desgarro de la película a lo largo de una líneas de debilitamiento. Una línea de debilitamiento configurada como una línea de perforaciones parece ser poco adecuada para una película multicapa tenaz. La película se dilata, se rasga entonces de manera incontrolada o bien no se puede rasgar en absoluto. Siempre que los puentes de la línea de perforaciones se elijan muy cortos, existe el riesgo de que la banda de película se rasgue ya al plegar y confeccionar los envases. Si las películas compuestas tenaces son provistas únicamente de una línea de debilitamiento configurada como entalladura de láser, las películas se pueden desgarrar solamente con la aplicación de un gran esfuerzo, de modo que el comportamiento de desgarro de líneas de debilitamiento creadas con láser no es tampoco satisfactorio.
Ante estos antecedentes, la invención se basa en el problema de indicar una película multicapa para envases desgarrables que se pueda desgarrar a lo largo de la línea de debilitamiento con facilidad y con una propagación controlada del rasgado. En este caso, deberá ser posible también el empleo de películas compuestas muy tenaces.
Objeto de la invención y solución de esta problema es una película multicapa para envases desgarrables según la reivindicación 1.
Partiendo de una película multicapa con las características descritas al principio, el problema se resuelve según la invención por el hecho de que una línea de perforaciones formada por puentes y cortes está dispuesta de manera coincidente a lo largo de la entalladura de láser, atravesando los cortes de la línea de perforaciones al menos parcialmente la capa de sellado. Los cortes de la línea de perforaciones pueden estar configurados como cortes longitudinales o bien pueden limitar aberturas de perforación. Se prefieren aberturas de perforación estrechas y cortes de separación sencillos. Según una realización preferida de la invención, los cortes de la línea de perforaciones se extienden hacia dentro desde la superficie exterior de la capa de sellado y terminan en o delante del fondo de la entalladura de láser.
Al practicar la entalladura de láser en la capa de cubierta de la película por medio de rayos láser se erosiona en su
mayor parte la capa de cubierta en la zona de la entalladura de láser. Al mismo tiempo, se presenta una ligera fragilización del material de película restante, especialmente también en la capa de sellado adyacente. La fragilización de la capa de sellado, preferiblemente poliolefínica, no es ciertamente suficiente por sí sola para desgarrar fácilmente la película. Sin embargo, la combinación según la invención de una entalladura de láser y una línea de perforaciones dispuesta en coincidencia con ésta conduce ventajosamente a una línea de debilitamiento que se puede desgarrar uniformemente con una fuerza de apertura definida y con una propagación definida del rasgado.
La capa de cubierta puede consistir en poliéster, especialmente politereftalato de etileno (PET) o politereftalato de butileno (PBT) . Además, la capa de cubierta puede estar fabricada de una poliamida orientada (OPA) , un polipropileno orientado (OPP) o un polipropileno biorientado (BOPP) . Los materiales antes citados presentan buenas propiedades de resistencia y se pueden imprimir con una buena calidad de impresión. No deberá quedar excluido tampoco el empleo de una capa de cubierta poliolefínica. No obstante, hay que tener en cuenta que, en general, las poliolefinas sólo absorben débilmente una radiación láser y con ello desaparece el efecto de corte deseado. Siempre que se utilice poliolefina como capa de cubierta, el recomendable el empleo de una poliolefina que contenga sustancias absorbentes de láser como aditivo o como añadido. Como sustancias absorbentes de láser son adecuadas materias que absorban la radiación en un dominio de longitudes de onda de 9, 3 a 11, 5 !m yla transformen en energía calorífica. Pertenecen a éstas especialmente los silicatos mixtos, por ejemplo caolinita, numerosas sustancias inorgánicas, como, por ejemplo, mica, silicatos de Mg, tierra de díatomeas, pigmentos inorgánicos y también algunas materias polímeras, como, por ejemplo, polietilenglicol de alto peso molecular, polisacáridos, policarbonato o politereftalato de etileno. La capa de sellado de la película consiste preferiblemente siempre en un polietileno.
Entre la capa de cubierta y la capa de sellado puede estar dispuesta una capa intermedia polímera que esté metalizada en su lado vuelto hacia la capa de sellado. Preferiblemente, la capa intermedia consiste en un poliéster metalizado. La entalladura de láser termina preferiblemente dentro del tiempo intermedio en o delante de la superficie metálica de la capa intermedia.
La capa de cubierta de la película pueden presentar también una disposición de al menos dos entalladuras de láser dispuestas una al lado de otra, extendiéndose la línea de perforaciones de manera coincidente a lo largo de una primera entalladura de láser de esta disposición y estando mecánicamente intacta la capa de sellado por debajo de una segunda entalladura de láser de esta disposición. Las entalladuras de láser están dispuestas una al lado de otro con una pequeña distancia de separación. La distancia asciende convenientemente a menos de 2 mm, prefiriéndose... [Seguir leyendo]
Reivindicaciones:
1. Película multicapa para envases desgarrables, en donde la película (2) presenta una capa de sellado (3) de un material termosellable en el lado interior del envase y una capa de cubierta (4) formadora del lado exterior del envase, constituida por un polímero apto para ser cortado por medio de rayos láser, y está provista de al menos una entalladura de láser lineal (7) que corta al menos parcialmente la capa de cubierta (4) , caracterizada por que una línea de perforaciones (10) formada por puentes (8) y cortes (9) esta dispuesta de manera coincidente a lo largo de la entalladura de láser (7) , de tal manera que los cortes (9) de la línea de perforaciones (10) atraviesan al menos parcialmente la capa de sellado (3) .
2. Película según la reivindicación 1, caracterizada por que los cortes (9) de la línea de perforaciones (10) se extienden hacia dentro desde la superficie exterior de la capa de sellado (3) y terminan en o delante del fondo de la entalladura de láser (7) .
