Medición de diámetros en tornos.
Torno (1) que comprende:
- un cabezal (7) dispuesto sobre una bancada (6) y que puede ser activado en rotación alrededor de la dirección Z (10),
el eje de rotación, para recibir la pieza de trabajo (5),
- un dispositivo de medición (2) con una sonda de medición (3, 23) para medir un diámetro central o excéntrico (8) de una pieza sujetada (5),
caracterizado porque
la sonda de medición (3, 23) puede ser desplazada en las dos direcciones transversales con respeto al eje de rotación, la dirección X (11) y la dirección Y (12).
Tipo: Patente Internacional (Tratado de Cooperación de Patentes). Resumen de patente/invención. Número de Solicitud: PCT/EP2009/066723.
Solicitante: MAG IAS GMBH.
Inventor/es: SCHREIBER, LEO.
Fecha de Publicación: .
Clasificación Internacional de Patentes:
- B23B25/06 TECNICAS INDUSTRIALES DIVERSAS; TRANSPORTES. › B23 MAQUINAS-HERRAMIENTAS; TRABAJO DE METALES NO PREVISTO EN OTRO LUGAR. › B23B TORNEADO; TALADRADO (usando un electrodo en lugar de una herramienta B23H, p.ej. haciendo agujeros B23H 9/14; trabajando con un haz de laser B23K 26/00; dispositivos para copiar o controlar B23Q). › B23B 25/00 Accesorios o equipos auxiliares de las máquinas de tornear (de las máquinas herramientas en general B23Q; enfriamiento o lubrificación B23Q 11/12). › Equipo de medida, de calibrado o de ajuste de las máquinas de tornear para la colocación, avance, control o verificación de las herramientas de corte o de la pieza a trabajar (dispositivos de medida o calibrado G01B).
- B23Q17/20 B23 […] › B23Q PARTES CONSTITUTIVAS, DISPOSITIVOS O ACCESORIOS DE MAQUINAS HERRAMIENTAS, p. ej. DISPOSITIVOS PARA COPIAR O CONTROLAR (herramientas del tipo utilizado en tornos o máquinas de agujerear B23B 27/00 ); MAQUINAS HERRAMIENTAS DE UTILIZACION GENERAL, CARACTERIZADAS POR LA ESTRUCTURA DE CIERTAS PARTES CONSTITUTIVAS O DISPOSITIVOS; COMBINACIONES O ASOCIACIONES DE MAQUINAS PARA TRABAJAR EL METAL NO DESTINADAS A UN TRABAJO EN PARTICULAR. › B23Q 17/00 Dispositivos para indicar o medir sobre las máquinas herramientas (para el control automático o la regulación del movimiento de avance, de la velocidad de corte o de la posición de la herramienta o de la pieza B23Q 15/00). › para indicar o medir las características de la pieza de trabajo, p. ej. el contorno, las dimensiones, la dureza.
- G01B11/08 FISICA. › G01 METROLOGIA; ENSAYOS. › G01B MEDIDA DE LA LONGITUD, ESPESOR O DIMENSIONES LINEALES ANALOGAS; MEDIDA DE ANGULOS; MEDIDA DE AREAS; MEDIDA DE IRREGULARIDADES DE SUPERFICIES O CONTORNOS. › G01B 11/00 Disposiciones de medida caracterizadas por la utilización de medios ópticos (instrumentos de los tipos cubiertos por el grupo G01B 9/00 en sí G01B 9/00). › para la medida de diámetros.
- G01B21/10 G01B […] › G01B 21/00 Disposiciones de medida o sus detalles en caso de no adaptarse a los tipos particulares de medios de medida de los otros grupos de esta subclase. › para la medida de diámetros.
- G01B5/08 G01B […] › G01B 5/00 Disposiciones de medida caracterizadas por la utilización de medios mecánicos (instrumentos de los tipos cubiertos por el grupo G01B 3/00 en sí G01B 3/00). › para la medida de diámetros.
PDF original: ES-2479444_T3.pdf
Fragmento de la descripción:
Medición de diámetros en tornos
I. Campo de aplicación
La invención se refiere a la medición precisa de diámetros de piezas de trabajo en tornos convencionales.
II. Antecedentes técnicos
Para poder medir de modo preciso, durante el proceso de fabricación, en la pieza de trabajo sujetada, el diámetro inicial o que acaba de ser procesado, y poder sintonizar, posteriormente, el procesamiento subsiguiente, ya se conoce el hecho de proveer en el torno un dispositivo de medición con un palpador de medición que realiza la medición a través de la palpación mecánica, tangente, o también a través de la palpación óptica, en la pieza de trabajo.
