Procedimiento de montaje y registro de un clisé en un cilindro del clisé de una impresora offset multicolor.
Un procedimiento de montaje y ajuste de clisés (P) en los cilindros de clisé (15,
25) de una impresora offset multicolor, comprendiendo el procedimiento las siguientes etapas:
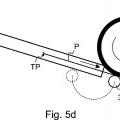
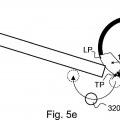
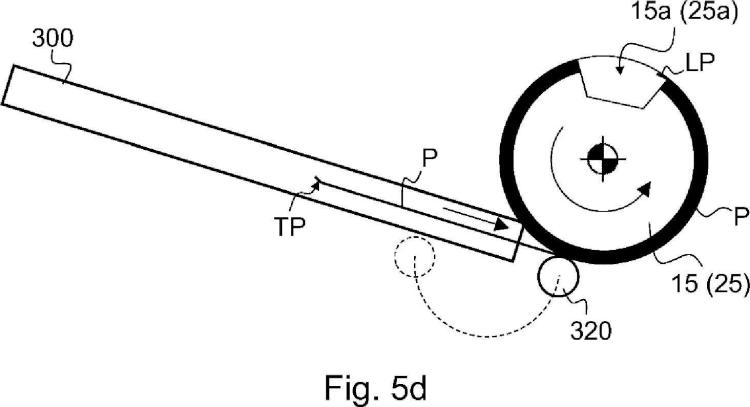
a) sujetar un extremo inicial (LP) de un clisé (P) en una barra de sujeción frontal (FC) del cilindro del clisé (15, 25);
b) envolver el clisé (P) alrededor de la circunferencia del cilindro del clisé (15, 25);
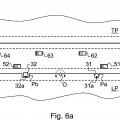
c) sujetar un extremo final (TP) del clisé (P) en una barra de sujeción posterior (RC) del cilindro del clisé (15, 25), cuya barra de sujeción posterior (RC) es móvil con la aplicación de una fuerza tensora y ocupa, tras la sujeción del extremo final (TP) del clisé (P), una posición de liberación de tensión (figura 6a; figura 7a);
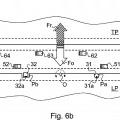
d) tensar el clisé (P) aplicando una fuerza tensora nominal (Fo) a la barra de sujeción posterior (RC), haciendo de este modo que la barra de sujeción posterior (RC) se mueva desde la posición de liberación de tensión (figura 6a; figura 7a) a una posición de tensión nominal (figura 6b; figura 7b);
e) establecer y almacenar la posición de tensión nominal como una posición de referencia (figura 6c; figura 7c) de la barra de sujeción posterior (RC);
estando el procedimiento caracterizado por que comprende las siguientes etapas:
f) una vez que todos los clisés se han sujetado y tensado en sus cilindros del clisé correspondientes medir un registro de impresión del clisé tensado (P*);
g) comparar el registro de impresión medido del clisé tensado (P*) con un registro de impresión objetivo y determinar una posición tensora corregida de la barra de sujeción posterior (RC) correspondiente al registro de impresión objetivo;
h) liberar la tensión del clisé (P, figura 6d; figura 7d);
i) establecer la posición tensora corregida que se ha determinado previamente como nueva posición de referencia de la barra de sujeción posterior (RC) antes (figura 6d) o después (figura 7e) de tensar de nuevo el clisé (P); y
j) si es necesario, repetir las etapas f) a i) hasta que el registro de impresión medido coincida con el registro de impresión objetivo.
Tipo: Patente Internacional (Tratado de Cooperación de Patentes). Resumen de patente/invención. Número de Solicitud: PCT/IB2012/053357.
Solicitante: KOENIG & BAUER AG.
Nacionalidad solicitante: Alemania.
Dirección: Friedrich-Koenig-Str. 4 97080 Würzburg ALEMANIA.
