Máquina de moldeo por compresión de polvo y aparato para la producción continua de un artículo moldeado por compresión de polvo utilizando la máquina.
Una máquina de moldeo por compresión de polvo (1) que comprende:
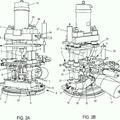
un cuerpo principal de la máquina (2) que tiene una zona de moldeo por compresión (21) y dos zonas de descarga de compactos (22a, 22b) formadas una a cada lado de la zona de moldeo por compresión (21);
una primera sección de matriz de moldeo (32) y una segunda sección de matriz de moldeo (33) que incluyen orificios de matriz pasantes (31), proporcionados en el cuerpo principal de la máquina para poder desplazarlas horizontalmente entre los límites de deslizamiento y yuxtapuestas en la dirección de deslizamiento;
un cuerpo de punzón superior (4) que se puede mover hacia arriba y hacia abajo en la zona de moldeo por compresión (21), y un cuerpo de punzón inferior (6) que se puede mover hacia arriba y hacia abajo;
una sección del mecanismo de suministro de polvo para verter polvo de moldeo en los orificios de matriz pasantes (31);
secciones del mecanismo de recogida de compactos respectivas en las dos zonas de descarga de compactos (22a, 22b),
en la que en uno de dichos límites de deslizamiento la primera sección de la matriz de moldeo (32) está situada en la zona de moldeo por compresión (21) y la segunda sección de la matriz de moldeo (33) está situada en una de las zonas de descarga de compactos (22a), y en el otro de dichos límites de deslizamiento la segunda sección de la matriz de moldeo (33) se encuentra en la zona de moldeo por compresión (21) y la primera sección de la matriz de moldeo (32) se encuentra en la otra de las zonas de descarga de compactos (22b);
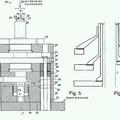
pudiendo funcionar la máquina (1) de tal manera que en la zona de moldeo por compresión (21) un punzón inferior (61) del cuerpo de punzón inferior (6) entra en un orificio de matriz pasante (31) de la primera o de la segunda sección de la matriz de moldeo (32, 33) para formar una pared inferior del orificio de matriz pasante y un punzón superior (41) del cuerpo de punzón superior (4) entra en el orificio de matriz pasante para moldear el polvo que se moldea por compresión con y entre los punzones superior e inferior (41, 61);
caracterizada por que
dichas primera y segunda secciones de la matriz de moldeo (32, 33) están provistas de una placa deslizante (3) dispuesta en el cuerpo principal de la máquina para poder deslizarse horizontalmente, y cada una incluye una pluralidad de orificios de matriz pasantes (31) dispuestos de la misma manera;
el cuerpo del punzón superior (4) tiene una pluralidad de punzones superiores (41) dispuestos para corresponder a los orificios de matriz pasantes (31) y dispuestos por encima de la placa deslizante (3);
el cuerpo del punzón inferior (6) tiene una pluralidad de punzones inferiores (61) dispuestos para hacer frente a los punzones superiores (41) y dispuestos por debajo de la placa deslizante (3);
la sección del mecanismo de suministro de polvo es para verter polvo de moldeo en los orificios de matriz pasantes (31) de la placa deslizante (3) en la zona de moldeo por compresión (21) que se va a moldear por compresión con y entre los punzones superior e inferior (41, 61);
la máquina comprende dos descargadores de compactos (5a, 5b) teniendo cada uno una pluralidad de pasadores de descarga (51) dispuestos para corresponder a los orificios de matriz pasantes (31) y dispuestos por encima de la placa deslizante (3) de modo que se puedan mover hacia arriba y hacia abajo en las dos zonas de descarga de compactos (22a, 22b);
las secciones del mecanismo de recogida de compactos están dispuestas por debajo de la placa deslizante (3), por lo que en una zona de descarga de compactos (22a) los pasadores de descarga (51) del descargador de compactos (5a) respectivo entran en el orificios de matriz pasantes (31) de la segunda sección de la matriz de moldeo (33) para presionar los compactos hacia abajo desde los orificios de matriz pasantes (31) para ser recogidos por la sección del mecanismo de recogida de compactos, y
en la otra zona de descarga de compactos (22b) los pasadores de descarga (51) del descargador de compactos (5b) respectivo entran en la orificios de matriz pasantes (31) de la primera sección de la matriz de moldeo (32) para presionar los compactos hacia abajo desde los orificios de matriz pasantes (31) para ser recogidos por la sección del mecanismo de recogida de compactos.
