Horno mecánico continuo y procedimiento para secado del sellante de tapas.
Horno mecánico continuo y procedimiento para secado del sellante de tapas.
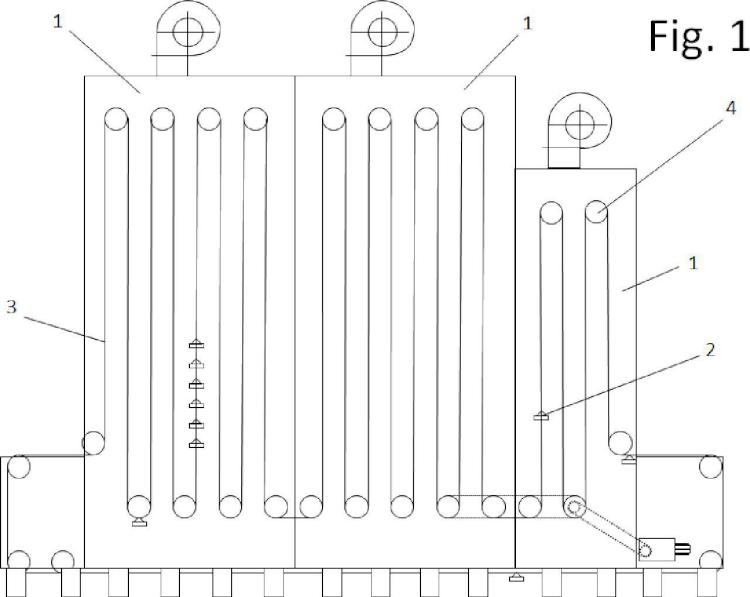
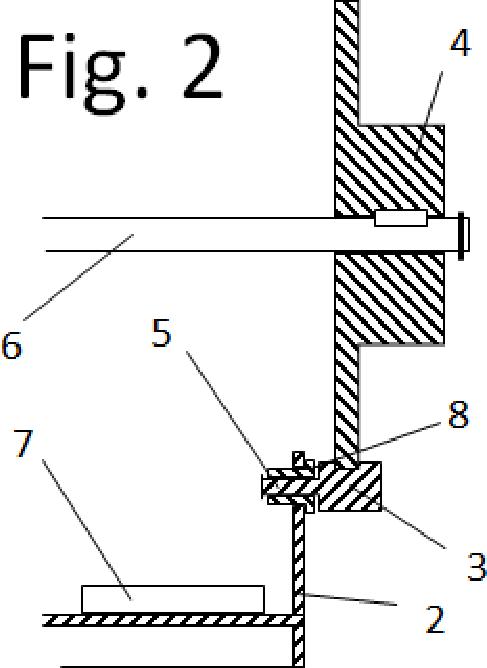
Horno mecánico continuo, para secado del sellante de tapas de frascos, botellas o tarros, que comprende al menos dos cámaras (1), por ejemplo tres, a distinta temperatura y una pluralidad de bandejas (2) que recorren el interior de las cámaras (1) de forma consecutiva portadas por sendos ejes (5) dispuestos entre dos cadenas (3) sin fin paralelas arrastradas por una pluralidad de ruedas dentadas (4), pudiendo las cadenas (3) retornar por fuera de las cámaras (1).
El procedimiento de secado del sellante de las tapas consta de las etapas de situar un lote de tapas con el sellante húmedo en una bandeja (2) e introducir consecutivamente la bandeja (2) en cada cámara (1).
Tipo: Patente de Invención. Resumen de patente/invención. Número de Solicitud: P201430841.
Solicitante: MECÁNICA 93, S.L.
Nacionalidad solicitante: España.
Inventor/es: BERNAL GAMBIN,José María.
Fecha de Publicación: .
Clasificación Internacional de Patentes:
- B21D51/44 TECNICAS INDUSTRIALES DIVERSAS; TRANSPORTES. › B21 TRABAJO MECANICO DE LOS METALES SIN ARRANQUE SUSTANCIAL DE MATERIAL; CORTE DEL METAL POR PUNZONADO. › B21D TRABAJO MECANICO O TRATAMIENTO DE CHAPAS, TUBOS, BARRAS O PERFILES METALICOS SIN ARRANQUE SUSTANCIAL DE MATERIAL; CORTE DE METALES POR PUNZONADO (trabajo mecánico o tratamiento de alambre B21F). › B21D 51/00 Fabricación de objetos huecos (a partir de tubos con paredes espesas o no uniformes B21K 21/00). › Fabricación de cierres, p. ej. tapas (a partir de hojas metálicas delgadas en la misma forma en que se confeccionan cápsulas de papel B31D 5/00; fabricación y colocación simultánea de los cierres B67B).
- B21D51/46 B21D 51/00 […] › Colocación de la junta o de un material estanco.