Inventor/es: HANS, MICHAEL, SCHWITZKY,Volkmar,Rolf, KRESS,PATRICK.
Fecha de Publicación: .
Clasificación Internacional de Patentes:
- B41F27/00 TECNICAS INDUSTRIALES DIVERSAS; TRANSPORTES. › B41 IMPRENTA; MAQUINAS COMPONEDORAS DE LINEAS; MAQUINAS DE ESCRIBIR; SELLOS. › B41F MAQUINAS O PRENSAS DE IMPRIMIR (dispositivos para copiar en varios ejemplares o aparatos para impresión de oficina B41L). › Dispositivos de fijación de los clichés o de los elementos de impresión a sus soportes (fijación por medios químicos B41N 6/00).
- B41F27/12 B41F […] › B41F 27/00 Dispositivos de fijación de los clichés o de los elementos de impresión a sus soportes (fijación por medios químicos B41N 6/00). › para fijar los clichés flexibles.
PDF original: ES-2550672_T3.pdf
Fragmento de la descripción:
Procedimiento de montaje y registro de un clisé en un cilindro del clisé de una impresora offset multicolor.
CAMPO TÉCNICO
La presente invención se refiere generalmente al montaje y ajuste de clisés en los cilindros del clisé correspondientes de impresoras offset multicolor. La invención se refiere más especialmente a dicho montaje y ajuste de clisés en impresoras offset multicolor del tipo que comprenden múltiples cilindros del clisé que transfieren tintas a un cilindro de mantilla común. La invención puede aplicarse en particular a impresoras offset denominadas de tipo Simultan para la impresión simultánea por ambas caras de una hoja o material de papel continuo como se usa en el contexto de la producción de documentos de seguridad, tales como billetes.
ANTECEDENTES DE LA INVENCIÓN
El proceso "Simultan" es un proceso de impresión offset distintivamente diferente y seguro creado por el Solicitante hace más de cinco décadas, cuyo proceso se aplica ampliamente en la industria de impresión de seguridad. Este proceso está siendo cada vez más cuestionado por la calidad creciente de procedimientos de falsificación disponibles de maquetación e impresión comercial.
El proceso Simultan es radicalmente diferente de la impresión offset comercial. Las impresoras offset comerciales crean imágenes multicolor usando varias unidades de impresión separadas a través de las que transcurre sucesivamente el papel. El papel viaja de una unidad a la siguiente para acumular todos los colores separados uno después del otro sobre el sustrato. Sin embargo, el sustrato es un material vivo y flexible que se deforma con la presión, la humedad y la temperatura. Incluso con el mejor material, estas variaciones varían al azar. En consecuencia, el color para el registro del color al final del proceso de impresión es ligeramente diferente para las diferentes áreas de la impresión. Las imágenes a color impresas en impresoras offset comerciales se generan normalmente mediante combinaciones de matrices de puntos microscópicos, que toleran suficientemente estas variaciones. Por el contrario, las impresiones de seguridad producidas en impresoras offset de seguridad, especialmente por medio del proceso Simultan que se ha mencionado anteriormente, requieren un registro de clisé a clisé perfecto en toda la hoja. Aquí, entra en juego el diseño específico de la impresora offset Simultan (que se vende por el Solicitante con el nombre comercial Super Simultan®) . De hecho, en lugar de basarse en el uso de unidades de impresión separadas como en las prensas de impresora comerciales que se han descrito anteriormente, la impresora offset Simultan (un ejemplo de la cual se ilustra en las figuras 1A, 1B y 2 de la misma) se basa en un principio diferente, concretamente la acumulación de las diferentes imágenes a color de los clisés en un cilindro de mantilla común. En la prensa Simultan, dicho principio se aplica realmente de forma simultánea sobre ambos lados del material de impresión, es decir, dos cilindros de mantilla (uno por cada lado) reúnen los patrones de color de los cilindros del clisé correspondientes que llevan los clisés en el lado frontal y el lado posterior, respectivamente. Con este principio, la precisión del registro entre los colores ya no depende las fluctuaciones de los sustratos sino únicamente de la mecánica de alta precisión de la prensa (engranajes, bastidores, rodamientos, cilindros, etc.) y la reproducción y el montaje de los clisés.