Tipo: Patente Internacional (Tratado de Cooperación de Patentes). Resumen de patente/invención. Número de Solicitud: PCT/JP2007/059921.
Solicitante: Qualicaps Co., Ltd.
Nacionalidad solicitante: Japón.
Dirección: 321-5, Ikezawacho Yamatokoriyama-shi Nara 639-1032 JAPON.
Inventor/es: INOUE,MASAKIYO, SHIBATA,Mitsuho, TOYODA,Ikuru, TSUKAMOTO,SHOUSHI.
Fecha de Publicación: .
Clasificación Internacional de Patentes:
- A61J3/10 NECESIDADES CORRIENTES DE LA VIDA. › A61 CIENCIAS MEDICAS O VETERINARIAS; HIGIENE. › A61J RECIPIENTES ESPECIALMENTE ADAPTADOS PARA USOS MEDICOS O FARMACEUTICOS; DISPOSITIVOS O METODOS ESPECIALMENTE CONCEBIDOS PARA CONFERIR A LOS PRODUCTOS FARMACEUTICOS UNA FORMA FISICA O DE ADMINISTRACION PARTICULAR; DISPOSITIVOS PARA ADMINISTRAR ALIMENTOS O MEDICINAS VIA ORAL; CHUPETES PARA BEBES; ESCUPIDERAS. › A61J 3/00 Dispositivos o métodos especialmente concebidos para conferir a los productos farmacéuticos una forma física o de administración particular (aspectos químicos ver las clases correspondientes). › en forma de tabletas comprimidas (prensas para tabletas B30B 11/00).
- B30B11/00 TECNICAS INDUSTRIALES DIVERSAS; TRANSPORTES. › B30 PRENSAS. › B30B PRENSAS EN GENERAL; PRENSAS NO PREVISTAS EN OTRO LUGAR (producción de las ultrapresiones o de ultrapresiones con temperaturas elevadas para obtener modificaciones en una sustancia, p. ej. para fabricar diamantes artificiales, B01J 3/00). › Prensas especialmente adaptadas a la fabricación de objetos a partir de un material en granos o en estado plástico, p. ej. prensas para briquetas, prensas para pastillas (aparatos para conformar pasta alimenticia A21C 3/00, A21C 11/00; aparatos para conformar la arcilla o las mezclas que contengan cemento B28B; aparatos para conformar plásticos o sustancias en estado plástico B29, p. ej. para moldeo por compresión B29C 43/00, para moldeo por extrusión B29C 48/00).
- B30B11/02 B30B […] › B30B 11/00 Prensas especialmente adaptadas a la fabricación de objetos a partir de un material en granos o en estado plástico, p. ej. prensas para briquetas, prensas para pastillas (aparatos para conformar pasta alimenticia A21C 3/00, A21C 11/00; aparatos para conformar la arcilla o las mezclas que contengan cemento B28B; aparatos para conformar plásticos o sustancias en estado plástico B29, p. ej. para moldeo por compresión B29C 43/00, para moldeo por extrusión B29C 48/00). › utilizando un pistón que ejerce una presión sobre el material en una cavidad de moldeo.
- B30B11/14 B30B 11/00 […] › cooperando con moldes dispuestos sobre un soporte móvil que no sea ni mesa ni tambor rotativo.
PDF original: ES-2546022_T3.pdf
Fragmento de la descripción:
Máquina de moldeo por compresión de polvo y aparato para la producción continua de un artículo moldeado por compresión de polvo utilizando la máquina
Campo técnico
La presente invención se refiere en general a una máquina de moldeo por compresión de polvo que moldea por compresión polvo en sólidos que tienen cada uno una dimensión y una forma deseados y un sistema de fabricación continua de compacto de polvo que utiliza la máquina. Más específicamente, la invención se refiere a una máquina de moldeo por compresión de polvo que puede moldear y recoger satisfactoriamente compactos sin desmoronarse incluso cuando, por ejemplo, leche en polvo o similar se moldea por compresión en sólidos con grandes vacíos a una fuerza de compresión baja y que puede moldear compactos que tienen suficientes vacíos y que se disuelven fácilmente en agua o similar mientras conservan su forma sin daños, y un sistema de fabricación continua de compacto de polvo que utiliza la máquina.
