MÉTODO Y SISTEMA PARA LA FABRICACIÓN POR CAPAS DE UN OBJETO TANGIBLE.
Método para la fabricación por capas de un objeto tangible (5),
comprendiendo disponer un depósito de líquido (2) que contiene un líquido (3); disponer una estructura de fabricación (6); y llevar a cabo repetidamente ciclos del método, comprendiendo cada ciclo del método las etapas de: - solidificar una zona predeterminada de una capa del líquido (3), siendo dicha capa (10) contigua a la estructura de fabricación (6), con objeto de obtener una capa sólida (14) del objeto tangible (5), teniendo por lo tanto la capa sólida una forma predeterminada; - separar dicha capa sólida (14) de dicha estructura de fabricación (6); y - desplazar, entre sí, la capa sólida separada (14) y la estructura de fabricación (6) hasta una posición predeterminada entre sí para dejar que el líquido (3) afluya entre la capa sólida separada (14) y la estructura de fabricación (6) con objeto de obtener una capa de líquido similar contigua a la estructura de fabricación (6), conteniendo la capa de líquido similar obtenida el líquido afluido (3) y a ser utilizada en un ciclo consecutivo de dicho método para la solidificación similar de una zona predeterminada de la misma con objeto de obtener una capa consecutiva de dichas capas sólidas adherida a la capa sólida (14); caracterizado por aplicar una presión reducida, en relación con el entorno exterior y, por lo menos, temporalmente durante la realización de, por lo menos, un ciclo de dicho método a, por lo menos, un fluido, tal como el líquido (3) en el depósito de líquido, contactando dicho, por lo menos, un fluido capas del objeto en fabricación que solidificaron en ciclos del método que se llevaron a cabo previamente a dicho, por lo menos, un ciclo de dicho método
Tipo: Patente Internacional (Tratado de Cooperación de Patentes). Resumen de patente/invención. Número de Solicitud: PCT/NL2007/050340.
Solicitante: NEDERLANDSE ORGANISATIE VOOR TOEGEPAST-NATUURWETENSCHAPPELIJK ONDERZOEK TNO.
Nacionalidad solicitante: Países Bajos.
Dirección: SCHOEMAKERSTRAAT 97 2628 VK DELFT PAISES BAJOS.
Inventor/es: BOOT,RONALDUS JACOBUS JOHANNES, MAALDERINK,HERMAN HENDRIKUS.
Fecha de Publicación: .
Fecha Solicitud PCT: 10 de Julio de 2007.
Clasificación PCT:
- B29C67/00 TECNICAS INDUSTRIALES DIVERSAS; TRANSPORTES. › B29 TRABAJO DE LAS MATERIAS PLASTICAS; TRABAJO DE SUSTANCIAS EN ESTADO PLASTICO EN GENERAL. › B29C CONFORMACIÓN O UNIÓN DE MATERIAS PLÁSTICAS; CONFORMACIÓN DE MATERIALES EN ESTADO PLÁSTICO, NO PREVISTA EN OTRO LUGAR; POSTRATAMIENTO DE PRODUCTOS CONFORMADOS, p. ej. REPARACIÓN (fabricación de preformas B29B 11/00; fabricación de productos estratificados combinando capas previamente no unidas para convertirse en un producto cuyas capas permanecerán unidas B32B 37/00 - B32B 41/00). › Técnicas de conformación no cubiertas por los grupos B29C 39/00 - B29C 65/00, B29C 70/00 o B29C 73/00.
Países PCT: Austria, Bélgica, Suiza, Alemania, Dinamarca, España, Francia, Reino Unido, Grecia, Italia, Liechtensein, Luxemburgo, Países Bajos, Suecia, Mónaco, Portugal, Irlanda, Eslovenia, Finlandia, Rumania, Chipre, Lituania, Letonia, Ex República Yugoslava de Macedonia, Albania.
PDF original: ES-2358156_T3.pdf
Fragmento de la descripción:
SECTOR TÉCNICO .
