Moldura de recubrimiento.
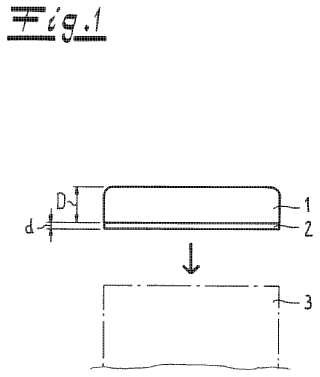
Moldura de recubrimiento (1) de material termoplástico, que se puede encolar con una capa de adhesivo por fusión (2) aplicada,
al menos por un lado, sobre la moldura de recubrimiento (1), sobre una placa, por ejemplo sobre un lado estrecho de una placa de mueble (3) o similar, caracterizada porque la moldura de recubrimiento está fabricada con la capa de adhesivo por fusión (2) en el transcurso de la coextrusión.
Tipo: Patente Europea. Resumen de patente/invención. Número de Solicitud: E07007017.
Solicitante: W. DOLLKEN & CO GMBH.
Nacionalidad solicitante: Alemania.
Dirección: Beisenstrasse 50 45964 Gladbeck ALEMANIA.
Fecha de Publicación: .
Clasificación Internacional de Patentes:
- B29C63/00 TECNICAS INDUSTRIALES DIVERSAS; TRANSPORTES. › B29 TRABAJO DE LAS MATERIAS PLASTICAS; TRABAJO DE SUSTANCIAS EN ESTADO PLASTICO EN GENERAL. › B29C CONFORMACIÓN O UNIÓN DE MATERIAS PLÁSTICAS; CONFORMACIÓN DE MATERIALES EN ESTADO PLÁSTICO, NO PREVISTA EN OTRO LUGAR; POSTRATAMIENTO DE PRODUCTOS CONFORMADOS, p. ej. REPARACIÓN (fabricación de preformas B29B 11/00; fabricación de productos estratificados combinando capas previamente no unidas para convertirse en un producto cuyas capas permanecerán unidas B32B 37/00 - B32B 41/00). › Revestimiento o recubrimiento, es decir, aplicando capas preformadas o recubrimientos de plásticos; Aparatos a este efecto (B29C 73/00 tiene prioridad; por soplado B29C 49/00; por termoformación B29C 51/00).
PDF original: ES-2321452_T3.pdf
Fragmento de la descripción:
Moldura de recubrimiento.
La invención se refiere a una moldura de recubrimiento de material termoplástico, que se puede encolar con al menos una capa de adhesivo por fusión, aplicada por un lado sobre la moldura de recubrimiento, sobre una placa, por ejemplo sobre un lado estrecho de un lado de mueble o similar. Tales molduras de recubrimiento se designan también como cantos o cintas de cantos. En las placas se puede tratar especialmente de placas de material de madera, por ejemplo placas de virutas, placas de fibras o similares, que se emplean, por ejemplo, en placas de muebles. Pero también se comprenden placas de otros materiales así como placas compuestas.
Para la fijación de tales molduras de recubrimiento, por ejemplo, sobre lados estrechos de placas de muebles se conoce aplicar el adhesivo por fusión en el transcurso de la fijación o bien inmediatamente antes de la fijación sobre la moldura de recubrimiento y/o sobre el lado estrecho de la placa de mueble. Esta fijación se realiza en las llamadas máquinas de encolado de cinta de cantos. En una fijación de este tipo de los listones de recubrimiento sobre los lados estrechos de placas de muebles se plantea constantemente el problema de que resulta una juntura visible entre las molduras de recubrimiento y la placa de mueble o bien sus lados estrechos. Esta juntura resulta esencialmente a partir de la capa de adhesivo por fusión. A ello hay que añadir regularmente una capa de pegamento, que se emplea para fijar las molduras de recubrimiento de material termoplástico sobre los lados estrechos de placas de muebles. En la práctica se producen con bastante frecuencia junturas de adhesivo de mal aspecto.
Para mejorar la impresión óptica de tales molduras de recubrimiento encoladas, se ha propuesto utilizar un adhesivo en color, que puede ser del mismo color, por ejemplo, que las molduras de recubrimiento. En este contexto es problemático que los listones de cubierta se ofrecen en la práctica en una pluralidad de los más diferentes colores o decoraciones, de manera que también durante la fijación de tales molduras de recubrimiento plantean, por ejemplo en las placas de muebles, el problema de que entonces debe estar disponible un adhesivo en color adecuado en cada caso en el lugar de la fijación. Esto es poco satisfactorio porque las molduras de recubrimiento no se procesan, en general, directamente por el fabricante de las molduras de recubrimiento, sino que se fijan, por ejemplo, por un fabricante de placas de muebles en placas de muebles correspondientes. Puesto que entonces debería estar disponible en el lugar un adhesivo por fusión de color correspondiente, tal procesamiento de las molduras de recubrimiento es relativamente costoso.