Antecedentes Se propone leche sólida que se moldea por compresión a partir de una cantidad predeterminada de leche en polvo a fin de permitir la preparación de leche deseada que sea fácilmente portable y que elimine la medición al momento de salir (WO2006/004190) . Una máquina de formación de comprimidos giratoria utilizada para la fabricación de medicamentos en comprimidos y similares se ha descrito como una máquina de moldeo para moldear por compresión leche sólida (JP-A-6/218028, JP-A-2000/95674 y otros) .
Tales máquinas se utilizan para moldear por compresión medicamentos para dar comprimidos, alimentos en forma de comprimidos, agentes de baño, agroquímicos, y otros agentes médicos y se configuran adecuadamente para comprimir firmemente y moldear polvo en los compactos relativamente duros. Por lo tanto, no son adecuados para moldear por compresión la leche sólida antes mencionada.
Más específicamente, se requiere que la leche sólida moldeada a partir de leche en polvo se moldee por compresión con una fuerza de compresión baja con el fin de tener una porosidad del 30 % o más de modo que se disuelva satisfactoria y rápidamente al verterse en agua caliente. Además, la leche sólida necesita un rendimiento práctico de retención de forma sin daños durante su transporte o recorrido.
En la presente memoria, "porosidad" significa la relación de volumen de vacío con respecto al volumen de masa del polvo (véase, Editado por Koichiro Miyajima, "Desarrollo de la Medicina de Medicamentos", Vol. 15, Hirokawa Publishing Company, página 240, 1.989) .
Si las máquinas de formación de comprimidos antes mencionadas realizan un moldeo por compresión a una fuerza de compresión más baja, la velocidad de moldeo se debe reducir porque los compactos se pueden dañar al momento de su descarga y recogida de la máquina de moldeo después de moldearse por compresión. Esto reduce significativamente la eficacia de fabricación. Además, dado que las máquinas de formación de comprimidos no tienen por objeto realizar, esencialmente, el moldeo por compresión a una fuerza de compresión tan baja, es extremadamente difícil ajustar la porosidad. Es decir, es difícil moldear de forma estable la leche sólida que tiene una porosidad tan grande como un 30 % o más. Estas máquinas de formación de comprimidos fabrican compactos como sigue. Un punzón inferior se inserta desde abajo en una matriz similar a un orificio perforada hacia arriba y hacia abajo y el polvo de moldeo se vierte en la matriz y se comprime con los punzones superior e inferior. Por lo general, los compactos son levantados con el punzón inferior y se descargan desde el lado superior de la matriz. A continuación, los compactos se recogen de manera tal como para arrastrarse hacia abajo desde una placa formada con la matriz. Por lo tanto, es probable que los compactos que se moldean a una fuerza de compresión baja a fin de aumentar la porosidad se desmoronen desventajosamente al momento de su recogida.
El documento GB-A-1445736 (que se ha utilizado como la base para la forma en dos partes de la reivindicación 1) describe un aparato para la fabricación de bloques mediante la compactación de material granular. La compactación se realiza en un molde vertical cilíndrico abierto en la parte superior e inferior. Dos moldes se conectan lado a lado. Cada uno se puede situar, por un accionamiento hidráulico lateral, en una posición de compactación donde cubiertas hidráulicamente accionadas superior e inferior entran en la parte superior e inferior del molde para compactar el material granular. En cualquier lado de la posición de compactación hay un puesto en el que el material granular se puede alimentar en la parte superior abierta del molde, mientras que su parte inferior se cierra con una cubierta inferior accionable verticalmente, o en el que un bloque que ya ha sido compactado se puede hacer descender a través de la parte inferior del molde en la cubierta inferior.
El documento JP-A-2/251400 describe un aparato para moldear por prensa polvos, bastante similar al anterior, cargándose el polvo de moldeo en los recipientes en las posiciones a cada lado de la posición de moldeo por compresión. La posición de moldeo se cierra en la parte inferior, con solamente un punzón superior. El producto compactado se descarga desde la abertura superior con la matriz en la posición de moldeo.