3. Película según la reivindicación 1 ó 2, caracterizada por que la capa de cubierta (4) consiste en un poliéster (PET, PBT) , una poliamida orientada (OPA) , un polipropileno orientado (OPP) o un polipropileno biorientado (BOPP) .
4. Película según cualquiera de las reivindicaciones 1 a 3, caracterizada por que la capa de sellado (3) consiste en un polietileno (PE) .
5. Película según cualquiera de las reivindicaciones 1 a 4, caracterizada por que entre la capa de cubierta (4) y la capa de sellado (3) está dispuesta una capa intermedia polímera (5) que está metalizada en su lado vuelto hacia la capa de sellado (3) .
6. Película según la reivindicación 5, caracterizada por que la capa intermedia (5) consiste en un poliéster metalizado.
7. Película según la reivindicación 5 ó 6, caracterizada por que la entalladura de láser (7) termina dentro de la capa intermedia (5) en o cerca de la superficie metalizada (6) de dicha capa intermedia (5) .
8. Película según cualquiera de las reivindicaciones 1 a 7, caracterizada por que la capa de cubierta (4) presenta una disposición de al menos dos entalladuras de láser yuxtapuestas (7, 7') , extendiéndose la línea de perforaciones
(10) de manera coincidente a lo largo de una primera entalladura de láser (7) de esta disposición y estando mecánicamente intacta la capa de sellado (3) por debajo de una segunda entalladura de láser (7') de esta disposición.
9. Película según la reivindicación 8, caracterizada por que la distancia entre las entalladuras de láser yuxtapuestas (7, 7') de la disposición es de menos de 2 mm.
10. Procedimiento para fabricar una película según cualquiera de las reivindicaciones 1 a 9,
en el que se fabrica por coextrusión o por pegado de al menos dos películas una película multicapa (2) que presenta en un lado una capa de cubierta (4) de un polímero susceptible de ser cortado por medio de rayos láser y en el otro lado una capa de sellado (3) de un polímero termosellable,
en el que se practica por medio de rayos láser al menos una entalladura de láser lineal (7) en la capa de cubierta (4) y
en el que se practica seguidamente en la capa de sellado (3) una perforación que forma una línea de perforaciones (10) constituida por puentes (8) y cortes (9) y extendida en coincidencia a lo largo de la entalladura de láser (7) .
11. Procedimiento según la reivindicación 10, caracterizado por que la perforación se crea por corte o troquelado.
12. Procedimiento según la reivindicación 10 u 11, caracterizado por que se practica la perforación en la superficie exterior de la capa de sellado (3) .
13. Procedimiento según cualquiera de las reivindicaciones 10 a 12, caracterizado por que se fabrica una película multicapa (2) que presenta entre la capa de cubierta (4) y la capa de sellado (3) una capa intermedia polímera (5) con una superficie metalizada (6) vuelta hacia la capa de sellado (3) , y por que se produce en la capa de cubierta (4) por medio de rayos láser una entalladura de láser (7) que se extiende hasta la capa intermedia (5) y que termina en
o delante de la superficie metalizada (6) de dicha capa intermedia (5) .
14. Procedimiento según la reivindicación 13, caracterizado por que se produce la perforación por medio de cortes
(9) que se introducen en la superficie exterior de la capa de sellado (3) y se extienden hasta la superficie metalizada
(6) de la capa intermedia (5) .
Patentes similares o relacionadas:
Adaptadores para envases de productos consumibles y procedimiento para la utilización de los mismos, del 29 de Julio de 2020, de SOCIETE DES PRODUITS NESTLE S.A.: Un conjunto de adaptador que comprende: un adaptador que comprende una salida , en el que el adaptador está construido y dispuesto […]
Sistema para preparar productos alimenticios o bebidas a partir de un envase, del 22 de Julio de 2020, de SOCIETE DES PRODUITS NESTLE S.A.: Envase para la preparación de productos alimenticios o bebidas, el cual comprende: por lo menos un recipiente (10') que tiene un volumen […]
Envase para productos fluidos o semisólidos y método de producción relacionado, del 15 de Julio de 2020, de GOGLIO S.P.A: Envase desechable "sac a poche" para dispensar productos fluidos o semisólidos en forma cremosa o pastosa, estando provisto dicho envase de una tapa […]
Bolsa de exposición de porción individual, del 1 de Julio de 2020, de KELLOGG COMPANY: Bolsa de exposición que comprende: un alojamiento formado por un material flexible y que tiene un primer extremo , un segundo extremo y un volumen interior […]
Paquete de billetes de lotería y método asociado para desenvolver el paquete y conectar billetes de lotería de paquetes adyacentes, del 17 de Junio de 2020, de SCIENTIFIC GAMES HOLDINGS LIMITED: Un método para manipular paquetes de billetes de lotería interconectados, en donde cada paquete de billete de lotería […]
Recipiente flexible para el producto concentrado, del 10 de Junio de 2020, de JOHNSON & JOHNSON CONSUMER INC: Un recipiente flexible que contiene un concentrado , comprendiendo dicho recipiente: un cuerpo flexible que contiene dicho concentrado, un pico (30, […]
Recipiente flexible con boquilla vertedora extensible, del 27 de Mayo de 2020, de Dow Global Technologies LLC: Un recipiente flexible , que comprende: una primera película multicapa y una segunda película multicapa , comprendiendo cada película multicapa una capa […]
Caja de embalaje para naipes barajados, del 13 de Mayo de 2020, de ANGEL PLAYING CARDS CO., LTD. (100.0%): Un procedimiento para insertar un naipe de corte en un paquete de naipes (i) barajados aleatoriamente, en el que el paquete comprende un número […]