En los tornos convencionales, es decir, en los que el cabezal para el accionamiento de la pieza de trabajo está montado fijamente sobre la bancada, o como máximo se puede desplazar en la dirección Z, del eje de rotación, de regla general estos palpadores de medición están montados en la bancada aptos a ser desplazados en la dirección X, para poder acercarse hasta tocarlo al diámetro a ser medido, y además evidentemente en la dirección Z, para poder realizar mediciones en varias posiciones axiales.
Los palpadores mecánicos de medición utilizados en estos casos se extendían de modo preferible también en esta dirección de medición, es decir, normalmente en la dirección X, fuera de su soporte hacia el eje de rotación.
Sin embargo, de esta manera solamente era posible medir el radio de la pieza de trabajo o del eje de rotación en un
solo lado, en una dirección.
En caso de que, en este torno convencional, dos de estos dispositivos de medición estaban montados en dos direcciones transversales opuestos una a la otra, por ejemplo, en la dirección X positiva y negativa, en una única posición de rotación de la pieza de trabajo se podía medir directamente el diámetro por ejemplo de un muñón de un cigüeñal, pero en este caso el resultado de medición contenía la suma de los errores de ambos dispositivos de medición, y adiclonalmente se tenían que soportar los gastos de dos dispositivos de medición y un mando común de computación.
En este contexto, el documento US 4774 753 ha dado a conocer un dispositivo de medición en el que un palpador mecánico de medición sobresale de su soporte de modo transversal con respecto a la dirección de medición, es decir, la dirección de palpación, y solamente con este único palpador de medición se miden ambos lados, opuestos uno al otro, de la circunferencia de la pieza de trabajo.
No obstante, en este caso el palpador de medición sobresale de su soporte en la dirección Z, para poder ser plegado en la dirección Z hacia la torreta de herramientas, cuando no está en uso.
La consecuencia de ello es que únicamente se pueden medir unas piezas de trabajo sujetadas en un lado, y solamente en sus zonas terminales inmediatas, no en las zonas medias de procesamiento, distanciadas de las mismas.
En una segunda forma de realización, este documento comprende un dispositivo de medición que evita este obstáculo, pero que trabaja con dos palpadores de medición, con lo cual una compensación de errores de medición ya no es posible, adicionalmente a los gastos causados por los dos palpadores de medición a ser colocados y calibrados.
III. Representación de la invención
a) Objeto técnico
Por lo tanto, el objeto de acuerdo con la invención es proporcionar un método de medición y un equipamiento correspondiente para un torno que ponga remedio a este problema y sin embargo facilite una medición directa muy precisa de un diámetro de la pieza de trabajo en un torno genérico similar.
b) Solución del objeto
Este objeto es solucionado a través de las características de las reivindicaciones 1 y 7. Unas formas de realización ventajosas resultan de las reivindicaciones dependientes.
Por el hecho que la sonda de medición puede desplazarse no solamente en una, sino en las dos direcciones transversales con respecto al eje de rotación, el mismo diámetro puede ser palpado a través de la misma sonda de medición consecutivamente en al menos dos puntos de medición diferentes de la circunferencia, y ser medido para lo cual se utilizan en particular dos puntos de medición opuestos uno al otro, y ello sin modificar la posición de rotación del husillo y con ello de la pieza de trabajo.
Las mediciones individuales obtenidas de esta manera se computan por un mando para determinar un diámetro de la pieza de trabajo, evidentemente teniendo en cuenta los trayectos de desplazamiento realizados mientras tanto por la sonda de medición.
La ventaja reside en el hecho que, entre las mediciones individuales en el mismo diámetro, la pieza de trabajo está parada, es decir, la medición no incluye ninguno de los errores causados por un movimiento necesario de la pieza de trabajo entre las mediciones individuales, por ejemplo, causados por inexactitudes del cabezal o similares.
Desde luego es posible medir mediante palpaciones en un lado también unos radios sencillos de la pieza de trabajo. En este caso, la sonda de medición puede ser un palpador de medición mecánico o también una sonda de medición óptica. En el caso de utilizar un palpador de medición mecánico, de manera preferente la dirección de palpación se elige transversal con respecto a la dirección de extensión del palpador de medición. En el caso de un palpador de medición que sobresale del soporte en la dirección Y, de modo preferente la palpación se realiza en la dirección X. Después de la medición en la dirección contraria a X se procede a un dlstanclamlento con respecto a la pieza de trabajo y el soporte es desplazado en la dirección Y hasta tal punto que el palpador de medición se libere completamente del diámetro a ser medido y pueda ser desplazado en la dirección X hacia el otro lado del diámetro a ser medido, ser llevado entonces allí en la dirección Y hasta el lugar correspondiente del diámetro, de regla general a la altura del eje de rotación, y se realice la palpación con respecto al diámetro en la dirección X.