El documento JP-A-62/055109 muestra un par de moldes separados, cada uno accionable individualmente dentro y fuera de una posición de moldeo por compresión central. La compresión se realiza mediante un punzón superior. Cada molde tiene también un émbolo de fondo móvil. El polvo de moldeo se carga en los moldes en la posición lateral. Los compactos moldeados se descargan hacia arriba desde los moldes La invención La presente invención se ha realizado en vista de lo anterior y un objetivo de la presente invención es proporcionar una eficacia de fabricación sin desventajas tales como el desmoronamiento de los compactos al momento de la recogida, y que puede fabricar de manera eficaz compactos tales como leche sólida con alta porosidad y rendimiento de retención de forma satisfactorio. Un sistema de fabricación continua de compacto de polvo que utiliza esta máquina se proporciona también.
Para lograr el objetivo anterior, la presente invención proporciona una máquina de moldeo por compresión de polvo de acuerdo con la reivindicación 1. La misma incluye un cuerpo principal de la máquina que tiene una zona de moldeo por compresión y dos zonas de descarga de compactos formadas a ambos lados de la zona de moldeo por compresión; una placa deslizante proporcionada en el cuerpo principal de la máquina a fin de poder deslizaren una dirección horizontal; una primera sección de la matriz de moldeo proporcionada en la placa deslizante para incluir una pluralidad de orificios de matriz pasantes; una segunda sección de la matriz de moldeo que incluye una pluralidad de orificios de matriz pasantes en la misma manera que la primera sección de la matriz de moldeo y yuxtapuestos con respecto a la primera sección de la matriz de moldeo en la dirección de deslizamiento en la placa deslizante; un cuerpo de punzón superior que tiene una pluralidad de punzones superiores dispuestos para corresponder a los orificios de matriz pasantes y dispuestos por encima de la placa deslizante de modo que se pueda mover hacia arriba y hacia abajo en la zona de moldeo por compresión; dos descargadores de compactos, teniendo cada uno una pluralidad de pasadores de descarga dispuestos para corresponder a los orificios de matriz pasantes y dispuestos por encima de la placa deslizante de modo que se pueda mover hacia arriba y hacia abajo en las dos zonas de descarga de compactos; un cuerpo de punzón inferior tiene una pluralidad de punzones inferiores dispuestos para enfrentarse a los punzones superiores y dispuestos por debajo de la placa deslizante de modo que se pueda mover hacia arriba y hacia abajo; una sección del mecanismo de suministro de polvo para verter polvo de moldeo en los orificios de matriz pasantes de la placa deslizante en la zona de moldeo por compresión; y secciones del mecanismo de recogida de compactos dispuestas por debajo de la placa deslizante en las respectivos dos zonas de descarga de compactos. La placa deslizante se desliza hasta uno de los límites de deslizamiento en el que la primera sección de la matriz de moldeo se encuentra en la zona de moldeo por compresión y la segunda sección de la matriz de moldeo está situada en una de las zonas de descarga de compactos y hasta el otro de los límites de deslizamiento en el que la segunda sección de la matriz de moldeo se encuentra en la zona de moldeo por compresión y la primera sección de la matriz de moldeo se encuentra... [Seguir leyendo]
Reivindicaciones:
1. Una máquina de moldeo por compresión de polvo (1) que comprende:
un cuerpo principal de la máquina (2) que tiene una zona de moldeo por compresión (21) y dos zonas de descarga de compactos (22a, 22b) formadas una a cada lado de la zona de moldeo por compresión (21) ; una primera sección de matriz de moldeo (32) y una segunda sección de matriz de moldeo (33) que incluyen orificios de matriz pasantes (31) , proporcionados en el cuerpo principal de la máquina para poder desplazarlas horizontalmente entre los límites de deslizamiento y yuxtapuestas en la dirección de deslizamiento; un cuerpo de punzón superior (4) que se puede mover hacia arriba y hacia abajo en la zona de moldeo por compresión (21) , y un cuerpo de punzón inferior (6) que se puede mover hacia arriba y hacia abajo; una sección del mecanismo de suministro de polvo para verter polvo de moldeo en los orificios de matriz pasantes (31) ; secciones del mecanismo de recogida de compactos respectivas en las dos zonas de descarga de compactos (22a, 22b) , en la que en uno de dichos límites de deslizamiento la primera sección de la matriz de moldeo (32) está situada en la zona de moldeo por compresión (21) y la segunda sección de la matriz de moldeo (33) está situada en una de las zonas de descarga de compactos (22a) , y en el otro de