Módulo de accionamiento de prensas y procedimiento para la preparación de una serie constructiva de prensas.
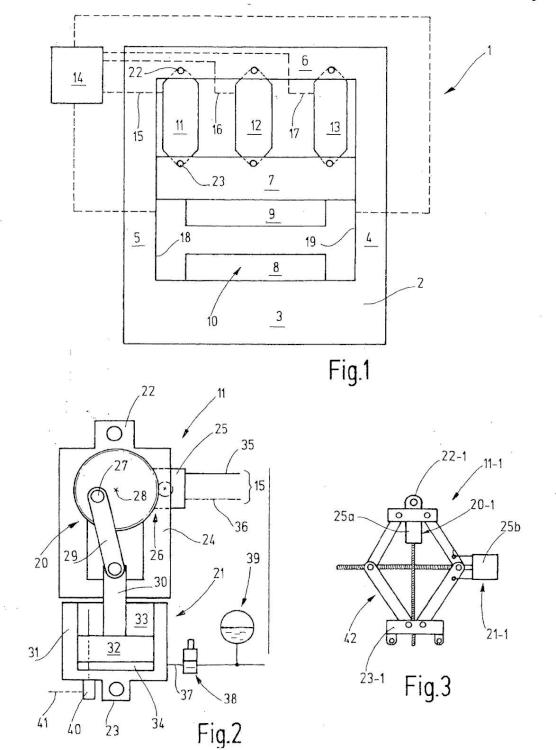
Módulo de accionamiento de prensas para un empujador de prensas (7) para la generación de un movimiento de accionamiento y un empuje de prensado entre una primera salida (22) que hay que unir con un bastidor de prensas (2) y una segunda salida (23) unida con el empujador de prensa (7),
con un primer dispositivo de accionamiento (20) que está unido con como mínimo una de las como mínimo dos salidas (22, 23) y que presenta una primera curva característica empuje / trayecto,
con como mínimo un segundo dispositivo de accionamiento (21) que como mínimo está unido con la otra de las como mínimo dos salidas (22, 23) y que presenta una segunda curva característica empuje / trayecto,
en donde las curvas características de empuje / trayecto de los como mínimo dos dispositivo de accionamiento (20, 21) están calculadas diferente, en donde los como mínimo dos dispositivos de accionamiento (20, 21) están situados trabajando en paralelo, caracterizado por que el módulo de accionamiento de prensas (11) forma una unidad constructiva especial de la prensa.
Tipo: Patente Europea. Resumen de patente/invención. Número de Solicitud: E06013812.
Solicitante: Schuler Pressen GmbH.
Nacionalidad solicitante: Alemania.
Dirección: Bahnhofstr. 41 73033 Göppingen ALEMANIA.
Inventor/es: LAUKE, ANDREAS, HOFELE, HANS.
Fecha de Publicación: .
Clasificación Internacional de Patentes:
- B30B1/00 TECNICAS INDUSTRIALES DIVERSAS; TRANSPORTES. › B30 PRENSAS. › B30B PRENSAS EN GENERAL; PRENSAS NO PREVISTAS EN OTRO LUGAR (producción de las ultrapresiones o de ultrapresiones con temperaturas elevadas para obtener modificaciones en una sustancia, p. ej. para fabricar diamantes artificiales, B01J 3/00). › Prensas, que utilizan un elemento apisonador, caracterizadas por la forma de propulsión del pistón, siendo la presión transmitida a éste o a la platina de la prensa directamente o únicamente por medio de órganos que trabajan por simple impulso o tracción.
- B30B1/26 B30B […] › B30B 1/00 Prensas, que utilizan un elemento apisonador, caracterizadas por la forma de propulsión del pistón, siendo la presión transmitida a éste o a la platina de la prensa directamente o únicamente por medio de órganos que trabajan por simple impulso o tracción. › por balancines, excéntricas o cigüeñales.
- B30B1/32 B30B 1/00 […] › por pistones bajo presión de fluido.
PDF original: ES-2508791_T3.pdf
Fragmento de la descripción:
Módulo de accionamiento de prensas y procedimiento para la preparación de una serie constructiva de prensas El invento se refiere a un módulo de accionamiento de prensas y a un procedimiento para la preparación de una serie constructiva de prensas.
