Método y dispositivo para producir lentes de gafas hechas de plástico.
Método para elaborar lentes de plástico para gafas, que consiste en mecanizar piezas brutas de plástico en función de datos que reproducen la superficie de la lente acabada y los parámetros del proceso,
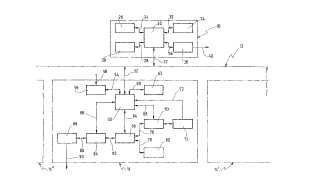
caracterizado porque las piezas brutas de plástico se mecanizan en una de varias estaciones descentralizadas (14, 14', 14''), es decir en mayoristas o grandes laboratorios que ejercen paralelamente su actividad en un mercado determinado, porque, opcionalmente, los datos se computan como datos originales para lentes de gafas individuales en una estación central (10) y de ahí se transmiten a la estación descentralizada (14, 14', 14'' o se leen como segundos datos para lentes de gafas no individuales de una memoria (62) en la estación descentralizada (14, 14', 14'') .
Tipo: Patente Internacional (Tratado de Cooperación de Patentes). Resumen de patente/invención. Número de Solicitud: PCT/EP2003/007075.
Solicitante: Carl Zeiss Vision GmbH.
Inventor/es: HAIDL,Markus, MERTIN,Michael, ZAISER,Michael.
Fecha de Publicación: .
Clasificación Internacional de Patentes:
- B29D11/00 TECNICAS INDUSTRIALES DIVERSAS; TRANSPORTES. › B29 TRABAJO DE LAS MATERIAS PLASTICAS; TRABAJO DE SUSTANCIAS EN ESTADO PLASTICO EN GENERAL. › B29D FABRICACION DE OBJETOS PARTICULARES A PARTIR DE MATERIAS PLASTICAS O DE SUSTANCIAS EN ESTADO PLASTICO (fabricación de gránulos B29B 9/00; fabricación de preformas B29B 11/00). › Fabricación de elementos ópticos, p. ej. lentes, prismas.
- G02C13/00 FISICA. › G02 OPTICA. › G02C GAFAS; GAFAS DE SOL O GAFAS PROTECTORAS EN LA MEDIDA EN QUE SUS CARACTERISTICAS SON LAS MISMAS QUE LAS DE LAS GAFAS; LENTES DE CONTACTO. › Ensamblado; Reparación; Limpieza (desinfección o esterilización de lentes de contacto A61L 12/00).
- G02C7/02 G02C […] › G02C 7/00 Piezas ópticas (caracterizadas por el material de que están hechas G02B 1/00). › Cristales; Sistemas de cristales.
- G06Q10/00 G […] › G06 CALCULO; CONTEO. › G06Q METODOS O SISTEMAS DE PROCESAMIENTO DE DATOS ESPECIALMENTE ADAPTADOS PARA FINES ADMINISTRATIVOS, COMERCIALES, FINANCIEROS, DE GESTION, DE SUPERVISION O DE PRONOSTICO; METODOS O SISTEMAS ESPECIALMENTE ADAPTADOS PARA FINES ADMINISTRATIVOS, COMERCIALES, FINANCIEROS, DE GESTION, DE SUPERVISION O DE PRONOSTICO, NO PREVISTOS EN OTRO LUGAR. › Administración; Gestión.
PDF original: ES-2377117_T3.pdf
Fragmento de la descripción:
Método y dispositivo para producir lentes de gafas hechas de plástico La presente invención se refiere a un método de producción de lentes de plástico para gafas, que consiste en mecanizar masas brutas de plástico en función unos datos que reproducen la superficie de la lente acabada y los parámetros del proceso de mecanización, conforme a la reivindicación 1.
La presente invención también se refiere a un dispositivo de producción de lentes de plástico para gafas mediante un aparato de mecanizar masas brutas de plástico y un ordenador para regularlo, en función unos datos que reproducen la superficie de la lente acabada y los parámetros del proceso de mecanización, conforme a la reivindicación 21.
Los métodos y dispositivos del tipo anteriormente mencionado son conocidos en general.
En las lentes modernas para gafas, sobre todo en las de visión progresiva, se distingue entre las denominadas “no individuales” e “individuales”.
Las lentes no individuales de gafas son las convencionales de tipo estándar que para su ejecución en plástico se fabrican como producto semielaborado mediante un proceso de moldeo por fusión. Estos productos semielaborados son producidos por un gran fabricante acreditado de lentes de gafas o a escala local por un mayorista especializado que no solo fabrica las masas brutas, sino que además mecaniza la superficie según los datos facilitados al paciente por las tiendas de óptica.