dichos límites de deslizamiento la segunda sección de la matriz de moldeo (33) se encuentra en la zona de moldeo por compresión (21) y la primera sección de la matriz de moldeo (32) se encuentra en la otra de las zonas de descarga de compactos (22b) ; pudiendo funcionar la máquina (1) de tal manera que en la zona de moldeo por compresión (21) un punzón inferior (61) del cuerpo de punzón inferior (6) entra en un orificio de matriz pasante (31) de la primera o de la segunda sección de la matriz de moldeo (32, 33) para formar una pared inferior del orificio de matriz pasante y un punzón superior (41) del cuerpo de punzón superior (4) entra en el orificio de matriz pasante para moldear el polvo que se moldea por compresión con y entre los punzones superior e inferior (41, 61) ;
caracterizada por que dichas primera y segunda secciones de la matriz de moldeo (32, 33) están provistas de una placa deslizante (3) dispuesta en el cuerpo principal de la máquina para poder deslizarse horizontalmente, y cada una incluye una pluralidad de orificios de matriz pasantes (31) dispuestos de la misma manera; el cuerpo del punzón superior (4) tiene una pluralidad de punzones superiores (41) dispuestos para corresponder a los orificios de matriz pasantes (31) y dispuestos por encima de la placa deslizante (3) ; el cuerpo del punzón inferior (6) tiene una pluralidad de punzones inferiores (61) dispuestos para hacer frente a los punzones superiores (41) y dispuestos por debajo de la placa deslizante (3) ; la sección del mecanismo de suministro de polvo es para verter polvo de moldeo en los orificios de matriz pasantes (31) de la placa deslizante (3) en la zona de moldeo por compresión (21) que se va a moldear por compresión con y entre los punzones superior e inferior (41, 61) ; la máquina comprende dos descargadores de compactos (5a, 5b) teniendo cada uno una pluralidad de pasadores de descarga (51) dispuestos para corresponder a los orificios de matriz pasantes (31) y dispuestos por encima de la placa deslizante (3) de modo que se puedan mover hacia arriba y hacia abajo en las dos zonas de descarga de compactos (22a, 22b) ; las secciones del mecanismo de recogida de compactos están dispuestas por debajo de la placa deslizante (3) , por lo que en una zona de descarga de compactos (22a) los pasadores de descarga (51) del descargador de compactos (5a) respectivo entran en el orificios de matriz pasantes (31) de la segunda sección de la matriz de moldeo (33) para presionar los compactos hacia abajo desde los orificios de matriz pasantes (31) para ser recogidos por la sección del mecanismo de recogida de compactos, y en la otra zona de descarga de compactos (22b) los pasadores de descarga (51) del descargador de compactos (5b) respectivo entran en la orificios de matriz pasantes (31) de la primera sección de la matriz de moldeo (32) para presionar los compactos hacia abajo desde los orificios de matriz pasantes (31) para ser recogidos por la sección del mecanismo de recogida de compactos.
2. La máquina de moldeo por compresión de polvo de acuerdo con la reivindicación 1, en la que en relación con la dirección de deslizamiento la primera sección de la matriz de moldeo (32) está formada en una porción intermedia de la placa deslizante (3) , la segunda sección de la matriz de moldeo (33) está formada en un extremo de la placa deslizante (3) , una sección de inserción de punzón (35) que incluye una pluralidad de orificios pasantes (34) dispuesta en la misma manera que los orificios de matriz pasantes (31) está formada en el otro extremo de la placa deslizante (3) , y el cuerpo del punzón superior (4) y los dos descargadores de compactos (5a, 5b) se mueven hacia arriba y hacia abajo de forma simultánea, con lo que en dicha otra zona de descarga de compactos (22b) , las operaciones del cuerpo del punzón superior (4) y los descargadores de compactos (5a, 5b) hacen que los pasadores de descarga (51) del descargador de compactos (5b) respectivo:
entren en los orificios de matriz pasantes (31) de la primera sección de la matriz de moldeo (32) para presionar los compactos hacia abajo desde los orificios de matriz pasantes (31) , siendo los compactos recogidos por la sección del mecanismo de recogida de compactos, o se inserten en los orificios pasantes (34) de la sección de inserción de punzón (35) ;
la operación de moldeo por compresión en la zona de moldeo por compresión (21) y la operación de descargarecogida de compactos en una zona de descarga de compactos (22a, b) se realizan simultáneamente, y la descarga de compactos se realiza alternativamente en dicha zona de descarga de compactos (22a) y en dicha otra zona de descarga de compactos (22b) para cada movimiento de deslizamiento de la placa deslizante (3) .
