METODO DE FABRICACION DE UN CUERPO ESTRUCTURAL.
Un método de fabricación de un cuerpo estructural que comprende las etapas de:
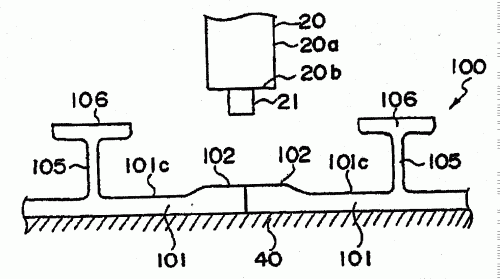
(i) poner a tope respectivos extremos de placas de cara (101) de dos miembros (100) teniendo cada placa (101) en dicho extremo de la misma una parte extrema gruesa (102) que sobresale desde un primer lado de dicha placa de cara (101) por encima de una parte de superficie adyacente (101c) en dicho primer lado; y (ii) unir dichos dos miembros (100) en una línea de junta realizando una unión por agitación con fricción en las partes de más gruesas (102) de dichos extremos a tope desde sólo dicho primer lado de dichas placas de cara para unir las placas de cara 3en su dirección de espesor, siendo realizada la unión de agitación con fricción por medio de una herramienta giratoria (20) que tiene una parte de punta de diámetro pequeño (21) que sobresale desde el extremo de una barra redonda de una parte de diámetro grande (20a), en el que la herramienta giratoria (20) es insertada en dicho primer lado de dichas placas de cara y movida a lo largo de la línea de junta de manera que dicha parte de punta (21) no penetra en las placas de cara (101); caracterizado porque: durante la etapa (ii) el eje central de la herramienta giratoria (20) está inclinado con la vertical, hacia atrás en contra de la dirección del desplazamiento de la herramienta, y la parte posterior de la parte de diámetro grande (20a) de la herramienta se introduce en las partes extremas más gruesas (102) de las placas de cara (101) perro no llega debajo del nivel de dichas partes de superficie adyacentes (101c) en dicho primer lado de las placas de cara (101); y el método incluye la etapa de: (iii) pulir o hacer incidir un chorro en dichos miembros unidos (100) en la superficie de dichas partes extremas en un segundo lado de la misma opuesto desde dicho primer lado en el que ha sido realizada la unión por agitación con fricción, para acabar dicha superficie como una superficie exterior de dicho cuerpo estructural.
Tipo: Resumen de patente/invención.
Solicitante: HITACHI, LTD..
Nacionalidad solicitante: Japón.
Dirección: 6 KANDA SURUGADAI 4-CHOME,CHIYODA-KU, TOKYO 101-8010.
Inventor/es: EZUMI, MASAKUNI, HITACHI, LTD. KASADO ADM. DIV., SATOU, AKIHIRO, HITACHI, LTD. KASADO ADM. DIV., FUKUYORI, KAZUSHIGE, KASADO KIKAI CO., LTD.
Fecha de Publicación: .
Fecha Solicitud PCT: 15 de Junio de 1999.
Fecha Concesión Europea: 25 de Agosto de 2004.
Clasificación Internacional de Patentes:
- B23K20/12 TECNICAS INDUSTRIALES DIVERSAS; TRANSPORTES. › B23 MAQUINAS-HERRAMIENTAS; TRABAJO DE METALES NO PREVISTO EN OTRO LUGAR. › B23K SOLDADURA SIN FUSION O DESOLDEO; SOLDADURA; REVESTIMIENTO O CHAPADO POR SOLDADURA O SOLDADURA SIN FUSION; CORTE POR CALENTAMIENTO LOCALIZADO, p. ej. CORTE CON SOPLETE; TRABAJO POR RAYOS LASER (fabricación de productos revestidos de metal por extrusión de metales B21C 23/22; realización de guarniciones o recubrimientos por moldeo B22D 19/08; moldeo por inmersión B22D 23/04; fabricación de capas compuestas por sinterización de polvos metálicos B22F 7/00; disposiciones sobre las máquinas para copiar o controlar B23Q; recubrimiento de metales o recubrimiento de materiales con metales, no previsto en otro lugar C23C; quemadores F23D). › B23K 20/00 Soldadura no eléctrica por percusión u otra forma de presión, con o sin calentamiento, p. ej. revestimiento o chapeado. › siendo producido el calor por fricción; Soldadura por fricción.
- B23K31/00 B23K […] › Procedimientos derivados de la presente subclase, especialmente adaptados a objetos o a fines particulares, pero no cubiertos por uno solo de los grupos principales B23K 1/00 - B23K 28/00 (fabricación de tubos o de perfiles que comportan operaciones distintas a las de soldadura sin fusión o soldadura B21C 37/04, B21C 37/08).
- B23K37/08 B23K […] › B23K 37/00 Dispositivos o procedimientos auxiliares no especialmente adaptados a un procedimiento cubierto en uno solo de los grupos principales de esta subclase (pantallas de protección para los ojos de los operarios, llevadas por el operario o sujetadas manualmente A61F 9/00; aplicables a las máquinas de trabajar metales no destinados a la soldadura sin fusión, o a la soldadura o al corte por soplete B23Q; otras pantallas protectoras F16P 1/06). › para el desbarbado.