Los productos semielaborados suelen fabricarse en diversas variantes según la curvatura básica, la adición, la diferenciación derecha/izquierda y el tipo de vidrio. De la correspondiente masa bruta adecuada se conforma luego la lente según los requisitos de cada paciente.
En comparación con una lente no individual de visión progresiva, en el caso de las lentes individuales para gafas el oftalmólogo o el óptico registran otros parámetros adicionales que entran individualmente en el cálculo de la lente. Por lo tanto cada lente progresiva individual se calcula y elabora individualmente para un paciente concreto.
Por consiguiente solo pueden elaborar lentes progresivas individuales unos pocos fabricantes, que además de la tecnología productiva necesaria debe disponer del know-how para calcular dichas lentes progresivas individuales. En general dichos fabricantes son exclusivamente los productores experimentados de vidrios para gafas.
En el caso de las lentes no individuales de gafas la pieza bruta de plástico o el producto semielaborado se suele mecanizar y fijar como acabado sobre la superficie frontal, en forma de área de visión progresiva. Por lo tanto la mecanización individual del producto semielaborado para el paciente solo se efectúa sobre la superficie trasera (la llamada “superficie prescrita”) .
En el caso de las lentes individuales de gafas este procedimiento no es posible, porque, además de la superficie trasera mecanizada individualmente para el paciente, sobre la superficie frontal hay que conformar un área de visión progresiva determinada individualmente para el paciente.
En resumen esto significa que según el estado técnico actual solo los grandes fabricantes de lentes de gafas tienen la capacidad de producir lentes progresivas individuales, lo cual dificulta su propagación en interés del paciente que desea esta forma de gafas. La razón es que la producción de este tipo de lentes progresivas individuales requiere más tiempo y la tramitación de las reclamaciones resulta más complicada; además no siempre se puede garantizar que la aptitud sea suficiente.
El documento EP 0 576 268 B1 describe un sistema para producir gafas. El sistema consta de una serie de puntos de venta, distribuidos territorialmente, que están conectados a un centro de producción a través de una red de comunicación abierta. En los puntos de venta se toman los datos de las gafas y de las lentes y se introducen en un aparato que los registra, y de ahí son transmitidos al centro de producción. En los puntos de venta no hay ningún dispositivo de fabricación.
El documento EP 0 299 690 A2 describe un sistema para procesar prescripciones de lentes de contacto. El sistema consta de una serie de terminales distribuidos territorialmente a los oftalmólogos, p.ej. ordenadores personales o teléfonos, que están conectados a un centro de producción mediante una red de comunicación abierta. De este modo se tramitan los encargos, se guardan las recetas, se organizan los historiales de los pacientes, etc. En el área de la terminal tampoco se realiza ningún tipo de elaboración.
En el documento US 2001/0042028 A1 se describe un sistema similar de venta de gafas y lentes, diferenciando entre patentes ya registradas y patentes aún no registradas.
El documento EP 0 299 690 A2 describe un dispositivo para mecanizar los bordes de una lente de gafas, con el fin de encajarla en una determinada montura de forma no circular. Los datos de la montura están almacenados en una memoria electrónica o, en el caso de que sea una montura nueva, primero de miden y luego se depositan en dicha memoria. Estos datos se introducen en un dispositivo de mecanización de bordes.
Por lo tanto el objetivo de la presente invención es desarrollar un método y un dispositivo del tipo mencionado al principio, que permitan la elaboración de lentes de gafas progresivas, tanto de tipo convencional no individual como, en particular, de tipo individual, no solo por parte de unos pocos fabricantes de lentes de gafas, sino también de manera descentralizada en mayoristas, grandes laboratorios y similares, como los que hoy en día hay en muchos mercados.
Este objetivo se resuelve mediante un método según la reivindicación 1 y un dispositivo según la reivindicación 21.
De este modo queda completamente resuelto el problema subyacente a la presente invención.
Según la presente invención es posible mecanizar lentes progresivas de gafas convencionales no individuales solo con los medios disponibles en cada estación descentralizada, almacenando el conjunto de datos necesario para cada forma superficial y los correspondientes parámetros de mecanización, de manera que sean inmediatamente accesibles para proceder a una elaboración en las estaciones descentralizadas. Si por el contrario hay que elaborar una lente progresiva individual, se puede recurrir a la capacidad de cálculo de la estación central, que no hace falta que exista en cada estación descentralizada.