ANTECEDENTES DE LA INVENCIÓN
La presente invención se refiere a un método para la fabricación por capas de un objeto tangible, según el preámbulo de la reivindicación 1. La invención se refiere asimismo a un sistema para la fabricación por capas de un objeto tangible. La invención se refiere además a un controlador para utilizar en dicho sistema, así como a un producto de programa informático, que comprende partes de código de programa para realizar la función de dicho controlador.
Se conoce un método de este tipo. Por ejemplo, a partir del documento DE10256672A1 es conocido que el depósito de líquido tenga una placa inferior transparente, cuyo lado superior tiene una capa de separación. En el espacio sobre la placa inferior existe una placa portadora que se puede subir y bajar. Durante este movimiento, la placa portadora puede alcanzar posiciones comprendidas desde debajo del nivel de líquido hasta encima del mismo. Una capa sólida del objeto tangible, formada en primer lugar, se adhiere al lado inferior de la placa portadora. Cada una de las capas sólidas formadas consecutivamente se adhieren, respectivamente a una capa sólida formada previamente.
Después de la solidificación de cada nueva capa, la placa portadora junto con las capas solidificadas previamente adheridas a la misma, son desplazadas hacia arriba para separar la última capa sólida formada respecto de la capa de separación de la placa inferior. Después de cada una de dichas separaciones, la capa sólida separada es desplazada a una posición predeterminada a cierta distancia de la capa de separación de la placa inferior, para permitir al líquido afluir entre la capa sólida separada y la capa de separación de la placa inferior. Solidificando una zona predeterminada de una capa que contiene el líquido afluido, se obtiene una capa sólida consecutiva del objeto tangible.
El movimiento de separación hacia arriba de la placa portadora requiere que se ejerza una fuerza externa sobre la placa portadora. Esta fuerza externa tiene como resultado un incremento de los esfuerzos internos en el objeto tangible que está siendo fabricado. En particular, los esfuerzos de tracción vertical en objetos con secciones transversales variables pueden incrementarse mucho localmente. Si estos esfuerzos se hacen demasiado elevados, el objeto puede deformarse, deteriorarse o romperse. Puesto que, en el caso del método conocido, una separación rápida requiere que la fuerza externa sea elevada, los esfuerzos internos en el objeto tangible durante dicha separación rápida son asimismo elevados. Por lo tanto, un inconveniente del método conocido es que existen solamente un número limitado de clases de objetos que pueden ser formados rápidamente. Otras clases de objetos, en particular aquellos con secciones transversales que varían considerablemente, no pueden formarse rápidamente con el método conocido. El documento DE-A-10 256 672 da a conocer las características de los preámbulos de las reivindicaciones 1 y 9.
CARACTERÍSTICAS DE LA INVENCIÓN
Es un objetivo de la invención permitir una fabricación más rápida de un objeto tangible.
Por lo tanto, según un primer aspecto de la invención, se da a conocer un método, según la reivindicación 1.
En este método, según el primer aspecto de la invención, por lo menos temporalmente durante la realización de, por lo menos, uno de dichos ciclos del método, se aplica una presión reducida, en relación con el entorno exterior, por lo menos a un fluido, tal como el líquido en el depósito de líquido, en el que dicho, por lo menos, un fluido está en contacto con capas del objeto en fabricación que fueron solidificadas en ciclos del método que se llevaron a cabo previamente a dicho, por lo menos, un ciclo del método. Los efectos favorables de dicha aplicación de presión reducida se aclaran tal como sigue.