3. La máquina de moldeo por compresión de polvo de acuerdo con las reivindicaciones 1 o 2, en la que la sección del mecanismo de suministro de polvo incluye un embudo de suministro de polvo (7) que se puede mover a lo largo la superficie superior de la placa deslizante (3) en la zona de moldeo por compresión (21) en contacto con o cerca de la misma, estando el embudo de suministro de polvo (7) , para verter polvo de moldeo en los orificios de matriz pasantes (31) de la primera o de la segunda sección de la matriz (32, 33) , situado en la zona de moldeo por compresión (21) mientras se mueve en o por encima de la placa deslizante (3) .
4. La máquina de moldeo por compresión de polvo de acuerdo con las reivindicaciones 1, 2 o 3, operable con lo que el cuerpo de punzón inferior (6) se mueve hacia arriba, los punzones inferiores (61) entran en el orificios de matriz pasantes (31) en una posición prescrita y se detienen temporalmente, el polvo de moldeo se vierte en los orificios de matriz pasantes (31) , el cuerpo de punzón superior ( 6) se mueve hacia abajo, los punzones superiores (41) entran en el orificios de matriz pasantes (31) y al mismo tiempo el cuerpo del punzón inferior (6) se mueve hacia arriba de nuevo, y el polvo de moldeo es moldeado por compresión entre los punzones superior e inferior ( 41, 61) .
5. La máquina de moldeo por compresión de polvo de acuerdo con una cualquiera de las reivindicaciones 1 a 4, en la que la sección del mecanismo de recogida de compactos incluye transportadores (a1, a2) que están dispuestos debajo de la placa deslizante (3) en ambas zonas de descarga de compactos (22a, 22b) y giran de forma intermitente para suministrar a bandejas de recogida (d) por debajo de la placa deslizante (3) para recibir los compactos descargados de los orificios de matriz pasantes (31) de la placa deslizante (3) , y retirar las bandejas de recogida (d)
6. La máquina de moldeo por compresión de polvo de acuerdo con la reivindicación 5, en la que cada una de las secciones del mecanismo de recogida de compactos incluye el transportador (a1, a2) y un dispositivo de elevación de bandejas de recogida (8) que eleva temporalmente la bandeja de recogida (d) desde el transportador y coloca de nuevo la bandeja de recogida en el transportador, con lo que una bandeja de recogida (d) suministrada por debajo de la placa deslizante (3) por el transportador es elevada temporalmente por el dispositivo de elevación de bandejas de recogida (8) , para recibir los compactos descargados de los orificios de matriz pasantes (31) cerca de la superficie inferior de la placa deslizante (3) , a continuación, se mueve hacia abajo de nuevo y es retirada por el transportador (a1, a2) .
7. Un sistema de fabricación continua de compactos de polvo que comprende:
dos de las máquinas de moldeo por compresión de polvo (1) de acuerdo con las reivindicaciones 5 o 6 yuxtapuestas entre sí; un primero de dichos transportadores que pasa a través de una de las zonas de descarga de compactos incluidas en cada máquina de moldeo, y un segundo de dichos transportadores que pasa a través de la otra de las zonas de descarga de compactos incluida en cada máquina de moldeo, en el que una de las máquinas de moldeo (1) coloca los compactos en bandejas de recogida (d) transferidas por los dos transportadores alternativamente y descarga los compactos, y la otra de las máquinas de moldeo (1) coloca compactos alternativamente en bandejas de recogida (d) que son transferidas por los dos transportadores y sobre las que los compactos no se han colocado aún, y descarga los compactos.