Para evitar las junturas de adhesivo por fusión de mal aspecto mencionadas, que son claramente visibles especialmente cuando se produce desgaste o bien se realiza limpieza, se ha propuesto, además, prescindir totalmente de un adhesivo para la fijación de la moldura de recubrimiento sobre la placa de mueble, Por lo tanto, se conoce a partir del documento EP 1 163 864 B1 una unión libre de adhesivo entre una moldura de recubrimiento o bien un canto de plástico y una placa de mueble, es decir, que se une el canto de plástico directamente y sin adhesivo sobre la placa de mueble. A tal fin, se funde la superficie del canto de plástico a través de radiación por láser, de manera que se lleva a cabo una unión por soldadura láser de un canto de plástico libre de adhesivo con la placa de mueble. En este caso, debe ser ventajoso que el canto de plástico esté constituido por capas de plástico de diferente dureza, de manera que una zona de mayor dureza del canto de plástico posee un espesor más del doble que una zona de menor dureza, de manera que solamente una parte de la superficie del canto de plástico unida sobre la placa de mueble es unida por soldadura con la placa de mueble. Prescindiendo de un adhesivo por fusión deben evitarse las junturas de adhesivo por fusión descritas y al mismo tiempo debe ahorrarse adhesivo por fusión caliente. Sin embargo, si se prescinde totalmente de un adhesivo por fusión, esto conduce en la práctica a una fijación poco satisfactoria de la moldura de recubrimiento en la placa de mueble.
La invención tiene el cometido de crear una moldura de recubrimiento de material termoplástico, que se caracteriza por una fabricación sencilla y de coste favorable y se puede fijar perfectamente sin juntura visible sobre una placa, por ejemplo una placa de mueble.
Para la solución de este cometido, la invención enseña en una moldura de recubrimiento del tipo descrito al principio que la moldura de cubierta está fabricada con la capa de adhesivo por fusión en el transcurso de la coextrusión. De una manera preferida, la capa de adhesivo está coloreada del color de la moldura de recubrimiento. Adhesivo por fusión significa en el marco de la invención, de una manera conocida en sí, un producto libre de disolvente y sólido a temperatura ambiente, que se aplica en el estado templado o caliente y que establece una unión adhesiva durante el enfriamiento. Tales adhesivos por fusión se designan también como adhesivos en caliente, pegamentos en caliente o fusiones calientes. Estos adhesivos por fusión se fabrican a base de al menos un polímero. Regularmente, se incorporan adyuvantes, especialmente resinas (polímeras) . Además, se pueden incorporar sustancias de relleno, por ejemplo grada o similar.
La invención parte en primer lugar del reconocimiento de que las molduras de recubrimiento o bien los cantos se pueden fijar de una manera especialmente sencilla y fiable, por ejemplo, en placas de muebles, cuando se realiza una unión adhesiva a través de un adhesivo por fusión. De acuerdo con la invención, este adhesivo por fusión se aplica ahora como capa de adhesivo por fusión directamente en el transcurso de la fabricación de la moldura de recubrimiento sobre la moldura de recubrimiento, coextruyendo en común, en efecto, la moldura de recubrimiento y la capa de adhesivo por fusión aplicada, por ejemplo, en un lado. Por lo tanto, en el marco de la invención, en el transcurso de la fabricación debe ponerse a disposición al mismo tiempo una moldura de recubrimiento provista con una capa de adhesivo. Puesto que la capa adhesiva se aplica a través de coextrusión directamente en el transcurso de la fabricación sobre la moldura de recubrimiento, existe ahora la posibilidad e adaptar el color del adhesivo por fusión perfectamente al color de la moldura de recubrimiento, siendo coloreada la capa de adhesivo del mismo color que la moldura de recubrimiento. De esta manera, se puede fijar la moldura de recubrimiento en un instante posterior y en otro lugar en una placa, por ejemplo placa de mueble, sin que se pueda reconocer una juntura de adhesivo visible. Puesto que el adhesivo de fusión en el color deseado se conecta ya en el transcurso de la fabricación con la moldura de recubrimiento, no es necesario ya aplicar un adhesivo por fusión durante la fijación de la moldura de recubrimiento sobre la placa de mueble en el lugar, de manera que no es necesario un almacenamiento de diferentes adhesivos por fusión (por ejemplo, en el fabricante de las placas de muebles) . Las molduras de recubrimiento y/o la capa de adhesivo por fusión pueden estar coloreadas de forma discrecional por medio de pigmentos y/o colorantes.