En el pasado, los empujadores de grandes prensas con accionamiento mecánico estaban unidos por lo general con un accionamiento excéntrico a través de una biela, el cual por su parte estaba accionado con velocidad relativamente constante por medio de un motor y un volante de inercia. Como estos accionamientos traían consigo ciertas limitaciones relativas a la curva trayecto / tiempo del movimiento del empujador, se emprendieron esfuerzos en accionar el empujador por ejemplo por medio de un servomotor, en donde la curva trayecto / tiempo del movimiento del empujador podría ser ajustada con relativa libertad debido al correspondiente control del servomotor. Sobre ello el documento DE 41 09 796 C2 publica por ejemplo, el accionar un empujador mediante una biela y una excéntrica que es accionada por un servomotor. El servomotor puede girar hacia delante y hacia atrás y ser acelerado y retardado con un finalidad.
Del mismo documento se desprende el accionamiento del empujador a través de un engranaje de palanca en ángulo, en donde el engranaje de palanca en ángulo está accionado por un servomotor a través de una biela y una excéntrica. También con esta configuración se puede ajustar la curva trayecto / tiempo deseada entre amplios límites.
El documento US-PS 6 041 699 publica igualmente un accionamiento de empujador de una prensa mediante servomotor a través de un engranaje en ángulo. Para el accionamiento del engranaje de palanca en ángulo sirven un engranaje de husillo helicoidal y servomotores.
Por el documento JP 2000 343283 se conoce además el accionamiento de un empujador de prensa mediante engranajes de carrera de husillo, que son accionados por servomotores. También con esto se puede obtener un posicionado ampliamente libre de la curva trayecto / tiempo del movimiento del empujador.
El documento DE 43 19 289 A1 describe un módulo de accionamiento de prensas según el preámbulo de la reivindicación 1 para generar un movimiento de accionamiento y un empuje de prensado entre una primera salida que hay que unir con un bastidor de prensa y una segunda salida unida con el empujador de prensa. Un dispositivo de accionamiento, que está unido con como mínimo una de las dos como mínimo salidas, está caracterizado por una primera curva característica empuje /trayecto. Como mínimo un segundo dispositivo de accionamiento unido con la otra de las como mínimo dos salidas, está identificado por una segunda línea característica empuje / trayecto. Las líneas características de los como mínimo dos accionamientos están dispuestas diferentemente. El módulo de accionamiento de prensa forma una unidad constructiva con el bastidor de prensa. Un dispositivo de accionamiento está formado por un cilindro de accionamiento que se asienta en un bloque de engranaje y puede ejecutar un movimiento de avance del empujador de prensa respecto del bloque de engranaje. El otro dispositivo de accionamiento está formado por accionamientos de husillos de regulación que se apoyan de manera giratoria sobre el bastidor de prensa y están accionados por motores que están situados en el bastidor de prensa. Este dispositivo de accionamiento desplaza el bloque de engranaje junto con el empujador de prensa en su dirección de avance, para poder ajustar la distancia entre el empujador de prensa y la herramienta inferior, por ejemplo, para poder ajustarla a herramientas de diferentes dimensiones.
El documento USA 6 708 609 B1 publica un procedimiento para la preparación de una serie constructiva de prensas comprendiendo varias prensas de diferente fuerza de prensado, cada una con módulos de accionamiento de prensas para sus empujadores de prensas para generar un movimiento de accionamiento y un empuje de prensado entre una primera salida que hay que unir con un bastidor de prensas y una segunda salida unida con el empujador de prensas. El módulo de accionamiento de prensas presenta un primer dispositivo de accionamiento que está unido con como mínimo una de las salidas y que está caracterizado por una primera curva característica empuje / trayecto El documento DE 101 58 861 A1 describe un módulo de accionamiento de prensas para generar un movimiento de accionamiento y un empuje de prensado entre una primera salida que hay que unir con un bastidor de prensas y una segunda salida unida con el empujador de prensas. Un primer dispositivo de accionamiento está unido con como mínimo una de las como mínimo dos salidas y tiene una primera curva característica empuje / trayecto. El primer dispositivo de accionamiento está formado por un engranaje de eje hueco, un husillo y una tuerca de husillo. Un segundo dispositivo de accionamiento, que como mínimo está unido con la otra de las como mínimo dos salidas tiene una segunda curva característica empuje / trayecto y está construido como un accionamiento hidráulico de pistón â?" cilindro. Ambas curvas características empuje / trayecto de los como mínimo dos dispositivos de accionamiento están calculadas diferentes. El módulo de accionamiento de prensas forma una unidad constructiva.