No es suficiente tener una prensa precisa, sino que todos los elementos en el proceso deben ser igualmente precisos. Aunque el proceso Simultan muestra un rendimiento de impresión técnicamente inigualable, aún existe la 45 necesidad de mejorar este proceso y conseguir incluso una mayor precisión de impresión y registro del color. Para mantener su vanguardia en impresión de seguridad y mantener una distancia segura de las amenazas existentes y en constante evolución, todo el proceso, desde el origen a través de la preparación de clisés en la prensa, se ha revisado y actualizado con el fin de proporcionar una precisión sin precedentes de una manera fácil de dominar y abrir la puerta a una nueva clase de características de seguridad para la industria de impresión de seguridad.
RESUMEN DE LA INVENCIÓN
Por lo tanto, un objetivo general de la invención es mejorar los procedimientos conocidos con miras a lograr y asegurar un alto registro de impresión en impresoras offset multicolor, especialmente en impresoras offset del tipo 55 que comprenden múltiples cilindros del clisé que transfieren tintas a un cilindro de mantilla común, tal como, y en particular, impresoras offset del tipo Simultan para la impresión simultánea por las dos caras de una hoja o material de papel continuo.
Más particularmente, un objetivo de la invención es proporcionar los procedimientos conocidos de montaje y ajuste
de los clisés en los cilindros del clisé de impresoras offset multicolor.
Aún otro objetivo de la invención es proporcionar dichos procedimientos en vista a dominar todo el proceso, desde el origen a través de la preparación de los clisés en la prensa, y asegurar que las influencias sobre el registro del clisé, 5 y por consiguiente sobre el registro de impresión se eliminan casi totalmente.
Estos objetivos se consiguen gracias a la solución definida en las reivindicaciones.
Más precisamente, se proporciona un procedimiento de acuerdo con la reivindicación 1.
De acuerdo con una primera realización de la invención, la etapa i) incluye establecer la posición tensora corregida que se ha determinado previamente como nueva posición de referencia de la barra de sujeción posterior antes de tensar de nuevo el clisé aplicando una fuerza tensora a la barra de sujeción posterior haciendo de este modo que la barra de sujeción posterior se mueva hasta la nueva posición de referencia.
De acuerdo con una segunda realización de la invención, la etapa i) incluye tensar de nuevo el clisé aplicando una fuerza tensora a la barra de sujeción posterior haciendo de este modo que la barra de sujeción posterior se mueva hasta una posición correctora antes de establecer la posición tensora corregida que se ha determinado previamente como nueva posición de referencia de la barra de sujeción posterior.
Gracias a este procedimiento, el montaje correcto y preciso de los clisés en los cilindros del clisé de la prensa de impresora puede asegurarse con una facilidad de manejo inigualada.
Además, las distorsiones de los clisés no deseadas e irreversibles que a menudo se producirían como resultado de 25 los procedimientos de montaje de clisés anteriores son ahora cosa del pasado.
De acuerdo con otro aspecto de la invención, se impiden variaciones en el manejo de los clisés gracias a un procedimiento de sujeción de clisés semi-automático que limita el número de operaciones manuales del operario y asegura una repetibilidad incomparable.
Las realizaciones adicionalmente ventajosas de la invención forman la materia objeto de las reivindicaciones dependientes y se analizan a continuación.