- B24B29/00 B […] › B24 TRABAJO CON MUELA; PULIDO. › B24B MAQUINAS, DISPOSITIVOS O PROCEDIMIENTOS PARA TRABAJAR CON MUELA O PARA PULIR (por electroerosión B23H; tratamiento por chorro abrasivo B24C; grabado o pulido electrolítico C25F 3/00 ); REAVIVACION O ACONDICIONAMIENTO DE SUPERFICIES ABRASIVAS; ALIMENTACION DE MAQUINAS CON MATERIALES DE RECTIFICAR, PULIR O ALISAR. › Máquinas o dispositivos para pulir superficies de piezas por medio de herramientas hechas de materiales blandos o flexibles con o sin aplicación de productos de pulido sólidos o líquidos (para trabajar con muela o pulir por medio de cintas B24B 21/00).
- B24C1/00 B24 […] › B24C TRATAMIENTO POR CHORRO ABRASIVO O CHORRO ANALOGO, CON MATERIALES EN PARTICULAS. › Métodos para la utilización del chorro abrasivo con vistas a la realización de un trabajo determinado; Utilización de equipos auxiliares vinculados a estos métodos.
- B24C1/06 B24C […] › B24C 1/00 Métodos para la utilización del chorro abrasivo con vistas a la realización de un trabajo determinado; Utilización de equipos auxiliares vinculados a estos métodos. › para obtener superficies mates, p. ej. sobre materiales plásticos, sobre el vidrio.
- B24C1/08 B24C 1/00 […] › para pulir superficies, p. ej. utilizando abrasivos arrastrados por un líquido.
- B61D17/04 B […] › B61 FERROCARRILES. › B61D PARTES CONSTITUTIVAS O TIPOS DE VEHICULOS FERROVIARIOS (vehículos en general B60; adaptación de vehículos a sistemas ferroviarios especiales B61B; chasis B61F). › B61D 17/00 Partes constitutivas estructurales del cuerpo de los vehículos (para vagones-cisterna B61D 5/00; para vagones tolva B61D 7/00; especialmente adaptados para vagones basculantes B61D 9/06; para vagones mineros B61D 11/00). › con cajas metálicas; de estructura compuesta, p. ej. caja con estructura de metal y madera.
- F16S1/02 MECANICA; ILUMINACION; CALEFACCION; ARMAMENTO; VOLADURA. › F16 ELEMENTOS O CONJUNTOS DE TECNOLOGIA; MEDIDAS GENERALES PARA ASEGURAR EL BUEN FUNCIONAMIENTO DE LAS MAQUINAS O INSTALACIONES; AISLAMIENTO TERMICO EN GENERAL. › F16S ELEMENTOS CONSTRUCTIVOS EN GENERAL; ESTRUCTURAS CONSTRUIDAS CON ESTOS ELEMENTOS, EN GENERAL. › F16S 1/00 Planchas, paneles o cualesquiera otros elementos de proporciones parecidas; Estructuras que implican el montaje de estos elementos (armaduras prefabricadas F16S 3/00; productos estratificados B32B). › proyectados para ajustar canto con canto, p. ej. formando ángulo; Montajes para ello.
Países PCT: Alemania, España, Francia, Reino Unido, Italia, Suecia, Oficina Europea de Patentes.
Patentes similares o relacionadas:
Procedimiento para la producción de una unión de soldadura por fricción para la unión de, como mínimo, dos componentes de tipo placa, del 8 de Julio de 2020, de EJOT GMBH & CO. KG: Procedimiento para la producción de una unión de soldadura por fricción para la unión de, como mínimo, dos componentes de tipo placa, […]
Cabezal de soldadura por fricción agitación con unos órganos de acoplamiento y por lo menos un elemento elástico, del 8 de Abril de 2020, de Ecole Normale Superieure De Rennes: Cabezal de soldadura por fricción agitación, destinado a ser fijado sobre una máquina para realizar una soldadura por fricción agitación […]
Aleación resistente al calor y método de fabricación de la misma, del 26 de Febrero de 2020, de A.L.M.T. CORP: Una aleación resistente al calor caracterizada por consistir en una primera fase que es una fase de metal de W, una segunda fase de Mo5SiB2, y una tercera fase de carbonitruro […]
Aparato y método de soldadura por fricción, del 5 de Febrero de 2020, de THE BOEING COMPANY: Un aparato de soldadura por fricción que comprende: un alojamiento de husillo ; una herramienta de pasador concéntrica con un eje […]
Dispositivo de soldadura por presión y procedimiento de soldadura por presión, del 1 de Enero de 2020, de KUKA Deutschland GmbH: Dispositivo de soldadura por presión con un dispositivo de plastificación y un dispositivo de recalcado así como también alojamientos para componentes […]
Método para unir dos piezas mediante soldadura por fricción-agitación, del 20 de Noviembre de 2019, de RUAG Aerospace Structures GmbH: Un método para unir dos piezas mediante soldadura por fricción-agitación, comprendiendo el método las etapas de: proporcionar una primera […]
Procedimiento para fabricar un elemento de conexión eléctrico, del 13 de Noviembre de 2019, de AUTO-KABEL MANAGEMENT GMBH: Procedimiento para fabricar un elemento de conexión eléctrico , que comnprende - proporcionar una primera pieza plana de un sustrato […]
Dispositivo para la unión de componentes, especialmente mediante perforación directa, en especial perforación de agujeros de flujo o mediante soldadura por fricción, así como procedimiento para la unión de componentes, especialmente mediante atornillado directo o soldadura por fricción, del 30 de Octubre de 2019, de DEPRAG Schulz GmbH u. Co: Dispositivo para la unión de componentes , especialmente mediante perforación directa, en especial perforación de agujeros de flujo, o también mediante soldadura […]