8. El sistema de fabricación continua de compactos de polvo de acuerdo con la reivindicación 7, que comprende además:
primeros instrumentos de medición (b) que se disponen respectivamente en el lado aguas arriba de las dos máquinas de moldeo por compresión de polvo (1) a lo largo de los primer y segundo transportadores (a1, a2) y miden los pesos de las bandejas de recogida (d) ; y segundos instrumentos de medición (c) que se disponen respectivamente en el lado aguas abajo de las dos máquinas de moldeo por compresión de polvo (1) y miden los pesos de la bandejas de recogida (d) , con lo que el peso de los compactos se comprueba basándose en una diferencia de peso entre la bandeja de recogida (d) en la que están colocados los compactos y la bandeja de recogida (d) en la que aún no se han colocado los compactos.
Patentes similares o relacionadas:
Dispositivo y procedimiento para la fabricación de productos cárnicos, del 8 de Mayo de 2019, de Hukelmann, Bernhard: Dispositivo para utilización como máquina de tratamiento de carne para la fabricación de productos cárnicos con superficies de trabajo situadas continuas o discontinuas […]
 Prensa para conformar pastillas en un entorno restringido y hostil y procedimiento de ensamblaje de la prensa, del 15 de Octubre de 2018, de COMMISSARIAT A L'ENERGIE ATOMIQUE ET AUX ENERGIES ALTERNATIVES: Prensa que comprende: una matriz en la que se pueden conformar pastillas por compresión; un primer punzón, dicho punzón superior , y un segundo punzón, dicho […]
Prensa para conformar pastillas en un entorno restringido y hostil y procedimiento de ensamblaje de la prensa, del 15 de Octubre de 2018, de COMMISSARIAT A L'ENERGIE ATOMIQUE ET AUX ENERGIES ALTERNATIVES: Prensa que comprende: una matriz en la que se pueden conformar pastillas por compresión; un primer punzón, dicho punzón superior , y un segundo punzón, dicho […]
PRENSA PARA COMPACTACIÓN Y CONFORMACIÓN DE PIEZAS O PRODUCTOS ANGULARES, del 5 de Julio de 2018, de BIENZOBAS SAFFIE, Fernando: En la presente invención se describe una prensa para compactación y conformación de piezas o productos angulares, la cual está comprendida por una estructura […]
Método para fabricar un artículo de múltiples capas, del 3 de Enero de 2018, de PHILIP MORRIS PRODUCTS S.A.: Un método para fabricar un artículo de múltiples capas independiente y autónomo que comprende: proporcionar un molde que define una […]
Aparatos, sistema y métodos para formar artículos prensados y artículos prensados formados por los mismos, del 16 de Agosto de 2017, de Vecor IP Holdings Limited: Un sistema para formar baldosas prensadas prensando polvo o gránulos que comprende los siguientes aparatos: un conjunto de descarga de polvo […]
Aparato y método para fabricar insertos cortantes, del 11 de Mayo de 2016, de ISCAR LTD.: Un conjunto de herramientas configurado para compactar un polvo sinterizable para formar un cuerpo verde , teniendo el conjunto de herramientas un eje […]
Aparato para el moldeo de polvo con matriz y procedimiento de moldeo para obtener un producto moldeado a partir de polvo, del 27 de Abril de 2016, de Diamet Corporation: Aparato de moldeo de polvos en matriz para moldeo de polvo, que comprende: una matriz con un orificio pasante para formar un lado de un producto compactado […]
 Herramienta de prensado de polvo de cerámica y/o polvo de metal, prensa de polvo de cerámica y/o polvo de metal, sistema modular con una herramienta de prensado de este tipo, procedimiento para montar y hacer funcionar una herramienta de prensado de polvo de cerámica y/o polvo metálico o una prensa, del 30 de Marzo de 2016, de DORST TECHNOLOGIES GMBH & CO. KG: Herramienta de prensado de polvo de cerámica y/o polvo de metal con
- al menos un cuerpo base (21; 21*),
- una pluralidad de al menos dos punzones (22 - 25; 25*), […]
Herramienta de prensado de polvo de cerámica y/o polvo de metal, prensa de polvo de cerámica y/o polvo de metal, sistema modular con una herramienta de prensado de este tipo, procedimiento para montar y hacer funcionar una herramienta de prensado de polvo de cerámica y/o polvo metálico o una prensa, del 30 de Marzo de 2016, de DORST TECHNOLOGIES GMBH & CO. KG: Herramienta de prensado de polvo de cerámica y/o polvo de metal con
- al menos un cuerpo base (21; 21*),
- una pluralidad de al menos dos punzones (22 - 25; 25*), […]