Las soluciones presentadas sufren bajo determinadas limitaciones. Si para el accionamiento del empujador se utilizan por ejemplo engranajes no lineales, como engranajes de palanca en ángulo o excéntricas, a menudo el
movimiento del empujador no es tan fácil de regular como se desea. Además, todo el empuje de transformación debe ser aplicado desde el servomotor. Esto último es una desventaja, especialmente en el caso de los conceptos de accionamiento mencionados antes. Realmente, los engranajes no lineales, como engranaje de palanca en ángulo y engranaje excéntrico, permiten la generación de un alto empuje en las cercanías del punto muerto, sin embargo solo durante un trayecto relativamente corto. El accionamiento del empujador de prensas mediante engranaje de husillo de avance permite en realidad por un lado una regulación muy libre del recorrido trayecto / tiempo del movimiento del empujador, sin embargo limita el empuje máximo que se puede aplicar antes de alcanzar el punto muerto inferior.
Partiendo de ello, es misión del invento el mejorar el accionamiento de prensas regulable a libre elección.
Esta misión será resuelta tanto con el módulo de accionamiento de prensas según la reivindicación 1, como también con el procedimiento según la reivindicación 14.
El módulo de accionamiento de prensas acorde con el invento reúne en sí mismo dos dispositivos de accionamiento que presentan dos curvas características empuje / trayecto diferentes. Preferentemente esto se alcanza mediante la utilización de diferentes conceptos de accionamiento. Con ello, no solo se pueden conseguir entre amplios limites recorridos deseados trayecto / tiempo del movimiento del empujador sino que además es posible para cada parte de la curva trayecto / tiempo utilizar aquel dispositivo de accionamiento que presente la característica que se adapta. Por ejemplo, para acelerar zonas de la curva característica que solo necesita un empuje de accionamiento pequeño, permite utilizar un accionamiento más flojo pero por ello más rápido. Para la realización de operaciones de conformado que por lo general hay que realizar sin interrupción pero sin embargo comparativamente lentas, por ello con mayor empuje, se puede utilizar aquel dispositivo de accionamiento que con una velocidad de trabajo relativamente pequeña proporcione un empuje alto.
En el caso más sencillo ambos dispositivos de accionamiento, que están reunidos en el módulo de accionamiento de prensas, pueden estar formados por, por ejemplo servomotores con engranajes conectados a continuación y diferentes relaciones de transformación de engranaje. Los servomotores pueden entonces estar diseñados iguales o diferentes, Por la diferente relación de transformación los servomotores trabajan, aunque actúan sobre la misma salida, con una y la misma velocidad de salida en diferentes zonas de la curva característica, lo que aumenta el espacio libre para diseño respecto de la curva trayecto / tiempo obtenible del movimiento del empujador. Además aumenta el espacio de holgura respecto de los empujes obtenibles.
El módulo de accionamiento de prensas hasta ahora presentado es con esto utilizable en muchos sitios y puede servir como base para el equipamiento de prensas de diferentes tamaños de una serie constructiva de prensas. Por un lado, con el módulo de accionamiento de prensas presentado se puede obtener una amplia gama de empujes y velocidades de desplazamiento deseadas.... [Seguir leyendo]
Reivindicaciones:
1. Módulo de accionamiento de prensas para un empujador de prensas (7) para la generación de un movimiento de accionamiento y un empuje de prensado entre una primera salida (22) que hay que unir con un bastidor de prensas (2) y una segunda salida (23) unida con el empujador de prensa (7) , con un primer dispositivo de accionamiento (20) que está unido con como mínimo una de las como mínimo dos salidas (22, 23) y que presenta una primera curva característica empuje / trayecto, con como mínimo un segundo dispositivo de accionamiento (21) que como mínimo está unido con la otra de las como mínimo dos salidas (22, 23) y que presenta una segunda curva característica empuje / trayecto, en donde las curvas características de empuje / trayecto de los como mínimo dos dispositivo de accionamiento (20, 21) están calculadas diferente, en donde los como mínimo dos dispositivos de accionamiento (20, 21) están situados trabajando en paralelo, caracterizado por que el módulo de accionamiento de prensas (11) forma una unidad constructiva especial de la prensa.
2. Módulo de accionamiento de prensas según la reivindicación 1, caracterizado por que como mínimo uno de los dispositivos de accionamiento (20, 21) contiene un engranaje (27, 29) con relación de transmisión variable.
3. Módulo de accionamiento de prensas según la reivindicación 2, caracterizado por que el engranaje (27, 29, 42) presenta un punto de apoyo de la posición, en el que la relación del movimiento del lado salida al movimiento del lado entrada es cero.
4. Módulo de accionamiento de prensas según la reivindicación 1, caracterizado por que como mínimo uno de los dispositivos de accionamiento (20, 21) presenta un servomotor (25) como fuente de accionamiento.
5. Módulo de accionamiento de prensas según la reivindicación 1, caracterizado por que los como mínimo dos dispositivos de accionamiento (20, 21) son activados uno después de otro en el tiempo.