BREVE DESCRIPCIÓN DE LOS DIBUJOS
Otras características y ventajas de la presente invención aparecerán más claramente a partir de la lectura de la siguiente descripción detallada de las realizaciones de la invención que se presentan únicamente a modo de ejemplos no limitantes y se ilustran por los dibujos adjuntos, en los que:
La figura 1A es una vista esquemática de una impresora offset multicolor de tipo Simultan conocida para la impresión simultánea por las dos caras de hojas como se usa para la producción de documentos de seguridad, tales como billetes;
la figura 1B es una vista ampliada del grupo de impresión de la prensa de impresora de la figura 1A
la figura 2 es una vista esquemática de la prensa de impresora de las figuras 1A y 1B moviéndose los carros de entintado móviles de la prensa hasta posiciones retraídas que permiten el acceso a los diversos cilindros del clisé de la prensa de impresora;
la figura 3 es una vista esquemática de un cilindro del clisé de la prensa de impresora de las figuras 1A, 1B y 2 que muestra un sistema de sujeción de clisés correspondiente situado en un pozo del cilindro del cilindro del clisé, cuyo sistema de sujeción de clisés se usa en el contexto de una primera realización de la invención;
la figura 4 es una vista en sección esquemática del sistema de sujeción de la figura 3 tomada a lo largo de la sección 55 I-I indicada en la figura 3;
las figuras 5a a 5e son vistas laterales esquemáticas de un cilindro del clisé de la prensa de impresora y de un portacasete... [Seguir leyendo]
Reivindicaciones:
1. Un procedimiento de montaje y ajuste de clisés (P) en los cilindros de clisé (15, 25) de una impresora offset multicolor, comprendiendo el procedimiento las siguientes etapas:
a) sujetar un extremo inicial (LP) de un clisé (P) en una barra de sujeción frontal (FC) del cilindro del clisé (15, 25) ;
b) envolver el clisé (P) alrededor de la circunferencia del cilindro del clisé (15, 25) ;
c) sujetar un extremo final (TP) del clisé (P) en una barra de sujeción posterior (RC) del cilindro del clisé (15, 25) , cuya barra de sujeción posterior (RC) es móvil con la aplicación de una fuerza tensora y ocupa, tras la sujeción del extremo final (TP) del clisé (P) , una posición de liberación de tensión (figura 6a; figura 7a) ;
d) tensar el clisé (P) aplicando una fuerza tensora nominal (Fo) a la barra de sujeción posterior (RC) , haciendo de 15 este modo que la barra de sujeción posterior (RC) se mueva desde la posición de liberación de tensión (figura 6a; figura 7a) a una posición de tensión nominal (figura 6b; figura 7b) ;
e) establecer y almacenar la posición de tensión nominal como una posición de referencia (figura 6c; figura 7c) de la barra de sujeción posterior (RC) ; 20 estando el procedimiento caracterizado por que comprende las siguientes etapas:
f) una vez que todos los clisés se han sujetado y tensado en sus cilindros del clisé correspondientes medir un registro de impresión del clisé tensado (P*) ;
g) comparar el registro de impresión medido del clisé tensado (P*) con un registro de impresión objetivo y determinar una posición tensora corregida de la barra de sujeción posterior (RC) correspondiente al registro de impresión objetivo;
h) liberar la tensión del clisé (P, figura 6d; figura 7d) ;
i) establecer la posición tensora corregida que se ha determinado previamente como nueva posición de referencia de la barra de sujeción posterior (RC) antes (figura 6d) o después (figura 7e) de tensar de nuevo el clisé (P) ; y j) si es necesario, repetir las etapas f) a i) hasta que el registro de impresión medido coincida con el registro de impresión objetivo.
2. El procedimiento como se ha definido en la reivindicación 1, en el que la etapa i) incluye establecer la posición tensora corregida que se ha determinado previamente como nueva posición de referencia de la barra de sujeción posterior (RC) antes de tensar de nuevo el clisé (P) aplicando una fuerza tensora (Ft) a la barra de sujeción posterior (RC) haciendo de este modo que la barra de sujeción posterior (RC) se mueva a la nueva posición de referencia (figura 6e) .