De una manera preferida, el adhesivo por fusión de la capa de adhesivo por fusión se puede fundir o bien activar, al menos por secciones, por medio de radiación láser. Puesto que el adhesivo por fusión se combina con la moldura de recubrimiento en el transcurso de la coextrusión durante la fabricación, es necesario fundir de nuevo la capa de adhesivo por fusión, al menos por secciones, con la finalidad de la fijación en una placa de mueble. Esto se realiza en el marco de la invención por medio de radiación láser directamente en el transcurso de la fijación. Por lo tanto, se emplea una capa de adhesivo apta para láser o bien activable por láser, es decir, una capa de adhesivo, que se puede activar o bien fundir con la ayuda de radiación láser. A tal fin es necesario que la radiación láser sea absorbida en cualquier caso en parte por la capa de adhesivo por fusión.
La moldura de recubrimiento está constituida de una manera conocida en sí por un material termoplástico. En este caso, se trata en el marco de la invención con preferencia de un poliestireno (por ejemplo, ABS) , una poliolefina (por ejemplo PP o PE) , un policarbonato (PC) o un PMMA. En el PE se puede tratar, por ejemplo, de un HDPE.
La capa de adhesivo por fusión está constituida con preferencia por un adhesivo por fusión a base de un EVAC, un APAO, un TPU o un CoPa. En este caso, un adhesivo... [Seguir leyendo]
Reivindicaciones:
1. Moldura de recubrimiento (1) de material termoplástico, que se puede encolar con una capa de adhesivo por fusión (2) aplicada, al menos por un lado, sobre la moldura de recubrimiento (1) , sobre una placa, por ejemplo sobre un lado estrecho de una placa de mueble (3) o similar, caracterizada porque la moldura de recubrimiento está fabricada con la capa de adhesivo por fusión (2) en el transcurso de la coextrusión.
2. Moldura de recubrimiento de acuerdo con la reivindicación 1, caracterizada porque la capa de adhesivo por fusión (2) está coloreada en el color de la moldura de recubrimiento (1) .
3. Moldura de recubrimiento de acuerdo con la reivindicación 1 ó 2, caracterizada porque el adhesivo por fusión de la capa de adhesivo por fusión (2) se puede fundir, al menos por secciones, por medio de radiación láser (4) .
4. Moldura de recubrimiento de acuerdo con una de las reivindicaciones 1 a 3, caracterizada porque la moldura de recubrimiento (1) está constituida por un poliestireno (por ejemplo, ABS) , por un cloruro de polivinilo (por ejemplo, PVC-U) , por una poliolefina (por ejemplo PP o PE) , por un policarbonato (PC) o un polimetilmetacrilato (PMMA) .
5. Moldura de recubrimiento de acuerdo con una de las reivindicaciones 1 a 4, caracterizada porque la capa de adhesivo por fusión (2) está constituida por un adhesivo por fusión a base de una poliamida (PA) , de un polietileno (PE) , de una polialfaolefina amoría (APAO) , de un copolímero de etileno acetato de vinilo (EVAC) , de un elastómero de poliéster (TPE) , de un elastómero de poliuretano (TPU) o de un elastómero de copoliamida (Co-Pa) .
6. Moldura de recubrimiento de acuerdo con la reivindicación 4 ó 5, caracterizada porque en la moldura de recubrimiento (1) de ABS se utiliza una capa de adhesivo por fusión (2) a base de EVA, a base de CoPa o a base de TPU y porque en el caso de una moldura de recubrimiento (1) de PVC, se utiliza una capa de adhesivo por fusión (2) a base de EVAC o a base de TPU o porque en el caso de una moldura de recubrimiento (1) de PP, se utiliza una capa de adhesivo por fusión (2) a base de APAO o a base de TPU.
7. Moldura de recubrimiento de acuerdo con una de las reivindicaciones 1 a 6, caracterizada porque la capa de adhesivo por fusión (2) presenta un espesor (d) de 0, 05 mm a 0, 6 mm, con preferencia de 0, 1 mm a 0, 5 mm, por ejemplo de 0, 1 mm a 0, 3 mm.
8. Moldura de recubrimiento de acuerdo con una de las reivindicaciones 1 a 7, caracterizada porque la capa de adhesivo por fusión está provista con sustancias de relleno, por ejemplo sustancias de relleno minerales.
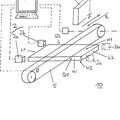
9. Moldura de recubrimiento de acuerdo con una de las reivindicaciones 1 a 8, caracterizada porque la composición de la capa de adhesivo por fusión (2) está adaptada a las propiedades de la radiación láser (4) del láser (5) utilizado de tal forma que la profundidad de penetración corresponde aproximadamente al espesor (d) de la capa de adhesivo por fusión (2) y/o porque la profundidad de penetración está aproximadamente entre 0, 05 mm y 0, 6 mm, con preferencia entre 0, 1 mm y 0, 5 mm.
10. Moldura de recubrimiento de acuerdo con una de las reivindicaciones 1 a 9, caracterizada porque se prescinde de un pegamento entre la moldura de cubierta (1) y la capa de adhesivo (2) .