6. Módulo de accionamiento de prensas según la reivindicación 1, caracterizado por que los como mínimo dos 25 dispositivos de accionamiento (20, 21) son activados al mismo tiempo.
7. Módulo de accionamiento de prensas según la reivindicación 1, caracterizado por que el módulo de accionamiento de prensas (11) presenta un bastidor base (24) propio.
8. Módulo de accionamiento de prensas según la reivindicación 1, caracterizado por que el módulo de
accionamiento de prensas (11) presenta una carcasa en la que bajo ella están colocados los como mínimo 30 dos dispositivos de accionamiento (20, 21) .
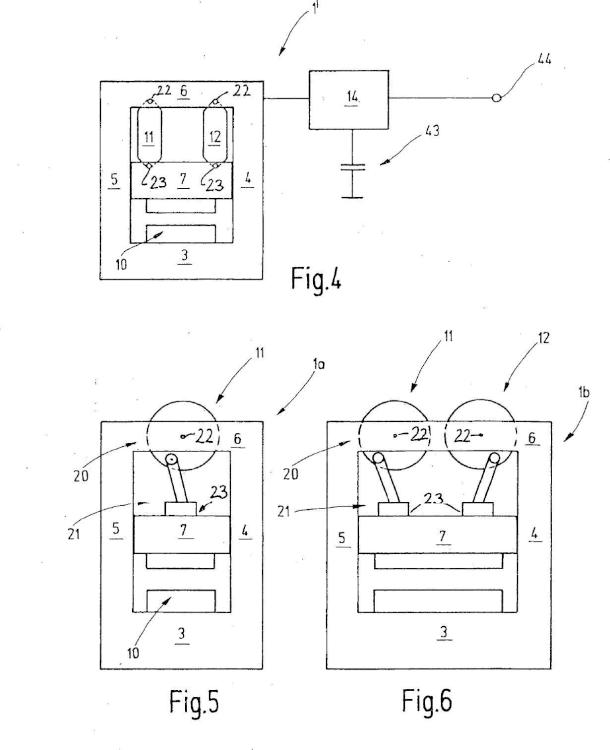
9. Módulo de accionamiento de prensas según la reivindicación 1, caracterizado por que a los dispositivos de accionamiento (20, 21) está asociado un acumulador de energía (39, 43) .
10. Módulo de accionamiento de prensas según la reivindicación 9, caracterizado por que el acumulador de energía es un acumulador de energía mecánico.
11. Módulo de accionamiento de prensas según la reivindicación 9, caracterizado por que el acumulador de energía es un acumulador de energía neumático / hidráulico (39) .
12. Módulo de accionamiento de prensas según la reivindicación 9, caracterizado por que el acumulador de energía es un acumulador de energía eléctrico (43) .
13. Módulo de accionamiento de prensas según la reivindicación 1, caracterizado por que como mínimo uno de
los dispositivos de accionamiento (20, 21) está unido con una de las salidas por medio de un dispositivo de acoplamiento.
14. Procedimiento para preparar una serie constructiva de prensas, comprendiendo varias prensas (1a, 1b) de diferente empuje de prensado, cada una con módulos de accionamiento de prensas (11, 12, 13) según una de las reivindicaciones anteriores para cuyo empujador de prensas (7) , para la generación de un 45 movimiento de accionamiento y un empuje de prensado entre una primera salida (22) que hay que unir con un bastidor de prensa (2) y una segunda salida (23) que está unida con el empujador de prensas (7) , en donde cada módulo de accionamiento de prensas :
a) presenta un primer dispositivo de accionamiento (20) que está unido con como mínimo una de las salidas (22) y que presenta una primera curva característica empuje / trayecto, y 9
b) presenta como mínimo un segundo dispositivo de accionamiento (21) que como mínimo está unido con la otra de las como mínimo dos salidas (23) y que presenta una segunda curva característica empuje / trayecto, en donde las curvas características empuje / trayecto de los como mínimo dos dispositivo de accionamiento (20, 21) están calculadas diferentes, en donde los como mínimo dos dispositivo de accionamiento (20, 21) están situados actuando en paralelo, y donde en el interior de la serie constructiva de prensas para prensas (1a, 1b) de diferente empuje de prensado se utilizan módulos de accionamiento de prensas (11, 12) unificados, en diferente número.