Por tanto la presente invención permite por primera vez la asignación a un nivel descentralizado de la competencia para elaborar lentes progresivas individuales en un mercado donde hay muchos mayoristas o grandes laboratorios trabajando en paralelo, con lo cual se acortan globalmente los tiempos de elaboración y la competencia resulta más efectiva.
En formas de ejecución preferidas del método de la presente invención, las piezas de plástico en bruto primero se moldean por procedimientos ya conocidos y luego se mecanizan, preferentemente por torneado, lijado, fresado u otros procesos de mecanización conocidos.
Como ya se ha dicho, según el tipo de lente a elaborar, se puede conformar definitivamente una de las superficies de la pieza de plástico ya durante el moldeo, para después mecanizar la otra, o bien no elaborar ninguna de ellas durante el moldeo y luego mecanizar ambas superficies.
En el primer caso se conforma preferiblemente una cara como superficie preelaborada de visión progresiva y la otra se mecaniza como superficie prescrita. Como alternativa también puede conformarse previamente una superficie esférica o tórica de manera aproximada y mecanizar la otra como superficie combinada y prescrita. En ambos casos dicha otra superficie se encuentra preferentemente al dorso de la lente.
En el caso citado en último lugar cabe incluso la posibilidad de elaborar las masas brutas de plástico fuera de la estación descentralizada, como piezas no mecanizadas - denominadas “discos de hockey” - y luego enviarlas a la estación descentralizada, lo cual supone un ahorro considerable.
Asimismo es preferible mecanizar en primer lugar las masas brutas de plástico con arranque de virutas, mediante procedimientos conocidos, luego pulirlas y por último marcarlas.
En formas de ejecución preferidas del método de la presente invención se computan o leen, en función de las señales de entrada, los primeros o segundos... [Seguir leyendo]
Reivindicaciones:
1. Método para elaborar lentes de plástico para gafas, que consiste en mecanizar piezas brutas de plástico en función de datos que reproducen la superficie de la lente acabada y los parámetros del proceso, caracterizado porque las piezas brutas de plástico se mecanizan en una de varias estaciones descentralizadas (14, 14', 14”) , es decir en mayoristas o grandes laboratorios que ejercen paralelamente su actividad en un mercado determinado, porque, opcionalmente, los datos se computan como datos originales para lentes de gafas individuales en una estación central (10) y de ahí se transmiten a la estación descentralizada (14, 14', 14”) o se leen como segundos datos para lentes de gafas no individuales de una memoria (62) en la estación descentralizada (14, 14', 14”) .
2. Método según la reivindicación 1, caracterizado porque las piezas brutas de plástico se moldean primero por fusión y luego se mecanizan.
3. Método según la reivindicación 2, caracterizado porque las piezas brutas de plástico se mecanizan por torneado.
4. Método según la reivindicación 2, caracterizado porque las piezas brutas de plástico se mecanizan por lijado.
5. Método según la reivindicación 2, caracterizado porque las piezas brutas de plástico se mecanizan por fresado.
6. Método según una o varias de las reivindicaciones 2 a 5, caracterizado porque durante el moldeo una de las superficies de la pieza bruta de plástico queda acabada y la otra se mecaniza.
7. Método según la reivindicación 6, caracterizado porque una cara se conforma como superficie preelaborada de visión progresiva y la otra se mecaniza como superficie prescrita.
8. Método según la reivindicación 6, caracterizado porque una cara se conforma como superficie esférica o tórica y la otra como combinación de la superficie progresiva y la superficie prescrita.
9. Método según la reivindicación 7 u 8, caracterizado porque la otra superficie se halla en la cara posterior de la lente.
10. Método según una o varias de las reivindicaciones 2 a 5, caracterizado porque durante el moldeo ninguna de las dos superficies de la pieza bruta de plástico se elabora definitivamente, sino que ambas se mecanizan.
11. Método según la reivindicación 10, caracterizado porque las piezas brutas de plástico se elaboran fuera de la estación descentralizada (14, 14', 14”) como productos sin mecanizar y después se transportan a la estación descentralizada (14, 14', 14”) .
12. Método según una o varias de las reivindicaciones 1 a 11, caracterizado porque primero las piezas brutas de plástico se mecanizan con arranque de virutas, luego se pulen y por último se marcan.
13. Método según una o varias de las reivindicaciones 1 a 12, caracterizado porque los primeros o segundos datos se computan o se registran en función de las señales de entrada introducidas en la estación descentralizada (14, 14', 14”) .