11. Moldura de recubrimiento de acuerdo con una de las reivindicaciones 1 a 11, caracterizada porque la capa de adhesivo por fusión (2) no presenta ningún pegamento sobre su superficie de unión que está alejada de la moldura de recubrimiento (1) .
12. Procedimiento para la fabricación de una moldura de recubrimiento de acuerdo con una de las reivindicaciones 1 a 11, caracterizado porque la moldura de recubrimiento es coextrusionada con una capa de adhesivo por fusión.
13. Procedimiento para la fijación de una moldura de recubrimiento de material termoplástico sobre una placa, por ejemplo sobre un lado estrecho de una placa de mueble o similar, en el que se utiliza una moldura de recubrimiento con una capa de adhesivo por fusión coextrusionada de acuerdo con una de las reivindicaciones 1 a 11, en el que la capa de adhesivo por fusión se funde por medio de una radiación láser al menos por secciones, y en el que la moldura de recubrimiento se aplica sobre la placa y se lleva a unión adhesiva con la placa bajo refrigeración de la capa de adhesivo por fusión.
14. Procedimiento de acuerdo con la reivindicación 13, caracterizado porque la radiación láser es generada con un láser de diodos o bien láser de semiconductores, con un láser de cuerpo sólido (por ejemplo, láser de Nd-YAG) , un láser de vidrio (por ejemplo láser de CO2) , un láser de fibras, un láser de colorante o un láser similar.
15. Procedimiento de acuerdo con la reivindicación 13 ó 14, caracterizado porque la profundidad de penetración de la radiación láser corresponde aproximadamente al espesor de la capa de adhesivo por fusión y/o porque la profundidad de penetración de la radiación láser corresponde aproximadamente a 0, 05 a 0, 6 mm, con preferencia a 0, 1 mm a 0, 5 mm.
Patentes similares o relacionadas:
Procedimiento para la producción de un cuerpo perfilado decorativo, en particular de una cantonera, del 22 de Julio de 2020, de SURTECO GmbH: Procedimiento para la producción de un cuerpo perfilado decorativo, en particular de una cantonera para el recubrimiento de superficies estrechas […]
Tubo expandible que incluye un revestimiento para restaurar un conducto, del 1 de Julio de 2020, de Recyca-Pipe of America L.L.C: Una tubería expandible para restaurar una tubería dañada, que comprende: - un revestimiento formado por un poliuretano termoplástico, […]
Procedimiento de tratamiento para revestir una sección de superficie, del 15 de Abril de 2020, de HOMAG GmbH: Procedimiento para revestir una sección de superficie, en particular una sección de superficie estrecha, de una pieza de trabajo con forma de tablero con un material […]
 Protector de borde para muebles, del 25 de Diciembre de 2019, de REHAU AG + CO: Protector de bordes para muebles, que comprende una capa de fusión y una capa estructural unida a la capa de fusión , caracterizado porque la […]
Protector de borde para muebles, del 25 de Diciembre de 2019, de REHAU AG + CO: Protector de bordes para muebles, que comprende una capa de fusión y una capa estructural unida a la capa de fusión , caracterizado porque la […]
Procedimiento de recubrimiento de superficies estrechas para la aplicación por medio de aire comprimido calentado de un recubrimiento de canto termoactivable, del 28 de Octubre de 2019, de Schulte-Göbel, Christof: Procedimiento para la aplicación de una tira de canto en forma de cinta sobre superficies estrechas de una pieza de trabajo , en el que la tira de canto […]
 Máquina de mecanizado y procedimiento para mecanizar piezas de trabajo, del 25 de Septiembre de 2019, de HOMAG GmbH: Máquina de mecanizado para mecanizar piezas (W) de trabajo esencialmente en forma de placa, que están compuestas preferiblemente, al menos por secciones, de madera, materiales […]
Máquina de mecanizado y procedimiento para mecanizar piezas de trabajo, del 25 de Septiembre de 2019, de HOMAG GmbH: Máquina de mecanizado para mecanizar piezas (W) de trabajo esencialmente en forma de placa, que están compuestas preferiblemente, al menos por secciones, de madera, materiales […]
Procedimiento para la instalación de un revestimiento de renovación de una tubería, del 11 de Septiembre de 2019, de Picote Oy Ltd: Un procedimiento para instalar un revestimiento de renovación en una tubería que tiene un tubo de bifurcación tubo de bifurcación, un tubo y una […]
Dispositivo y sistema para abrir un punto de ramificación en un conjunto de tubería, del 4 de Septiembre de 2019, de Picote Solutions Oy Ltd: Un dispositivo para abrir un punto de ramificación en un conjunto de tubería, cuyo dispositivo comprende un eje de rotación dispuesto para […]