Durante la separación rápida de la última capa sólida formada de la estructura de fabricación, existe un periodo de tiempo en el cual el líquido (resina) no está en equilibrio con las fuerzas/presiones en el espacio intermedio entre la capa sólida y la estructura de fabricación. A continuación, se crea una presión reducida (del vacío o del líquido gaseoso) en dicho espacio intermedio, que tiene como resultado una fuerza que deja al líquido fluir en el espacio intermedio en expansión. Por lo tanto, existe una diferencia de presión entre la presión (baja) en dicho espacio intermedio y la presión (elevada) ejercida por dicho, por lo menos, un fluido sobre las capas de contacto (obsérvese que, en el caso del método conocido, la presión en el espacio por encima del nivel del líquido y en contacto con el mismo es la presión ambiental usual, es decir la presión atmosférica). La presencia de dichas diferencias de presión es responsable de una buena parte de la acción de fuerza externa requerida, necesaria para separar la capa sólida de la estructura de fabricación, especialmente para objetos con secciones transversales (considerablemente) variables. La realización de esta gran parte de la acción de fuerza externa, a su vez, es responsable de un incremento de los esfuerzos internos en el objeto durante dicha separación.
Aplicando la presión reducida a dicho, por lo menos, un fluido, se reduce dicha diferencia de presión. Por lo tanto, se reduce aquella parte de la acción de la fuerza externa requerida que es necesaria para superar dicha diferencia de presión, como resultado de lo cual dicha parte de la acción de la fuerza externa requerida contribuye en una menor medida a dicho incremento de los esfuerzos internos en el objeto. Esto permite que, dado un nivel máximo permisible del esfuerzo interno, está disponible una proporción mayor de la fuerza externa para superar otros tipos de resistencias que se producen durante la separación. En otras palabras, aplicar la presión reducida tiene como resultado una proporción menor de la fuerza externa gastada para superar dicha diferencia de presión, y por lo tanto una proporción mayor de la fuerza externa disponible a efectos de conseguir la aceleración de la separación. Por lo tanto, pueden acelerarse las etapas de separación en el método de fabricación del objeto tangible, incluso (y de hecho, especialmente) para objetos con secciones transversales considerablemente variables.
Además, aplicar la presión reducida tiene otra consecuencia favorable, que se explica tal como sigue. Según el método, la etapa de separación está seguida por una etapa de ubicación en la cual, la capa sólida separada y la estructura de fabricación son desplazadas, entre sí, hasta una posición predeterminada entre sí, para dejar que el líquido afluya entre la capa sólida separada y la estructura de fabricación. Normalmente, inmediatamente después de la finalización de la separación se produce un denominado “overshoot” (“exceso de salida”) en este momento relativo. Es decir, en una fase inicial de la etapa de ubicación, la capa sólida separada y la estructura de fabricación son desplazadas separándose más de lo deseado. Esta salida tiene que ser compensada volviendo a acercar de nuevo, durante una fase posterior de la etapa de ubicación, la capa sólida separada y la estructura de fabricación. Durante este movimiento compensatorio, el excedente de líquido que se ha introducido, mientras tanto, en el espacio intermedio entre la capa sólida separada y la estructura de fabricación, debe ser expulsado de nuevo de este espacio intermedio. Esta expulsión requiere tiempo, especialmente cuando la estructura de fabricación es flexible.
Aplicando la presión reducida a dicho, por lo menos, un fluido, se obtienen, por lo menos, las dos ventajas siguientes. En primer lugar, la diferencia de presión reducida correspondientemente que tiene que ser superada durante la fase inicial de la etapa de separación, tiene como resultado una disminución en la magnitud del “exceso de salida”. Este hecho de un exceso de salida menor, ya por sí mismo, acelera la etapa de ubicación, puesto que existe menos exceso de salida a compensar en la etapa de ubicación. En segundo lugar, aparte de la primera ventaja, aplicar la presión reducida acelera además dicha expulsión del sobrante de líquido, puesto que en la expulsión existe menos diferencia de presión a superar.
Por lo tanto, pueden acelerarse no solamente las etapas de separación, sino asimismo las etapas de ubicación en el método de fabricación del objeto tangible.