14. Método según la reivindicación 13, caracterizado porque las señales de entrada se introducen a mano.
15. Método según la reivindicación 13 o 14, caracterizado porque en la estación descentralizada (14, 14', 14”) , después de introducir las señales de entrada, primero se elige un soporte de piezas (66) en el cual se monta una pieza bruta de plástico por mecanizar y luego se traslada dicho soporte a un dispositivo de mecanización 884) .
16. Método según la reivindicación 15, caracterizado porque se lee una marca sobre el soporte de piezas (66) y se vincula a un grupo de datos.
17. Método según la reivindicación 16, caracterizado porque se añaden al grupo de datos los segundos datos leídos en función de las señales de entrada de la memoria (62) .
18. Método según la reivindicación 16 o 17, caracterizado porque el grupo de datos se transmite a la estación central (10) y se almacena allí.
19. Método según una o varias de las reivindicaciones 1 a 18, caracterizado porque la estación central (10) posee otra memoria (30) donde están almacenadas las actualizaciones de segundos datos y porque antes de leer los segundos datos de la memoria (62) éstos se comparan con las actualizaciones mediante la conexión con la
memoria (30) .
20. Método según la reivindicación 19, caracterizado porque cuando los segundos datos no coinciden con las actualizaciones, aquéllos se sustituyen en la memoria (62) por las actualizaciones. 5
21. Equipo para elaborar lentes de plástico para gafas que comprende un dispositivo de mecanización (84) de piezas brutas de plástico y un ordenador (50) que controla el dispositivo de mecanización (84) en función de los datos que reproducen la superficie de la lenta acabada y parámetros del proceso de mecanización, caracterizado porque consta de una estación central (10) con una serie de estaciones descentralizadas (14, 14', 14”) conectadas mediante una red de distribución (12) , es decir mayoristas o grandes laboratorios que ejercen paralelamente su actividad en un mercado determinado, de modo que la estación central (10) contiene un módulo de cálculo (26) para el cómputo de los primeros datos de lentes individuales y en las estaciones descentralizadas (14, 14', 14”) hay una memoria (62) para segundos datos de lentes no individuales y el ordenador (50) dispone de medios para regular el dispositivo de mecanización (84) en función de los primeros o segundos datos.
Patentes similares o relacionadas:
Procedimiento implementado por ordenador para determinar una representación de un borde de una montura de gafas o una representación de los bordes de los cristales de unas gafas, del 17 de Junio de 2020, de Carl Zeiss Vision International GmbH: Procedimiento implementado por ordenador para determinar una representación de un borde de una montura de gafas o una representación de los bordes de los cristales de […]
Estuche para transporte y limpieza automática de gafas, del 12 de Febrero de 2020, de UNIVERSIDAD COMPLUTENSE DE MADRID: Estuche para transporte y limpieza automática de gafas. Actualmente, se utilizan fundas de diferentes materiales, tamaños y formas para la protección y salvaguarda […]
Aparato centrador-bloqueador para lente oftálmica, del 29 de Enero de 2020, de ESSILOR INTERNATIONAL: Aparato centrador-bloqueador que incluye: - un bastidor , - un soporte montado en el bastidor , que está adaptado para […]
Método para terminar un frente de una montura de gafas, del 11 de Noviembre de 2019, de Luxottica S.r.l: Un método para terminar un frente de una montura de gafas, que comprende las siguientes etapas: - acoplar al menos una tapa protectora […]
Gafas modulares y método para fabricarlas, del 6 de Noviembre de 2019, de Leung, Yuet-Charn: Unas gafas modulares que se componen de: dos lentes , cada lente tiene un orificio de conexión no circular que está definido a través […]
Procedimiento, dispositivo y programa informático para la adaptación virtual de una montura de gafas, del 11 de Septiembre de 2019, de Carl Zeiss Vision International GmbH: Procedimiento implementado por ordenador para la adaptación de gafas, que comprende: adaptar virtualmente un modelo de montura paramétrico a un modelo 3D […]
Procedimiento de ayuda para la determinación de parámetros de visión de un sujeto, del 14 de Agosto de 2019, de INTERACTIF VISUEL SYSTEME (I V S): Procedimiento de ayuda para la determinación de parámetros de visión de un sujeto , que comprende las etapas siguientes: - capturar dos imágenes […]
Dispositivo espaciador para monturas de gafas, del 1 de Agosto de 2019, de SAFILO SOCIETA' AZIONARIA FABBRICA ITALIANA LAVORAZIONE OCCHIALI S.P.A.: 1. Un dispositivo espaciador para monturas de gafas configurado para mantener el par de varillas de la montura separados entre sí y con respecto […]