Puesto que se trata de unas precisiones de medición muy elevadas, debe ser excluido también que, tanto en la zona de medición, en la pieza de trabajo a ser medida, como en el palpador de medición, en caso de un palpador de medición mecánico, se encuentren impurezas, por ejemplo virutas, procedentes del procesamiento anterior, o similares.
Para evitar este extremo, se realiza de manera preferente previamente a cada medición una limpieza del punto de medición en la pieza de trabajo y/o del palpador de medición, preferiblemente mediante un soplado con aire comprimido, para lo cual está provista una tobera de aire comprimido. En una forma de realización especialmente sencilla, esta tobera de aire comprimido está asociada directamente al palpador de medición, y cuando el palpador de medición se acerca a la superficie de la pieza de trabajo, puede limpiar los dos al mismo tiempo fiablemente con un chorro de aire.
En caso de, por el contrario, se utiliza una sonda de medición óptica que trabaja sin contacto, de manera preferible
el rayo de luz que realiza la medición es dirigido en la dirección de palpación, a saber en la vertical, a ser posible,
sobre la superficie de la pieza de trabajo, en el punto de medición a ser medido, y para poder medir dos puntos de medición opuestos el uno al otro en un contorno circunferencial de la pieza de trabajo, de regla general se debe girar para ello la sonda de medición óptica para invertir el rayo de medición en su dirección de salida.
Para evitar errores de medición generados de este modo, mediante la rotación mecánica de la sonda óptica, de modo preferente en la sonda de medición están provistas dos salidas de rayo orientadas en direcciones opuestas, que pueden ser activados y desactivadas de modo facultativo.
c) Ejemplos de realización
A continuación, se describen en detalle unas formas de realización de acuerdo con la invención a modo de ejemplo. Muestran:
Fig. 1 muestra un torno con una pieza de trabajo sujetada en la vista lateral,
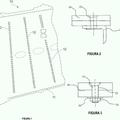
Fig. 2 muestra el proceso de medición según la invención con el palpador.
Fig. 3 muestra el proceso de medición según la invención con una sonda óptica.
La Fig. 1 muestra un torno convencional 1, en donde, sobre una bancada 6, está montado un cabezal 7 con un contrapunto 17 opuesto. Entre los dos, como pieza de trabajo 5, puede estar sujetado por ejemplo un eje de cigüeñal, retenido, como es habitual, con un extremo en el plato de mordazas 18 del cabezal 7, y en el otro extremo puede estar soportado por ejemplo por una punta del contrapunto 17.
En... [Seguir leyendo]
Reivindicaciones:
1. Torno (1) que comprende:
- un cabezal (7) dispuesto sobre una bancada (6) y que puede ser activado en rotación alrededor de la dirección Z (1), el eje de rotación, para recibir la pieza de trabajo (5),
- un dispositivo de medición (2) con una sonda de medición (3, 23) para medir un diámetro central o excéntrico (8) de una pieza sujetada (5),
caracterizado porque
la sonda de medición (3, 23) puede ser desplazada en las dos direcciones transversales con respeto al eje de rotación, la dirección X (11) y la dirección Y (12).
2. Torno (1) de acuerdo con la reivindicación 1, caracterizado porque la sonda de medición (3) es un palpador de medición mecánico (3) o un sensor óptico (23) que funciona sin contacto.
3. Torno (1) de acuerdo con una de las reivindicaciones precedentes, caracterizado porque la sonda de medición (3, 23) también puede ser desplazada en la dirección Z (1).
4. Torno (1) de acuerdo con una de las reivindicaciones precedentes, caracterizado porque la sonda de medición (3) se extiende a partir de su soporte (13) en una de las direcciones transversales y la otra dirección transversal es utilizada como dirección de palpación (9).
5. Torno (1) de acuerdo con una de las reivindicaciones precedentes, caracterizado porque el torno (1), en particular el dispositivo de medición (2), comprende un dispositivo de limpieza, que presenta en particular una tobera de aire comprimido (4), que está dirigida hacia un punto de medición (15a, b).
6. Torno (1) de acuerdo con una de las reivindicaciones precedentes, caracterizado porque el torno (1), en particular el dispositivo de medición (2), comprende un mando (14) que:
- controla la palpación sobre el diámetro a ser medido (8) desde dos lados opuestos uno al otro en la dirección de la
palpación (9),
- computa mutuamente los resultados obtenidos y
- causa eventualmente, directamente antes de la medición, la limpieza del punto de medición (15a, b).