3. El procedimiento como se ha definido en la reivindicación 2, que comprende adicionalmente la etapa 45 de bloquear la barra de sujeción posterior (RC) en posición una sobre el cilindro del clisé (15, 25) tras la tensión del clisé (P) en las etapas d) e i) y desbloquear la barra de sujeción posterior (RC) antes de liberar la tensión del clisé
(P) en la etapa h) .
4. El procedimiento como se ha definido en la reivindicación 1, 2 o 3, en el que el establecimiento de la 50 posición de referencia de la barra de sujeción posterior (RC) en las etapas e) e i) se realiza por medio de dos o más, preferiblemente cuatro, elementos de ajuste (61 a 64) en los que se apoya la barra de sujeción posterior (RC) .
5. El procedimiento como se ha definido en la reivindicación 1, en el que la etapa i) incluye tensar de nuevo el clisé (P) aplicando una fuerza tensora (Ft) a la barra de sujeción posterior (RC) haciendo de este modo que 55 la barra de sujeción posterior (RC) se mueva hasta una posición correctora antes de establecer la posición tensora corregida que se ha determinado previamente como nueva posición de referencia de la barra de sujeción posterior (RC, figura 7e) .
6. El procedimiento como se ha definido en la reivindicación 5, que comprende adicionalmente la etapa
de mantener la barra de sujeción posterior (RC) en una posición sobre el cilindro del clisé (15, 25) tras el establecimiento de la posición de referencia de la barra de sujeción posterior (RC) en las etapas e) e i) y liberar la barra de sujeción posterior (RC) antes de liberar la tensión del clisé (P) en la etapa h) .
9. El procedimiento como se ha definido en la reivindicación 1, 2, 3, 4, 5, 6, 7 u 8, en el que la tensión del clisé (P) se realiza mediante un movimiento rápido de toda la barra de sujeción posterior (RC) del cilindro del clisé (15, 25) , cuya barra de sujeción posterior (RC) actúa y aplica una fuerza tensora sobre toda la anchura del clisé (P) . 10. El procedimiento como se ha definido en la reivindicación 1, 2, 3, 4, 5, 6, 7, 8 o 9, en el que la tensión del clisé (P) se realiza de forma neumática. 20 11. El procedimiento como se ha definido en la reivindicación 1, 2, 3, 4, 5, 6, 7, 8, 9 o 10, en el que la posición de tensión nominal es una posición que corresponde a un equilibrio entre la fuerza tensora nominal (Fo) aplicada a la barra de sujeción posterior (RC) y la fuerza de reacción resultante (Fr) producida por el clisé tensado (P*, figura 6b; figura 7b) . 12. El procedimiento como se ha definido en la reivindicación 1, 2, 3, 4, 5, 6, 7, 8, 9, 10 u 11, que incluye adicionalmente el plegado previo del extremo inicial (LP) y el extremo final (TP) del clisé (P) antes del montaje del clisé (P) en el cilindro del clisé (15, 25) , mostrando cada uno del extremo inicial (LP) y el extremo final (TP) del clisé (P) un ángulo de plegado definido. 30 13. El procedimiento como se ha definido en la reivindicación 12, en el que la barra de sujeción posterior (RC) se mueve hasta una posición retraída permitiendo que el extremo final (TP) del clisé (P) entre en una boca de la barra de sujeción posterior (RC) tras la envoltura completa del clisé (P) alrededor del cilindro del clisé (15, 25) . 14. El procedimiento como se ha definido en la reivindicación 1, 2, 3, 4, 5, 6, 7, 8, 9, 10, 11, 12 o 13, que comprende adicionalmente, antes del montaje del clisé (P) sobre el cilindro del clisé (15, 25) , las etapas de: - determinar un perfil de redondez de cilindro del cilindro del clisé (15, 25) , cuyo perfil de redondez del cilindro es único para el cilindro del clisé (15, 25) y depende de las características mecánicas del cilindro del clisé (15, 25) y de 40 su montaje y accionamiento en la prensa de imprimir; y - formar una imagen de impresión en el clisé (P) en base al perfil de redondez del cilindro del cilindro del clisé (15, 25) sobre el que se va a montar el clisé (P) . 15. El procedimiento como se ha definido en la reivindicación 1, 2, 3, 4, 5, 6, 7, 8, 9, 10, 11, 12, 13 o 14, en el que la impresora offset multicolor es del tipo que comprende múltiples cilindros del clisé (15, 25) que transfieren tintas a un cilindro de mantilla común (10, 20) , y en el que las etapas a) a j) se realizan para cada cilindro del clisé (15, 25) . 7. El procedimiento como se ha definido en la reivindicación 1, 5 o 6, en el que el establecimiento de la posición de referencia de la barra de sujeción posterior (RC) en las etapas e) e i) se realiza por medio de dos o más, preferiblemente cuatro, elementos de ajuste (71 a 74) montados sobre la barra de sujeción posterior (RC) , cuyos elementos de ajuste (71 a 74) cooperan con una pared de referencia (70) del cilindro del clisé (15, 25) .