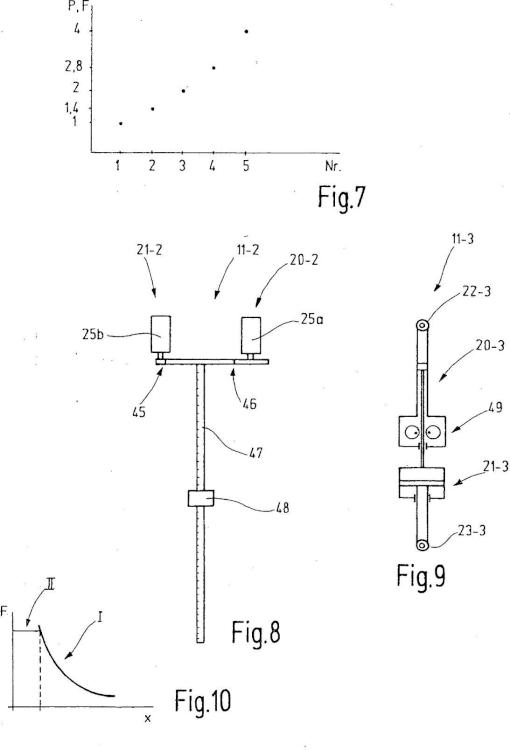
15. Procedimiento según la reivindicación 14, caracterizado por que para la serie constructiva de prensas, los módulos de accionamiento (11, 12) son preparados en como mínimo dos clases de potencia diferentes, en donde los módulos de accionamiento (11, 12) están unificados dentro de cada clase de potencia.
16. Procedimiento según la reivindicación 15, caracterizado por que los módulos de accionamiento (11, 12) de las diferentes clases de potencia presentan iguales carreras máximas.
17. Procedimiento según la reivindicación 15, caracterizado por que los módulos de accionamientos (11, 12)
están preparados en como mínimo tres clases de potencia y por que las clases de potencia están escalonadas exponencialmente.
18. Procedimiento según la reivindicación 15, caracterizado por que las clases de potencia vienen determinadas por el empuje máximo que pueden aportar los módulos de accionamiento (11, 12) .
Patentes similares o relacionadas:
 Unidad de engranaje y dispositivo para una prensa estampadora, del 31 de Julio de 2019, de BRUDERER AG: Unidad de engranaje para la unión de un motor de accionamiento a una prensa automática estampadora o a una prensa estampadora, con varias etapas […]
Unidad de engranaje y dispositivo para una prensa estampadora, del 31 de Julio de 2019, de BRUDERER AG: Unidad de engranaje para la unión de un motor de accionamiento a una prensa automática estampadora o a una prensa estampadora, con varias etapas […]
Método para conformar una pieza en caliente con una prensa mecánica, del 15 de Mayo de 2019, de FAGOR ARRASATE, S. COOP: Método para conformar una pieza en caliente con una prensa mecánica que comprende un troquel superior (3b) y un troquel inferior (2b) adaptados para conformar una pieza entre […]
Prensa de engaste con un árbol excéntrico que puede rotar alrededor de un eje, del 23 de Noviembre de 2018, de SCHAFER WERKZEUG- UND SONDERMASCHINENBAU GMBH: Prensa de engaste con un árbol excéntrico que puede rotar alrededor de un eje para desplazar una maza de prensa con una excéntrica, en la que el árbol […]
Prensa de embutición con sujeción de chapa estática, del 25 de Abril de 2018, de Schuler Pressen GmbH: Prensa de embutición con un bastidor de prensa , con un empujador , que está montado de forma desplazable en una dirección de […]
Conjunto modular para dispositivo de accionamiento, dispositivo de accionamiento y método para la fabricación de un dispositivo de accionamiento para una máquina de trabajo, en particular máquina de formación, del 23 de Noviembre de 2016, de Desch Antriebstechnik GmbH & Co. KG: Conjunto modular de accionamiento para la construcción de un dispositivo de accionamiento para una máquina de trabajo , especialmente máquina de formación, […]
Prensa de embutición con retención de chapas dinámicamente optimizada, del 20 de Julio de 2016, de Schuler Pressen GmbH: Una prensa de embutición con un bastidor de prensa, con un empujador previsto para el alojamiento de una herramienta de matriz […]
Máquina de envasado por embutición profunda con equipo de elevación y un procedimiento, del 8 de Junio de 2016, de MULTIVAC Sepp Haggenmüller SE & Co. KG: Máquina de envasado por embutición profunda con una estación de corte y un equipo de elevación para la estación de corte , […]
Procedimiento para regular una prensa de forja, del 1 de Junio de 2016, de Schuler Pressen GmbH: Procedimiento para hacer funcionar una máquina de conformado o una instalación de conformado con al menos un empujador dispuesto en un árbol a través […]