Además, según un segundo aspecto de la invención,... [Seguir leyendo]
Reivindicaciones:
1. Método para la fabricación por capas de un objeto tangible (5), comprendiendo
el método:
disponer un depósito de líquido (2) que contiene un líquido (3);
disponer una estructura de fabricación (6); y
llevar a cabo repetidamente ciclos del método, comprendiendo cada ciclo del método las etapas de:
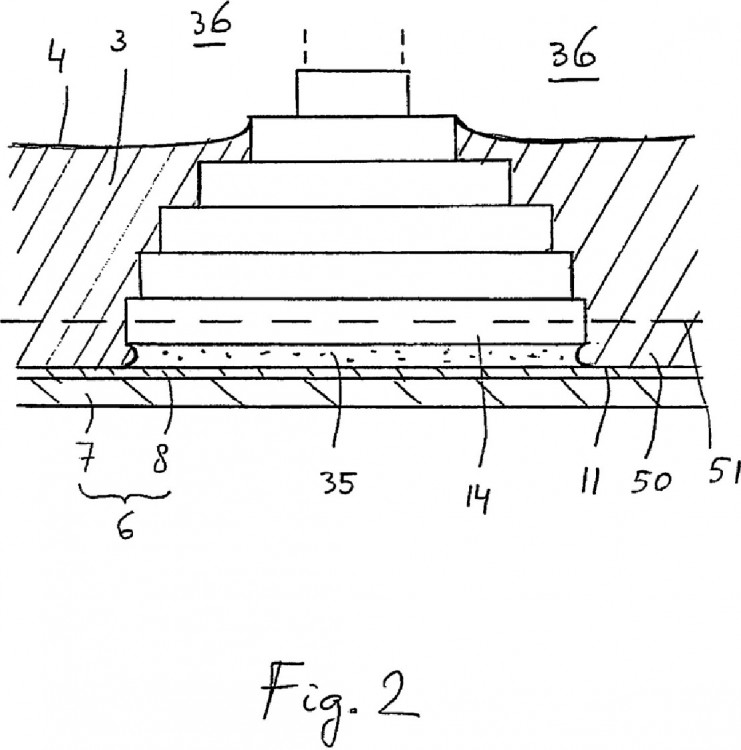
- solidificar una zona predeterminada de una capa del líquido (3), siendo dicha capa (10) contigua a la estructura de fabricación (6), con objeto de obtener una capa sólida (14) del objeto tangible (5), teniendo por lo tanto la capa sólida una forma predeterminada;
- separar dicha capa sólida (14) de dicha estructura de fabricación (6); y
- desplazar, entre sí, la capa sólida separada (14) y la estructura de fabricación
(6) hasta una posición predeterminada entre sí para dejar que el líquido (3) afluya entre la capa sólida separada (14) y la estructura de fabricación (6) con objeto de obtener una capa de líquido similar contigua a la estructura de fabricación (6), conteniendo la capa de líquido similar obtenida el líquido afluido
(3) y a ser utilizada en un ciclo consecutivo de dicho método para la solidificación similar de una zona predeterminada de la misma con objeto de obtener una capa consecutiva de dichas capas sólidas adherida a la capa sólida (14);
caracterizado por
aplicar una presión reducida, en relación con el entorno exterior y, por lo menos, temporalmente durante la realización de, por lo menos, un ciclo de dicho método a, por lo menos, un fluido, tal como el líquido (3) en el depósito de líquido, contactando dicho, por lo menos, un fluido capas del objeto en fabricación que solidificaron en ciclos del método que se llevaron a cabo previamente a dicho, por lo menos, un ciclo de dicho método.
2. Método, según la reivindicación 1, en el que dicha presión reducida se aplica, por lo menos, temporalmente durante la realización de, por lo menos, dicha etapa de separación de dicho, por lo menos, un ciclo de dicho método.
3. Método, según la reivindicación 1 ó 2, en el que dicha presión reducida se aplica, por lo menos, temporalmente durante la realización de, por lo menos, dicha etapa de ubicación de dicho, por lo menos, un ciclo de dicho método.
4. Método, según cualquiera de las reivindicaciones precedentes, en el que durante dicha aplicación de presión reducida se inyecta una forma gaseosa de, por lo menos, un componente del líquido (3) en una cámara de despresurización que contiene dicho, por lo menos, un fluido.