7. Procedimiento de medición de un diámetro central o excéntrico (8) de una pieza de trabajo (5), que está sujetada en un torno (1) de manera a poder ser accionada en rotación en el cabezal (7) alrededor de la dirección Z (1), a través de la sonda de medición (3, 23) de un dispositivo de medición (2) del torno (1), en donde:
- la medición de la pieza (5) se realiza en al menos dos puntos de medición (15a, b) diferentes del diámetro (8), en particular opuestos el uno al otro, mientras que la pieza (5) permanece estacionaria,
- la medición de los diferentes puntos de medición (15a, b) del mismo diámetro (8) se realiza de manera sucesiva con la misma sonda (3, 23) y
- las mediciones individuales obtenidas son computadas por un mando (14) y, teniendo en cuenta los movimientos del dispositivo de medición entre las mismas, son computadas automáticamente para generar un diámetro, caracterizado porque
la sonda de medición (3, 23) se desplaza, para hacer contacto con los diversos puntos de medición (15a, b), en las dos direcciones transversales con respecto al eje de rotación, la dirección X y la dirección Y.
8. Procedimiento de acuerdo con la reindicacion 7, caracterizado porque la sonda de medición (3) se extiende a partir de su soporte (13) en una de las direcciones transversales y la otra dirección transversal es utilizada como dirección de palpación (9).
9. Procedimiento de acuerdo con una de las reivindicaciones precedentes, caracterizado porque, antes de la medición del punto de medición (15a, b), el punto de medición (15a, b) es limpiado, en particular mediante el soplado con aire comprimido.
1. Procedimiento de acuerdo con una de las reivindicaciones precedentes, caracterizado porque la limpieza del punto de medición (15a, b) se realiza de manera automática antes de la medición por el mando (14).
11. Procedimiento de acuerdo con una de las reivindicaciones precedentes, caracterizado porque la sonda de medición (3) se limpia antes del proceso de medición, en particular también a través del dispositivo de limpieza para el punto de medición (15a, b), en particular durante la misma fase de trabajo.
Patentes similares o relacionadas:
Máquina herramienta y procedimiento para medir una pieza de trabajo, del 29 de Abril de 2020, de FRITZ STUDER AG: Máquina herramienta, en particular una rectificadora, que comprende lo siguiente: - un asiento de pieza de trabajos con al menos una sujeción de pieza de […]
 Instalación de mecanizado y procedimiento asociado, del 31 de Julio de 2019, de Centre Technique des Industries Mécaniques et du Décolletage: Instalación de mecanizado, que comprende:
- una máquina herramienta con control digital,
- una unidad de alimentación […]
Instalación de mecanizado y procedimiento asociado, del 31 de Julio de 2019, de Centre Technique des Industries Mécaniques et du Décolletage: Instalación de mecanizado, que comprende:
- una máquina herramienta con control digital,
- una unidad de alimentación […]
 Método y aparato para determinar la profundidad de un orificio, del 31 de Mayo de 2019, de Airbus Operations Limited: Un metodo para determinar una longitud de un componente que se situara en un orificio mecanizado , que comprende las etapas de:
usar una maquina para […]
Método y aparato para determinar la profundidad de un orificio, del 31 de Mayo de 2019, de Airbus Operations Limited: Un metodo para determinar una longitud de un componente que se situara en un orificio mecanizado , que comprende las etapas de:
usar una maquina para […]
MÉTODO Y SISTEMA DE MANUFACTURA DE ESTRUCTURA DE TRANSICIÓN DE ETAPA PARA TURBINA AEROESPACIAL UTILIZANDO METROLOGÍA MULTISENSOR EN LÍNEA, del 28 de Junio de 2018, de BALLESTEROS SANTA CRUZ, Norman: Descripción técnica: Método de manufactura de componenetes estructurales de turbina aeroespacial conformado por la combinación de procesos, materiales, herramentales, […]
CABEZAL DE MÁQUINA HERRAMIENTA CON DISPOSITIVO DE MEDIDA, del 30 de Noviembre de 2017, de ZAYER, S.A.: Cabezal de máquina herramienta con dispositivo de medida para medir el espesor de una pieza a mecanizar con una herramienta, que comprende un primer sensor […]
Dispositivo de mecanizado y procedimiento de mecanizado para mecanizar piezas de trabajo con forma de placa, del 21 de Diciembre de 2016, de HOMAG GmbH: Dispositivo de mecanizado para el mecanizado de piezas de trabajo con forma de placa, que están compuestas preferiblemente, al menos por segmentos, de […]
Dispositivo de procesamiento con un dispositivo de detección y un dispositivo de ajuste, del 12 de Octubre de 2016, de HOMAG GmbH: Dispositivo de procesamiento para una pieza de trabajo, en el que la pieza de trabajo está hecha preferiblemente, al menos parcialmente, de madera, derivados […]
Máquina herramienta y procedimiento de medición de una pieza de trabajo, del 25 de Mayo de 2016, de FRITZ STUDER AG: Máquina herramienta, en particular rectificadora, comprendiendo los elementos siguientes: - un alojamiento de pieza de trabajo que […]