8. El procedimiento como se ha definido en la reivindicación 4 o 7, en el que los elementos de ajuste (61 a 64; 71 a 74) son elementos de ajuste motorizados ajustables a distancia, tales como elementos de tornillo motorizados.
Patentes similares o relacionadas:
Método para fabricar planchas de impresión de manga, del 22 de Abril de 2020, de Honda Carax Co., Ltd: Un método para fabricar una plancha de impresión de manga que comprende una plancha de impresión enrollada alrededor de una superficie periférica […]
Instalación de impresión y método para la disposición de camisas en dicha instalación de impresión, del 24 de Abril de 2019, de COMEXI GROUP INDUSTRIES, S.A.U: Instalación de impresión para la manipulación de una pluralidad de camisas de forma tubular y cilíndrica que incluyen cada una una superficie […]
Cinta estriada, del 27 de Febrero de 2019, de TESA SE: Cinta adhesiva que comprende al menos una capa adhesiva, en la que la capa adhesiva presenta al menos una estría y ninguna estría se extiende hasta uno de los bordes laterales […]
Unidad de plancha de impresión, dispositivo de montaje de plancha de impresión y máquina de impresión, del 12 de Noviembre de 2018, de Izume, Masayuki: Unidad de plancha de impresión que comprende: una plancha de impresión en la que está prevista una sección de plancha sobre una […]
 Módulo de impresión para imprimir a partir de clichés sobre elementos en placa y máquina de transformación que comprende un módulo de impresión de ese tipo, del 13 de Junio de 2018, de Bobst Lyon: Módulo de impresión , para realizar impresiones a partir de clichés sobre elementos en placa desplazados por un sistema de […]
Módulo de impresión para imprimir a partir de clichés sobre elementos en placa y máquina de transformación que comprende un módulo de impresión de ese tipo, del 13 de Junio de 2018, de Bobst Lyon: Módulo de impresión , para realizar impresiones a partir de clichés sobre elementos en placa desplazados por un sistema de […]
Unidad de pantalla de impresión, del 26 de Abril de 2017, de ASM Assembly Systems Weymouth Ltd: Una unidad de pantalla de impresión, que comprende: una pantalla de impresión , que comprende una hoja de forma rectangular que tiene […]
Procedimiento para la disposición de una plancha de impresión sobre un cilindro portaplanchas con corredera tensora, del 30 de Noviembre de 2016, de KOENIG & BAUER AG: Procedimiento para la disposición de una plancha de impresión sobre un cilindro portaplanchas , que presenta al menos un canal en el que […]
Cilindro portaplanchas de una máquina de impresión con dispositivo de sujeción, del 30 de Noviembre de 2016, de KOENIG & BAUER AG: Cilindro portaplanchas , en el que el cilindro portaplanchas presenta al menos un canal en el que está dispuesto al menos un dispositivo de sujeción , […]