5. Método, según cualquiera de las reivindicaciones precedentes, en el que, por lo menos después de una parte de dicha etapa de separación de dicho, por lo menos, un ciclo de dicho método, dicha presión reducida se incrementa, por lo menos, temporalmente para fomentar que el líquido afluya entre dicha capa sólida (14) separada, por lo menos parcialmente, y la estructura de fabricación (6).
6. Método, según cualquiera de las reivindicaciones precedentes, en el que la presión reducida aplicada a dicho, por lo menos, un fluido es menor de 75% de la presión atmosférica.
7. Método, según la reivindicación 6, en el que la presión reducida aplicada a dicho, por lo menos, un fluido es menor de 50% de la presión atmosférica.
8. Método, según la reivindicación 7, en el que la presión reducida aplicada a dicho, por lo menos, un fluido es menor de 25% de la presión atmosférica.
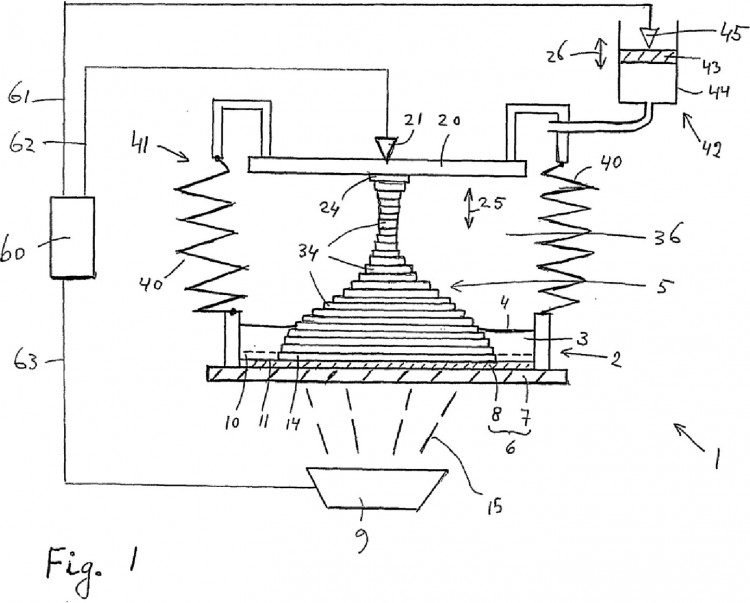
9. Sistema para la fabricación por capas de un objeto tangible (5), comprendiendo el sistema:
un depósito de líquido (2) para contener un líquido (3) en el mismo;
una estructura de fabricación (6) que está en contacto con el líquido en el depósito de líquido;
medios de solidificación (9) para solidificar una zona predeterminada de una capa del líquido (3), siendo dicha capa (10) contigua a la estructura de fabricación (6), con objeto de obtener una capa sólida (14) del objeto tangible (5), teniendo por lo tanto la capa sólida una forma predeterminada;
medios de separación (21) para separar dicha capa sólida (14) respecto de dicha estructura de fabricación (6);
medios de desplazamiento (21) para desplazar, entre sí, la capa sólida separada (14) y la estructura de fabricación (6) hasta una posición predeterminada entre sí para dejar que el líquido (3) afluya entre la capa sólida separada (14) y la estructura de fabricación
(6) con objeto de obtener una capa de líquido similar contigua a la estructura de fabricación (6), conteniendo la capa de líquido similar obtenida el líquido afluido (3) y a ser utilizada para la solidificación similar de una zona predeterminada de la misma, con objeto de obtener una consecutiva de dichas capas sólidas adherida a la capa sólida (14);
caracterizado por
una cámara de despresurización (41) que define un espacio interior (36) para contener, por lo menos, un fluido, tal como el líquido (3) en el depósito de líquido;
medios (42) de control de la presión para aplicar una presión reducida, en relación con el entorno exterior, a dicho, por lo menos, un fluido cuando dicho, por lo menos, un fluido contacta con capas del objeto en fabricación; y
un controlador (60) dispuesto para controlar el funcionamiento del medio de solidificación (9), del medio de separación (21), del medio de desplazamiento (21) y del medio (42) de control de la presión.
10. Sistema, según la reivindicación 9, en el que el medio (42) de control de la presión comprende un pistón (43) dentro de un cilindro (44).
11. Sistema, según la reivindicación 9 ó 10, en el que el controlador (60) está dispuesto para controlar la fabricación del objeto tangible (5) en función de un valor predeterminado de la fuerza ejercida para dicha separación y/o dicho desplazamiento de la capa sólida (14) y la estructura de fabricación (6), o de un parámetro relacionado con la fuerza.
12. Controlador adaptado para su utilización en un sistema (1), según cualquiera de las reivindicaciones 9 a 11.
13. Producto de programa informático, que comprende partes de código de programa para llevar a cabo la función de un controlador (60), según la reivindicación 12, cuando se ejecuta en un aparato programable.
Patentes similares o relacionadas:
 Procedimiento y dispositivo para producir un objeto multicelular tridimensional, del 29 de Julio de 2020, de TECHNISCHE UNIVERSITAT BERLIN: Procedimiento para producir un objeto multicelular tridimensional, con los pasos siguientes:
a) introducción de un primer líquido fotopolimerizable […]
Procedimiento y dispositivo para producir un objeto multicelular tridimensional, del 29 de Julio de 2020, de TECHNISCHE UNIVERSITAT BERLIN: Procedimiento para producir un objeto multicelular tridimensional, con los pasos siguientes:
a) introducción de un primer líquido fotopolimerizable […]
Procedimiento y dispositivo para fabricar una estructura de superficie tridimensional de una herramienta de prensa, del 22 de Julio de 2020, de HUECK RHEINISCHE GMBH: Procedimiento para la fabricación de una estructura de superficie de una herramienta de prensado de gran formato con al menos una longitud de borde de más de […]
Poliéster termoplástico para la fabricación de objetos de impresión en 3D, del 15 de Julio de 2020, de ROQUETTE FRERES: Utilización de un poliéster termoplástico para la fabricación de objetos de impresión en 3D, comprendiendo dicho poliéster: * al menos una unidad de 1,4:3,6-dianhidrohexitol […]
 Procedimiento para la fabricación generativa y la codificación de un elemento constructivo tridimensional, del 24 de Junio de 2020, de Linde GmbH: Procedimiento para la fabricación generativa y la codificación de un elemento constructivo tridimensional, que comprende las siguientes etapas
proporcionar […]
Procedimiento para la fabricación generativa y la codificación de un elemento constructivo tridimensional, del 24 de Junio de 2020, de Linde GmbH: Procedimiento para la fabricación generativa y la codificación de un elemento constructivo tridimensional, que comprende las siguientes etapas
proporcionar […]
Aparatos de fabricación adicionales y métodos relacionados con estrategias de escaneo especiales, del 29 de Abril de 2020, de RENISHAW PLC: Un aparato de fabricación aditiva por fusión selectiva mediante láser que comprende una cámara de construcción, una plataforma […]
Sistema para fabricar piezas compuestas de manera aditiva, del 29 de Abril de 2020, de THE BOEING COMPANY: Sistema para fabricar de manera aditiva una pieza compuesta , comprendiendo el sistema : un conjunto de suministro , […]
Aleta de orza con núcleo estructurante metálico y envoltura a medida impresa en PLA, del 22 de Abril de 2020, de Seair: Aleta de orza de barco que se fija a un brazo de orza por una carlinga realizado por el ensamblaje de un núcleo de aleta y de una envoltura, el núcleo de […]
Polvo polimérico para procedimiento de fusión de lecho de polvo, del 15 de Abril de 2020, de Evonik Operations GmbH: Polvo polimérico para empleo en un procedimiento de fusión de lecho de polvo, caracterizado por que el polvo polimérico está revestido con una sustancia […]