- B65D43/02 B […] › B65 TRANSPORTE; EMBALAJE; ALMACENADO; MANIPULACION DE MATERIALES DELGADOS O FILIFORMES. › B65D RECIPIENTES PARA EL ALMACENAMIENTO O EL TRANSPORTE DE OBJETOS O MATERIALES, p. ej. SACOS, BARRILES, BOTELLAS, CAJAS, LATAS, CARTONES, ARCAS, BOTES, BIDONES, TARROS, TANQUES; ACCESORIOS O CIERRES PARA RECIPIENTES; ELEMENTOS DE EMBALAJE; PAQUETES. › B65D 43/00 Cubiertas o tapas para recipientes en forma de caja (para recipientes de cocción A47J 36/06; cubiertas de cierre para recipientes a presión en general F16J 13/00). › Tapas o tapones quitables (con medios para perforar, cortar, o romper un cierre interior frágil B65D 51/22).
- B65G17/12 B65 […] › B65G DISPOSITIVOS DE TRANSPORTE O ALMACENAJE, p. ej. TRANSPORTADORES PARA CARGAR O BASCULAR, SISTEMAS TRANSPORTADORES PARA TALLERES O TRANSPORTADORES NEUMATICOS DE TUBOS (embalajes B65B; manipulación de material delgado o filiforme, p. ej. hojas de papel o fibras B65H; grúas B66C; aparatos de elevación o arrastre,p. ej. montacargas, B66D; dispositivos para elevar o bajar mercancías para carga y descarga, p. ej. carretillas elevadoras, B66F 9/00; vaciado de botellas, jarras, latas, barricas, barriles o contendores similares, no previstos en otro lugar, B67C 9/00; distribución o trasvase de líquidos B67D; llenado o descarga de contenedores para gases licuados, solidificados o comprimidos F17C; sistemas de conducción para fluídos F17D). › B65G 17/00 Transportadores que tienen un elemento de tracción sin fin, p.ej. una cadena que transmite el movimiento a una superficie portante de cargas continua o sensiblemente continua, o a una serie de portacargas individuales; Transportadores de cadenas sin fin en los que las cadenas constituyen la superficie que lleva la carga. › que comprende una serie de portacargas individuales fijadas o normalmente fijadas al elemento de tracción.
- F26B15/24 MECANICA; ILUMINACION; CALEFACCION; ARMAMENTO; VOLADURA. › F26 SECADO. › F26B SECADO DE MATERIALES SOLIDOS O DE OBJETOS POR ELIMINACION DEL LIQUIDO QUE CONTIENEN (dispositivos de secado para cosechadoras-trilladoras A01D 41/133; rejillas para el secado de frutas o vegetales A01F 25/12; secado de productos alimenticios A23; secado de cabellos A45D 20/00; artículos para el secado del cuerpo A47K 10/00; secado de artículos domésticos A47L; secado de gases o vapores B01D; procedimientos físicos o químicos para la eliminación del agua o cualquier otra forma de separar los líquidos de los sólidos B01D 43/00; aparatos centrifugadores B04; secado de cerámica C04B 33/30; secado de hilos o tejidos textiles en combinación con cualquier otra forma de tratamiento D06C; soportes de secado para lavandería sin calefacción ni circulación de aire efectiva, secadores centrífugos domésticos o similares, escurrido o prensado en caliente de la colada D06F; hornos F27). › F26B 15/00 Máquinas o aparatos con movimiento progresivo para el secado de objetos; Máquinas o aparatos con movimiento progresivo, para el secado de lotes de un material de forma compacta (F26B 13/00, F26B 17/00 tienen prioridad; transportadores en general B65G). › siguiendo una trayectoria en zig-zag.
- F27B9/02 F […] › F27 HORNOS; APARATOS DE DESTILACIÓN. › F27B HORNOS, ESTUFAS, HOGARES O RETORTAS DE DESTILACION, EN GENERAL; APARATOS DE SINTERIZACION A CIELO ABIERTO O APARATOS SIMILARES (aparatos de combustión F23; calefacción eléctrica H05B). › F27B 9/00 Hornos en los cuales la carga se desplaza mecánicamente, p. ej. de tipo túnel (F27B 7/14 tiene prioridad ); Hornos similares en los cuales la carga se desplaza por gravedad. › con caminos múltiples; con varias cámaras; Combinaciones de hornos.
- F27B9/14 F27B 9/00 […] › caracterizados por el camino de la carga durante el tratamiento; caracterizados por el método de desplazamiento de la carga durante el tratamiento (F27B 9/28 tiene prioridad; soportes o recipientes, móviles o que se desplazan, para las cargas F27D 3/12).
PDF original: ES-2553003_A1.pdf
Patentes similares o relacionadas:
Latas de metal sin anilla, del 22 de Julio de 2020, de CROWN PACKAGING TECHNOLOGY, INC: Un cuerpo de lata de una sola pieza homogénea de material y que comprende: un borde que define una abertura superior en el cuerpo: una perla pinzada […]
Dispensador de toallitas desinfectantes, del 15 de Julio de 2020, de THE CLOROX COMPANY: Un dispensador de toallitas que comprende: (a) un recipiente que comprende: un cuerpo del recipiente y una tapa extraíble que forman una región […]
Contenedor alimentario, del 24 de Junio de 2020, de GUTIÉRREZ SÁNCHEZ, Felipe: 1. Contenedor alimentario, formado por una cubeta y una tapa , caracterizado porque la cubeta es de aluminio. 2. Contenedor, según […]
CAJA PARA PRODUCTOS ALIMENTARIOS, del 13 de Mayo de 2020, de KOLY COMMODITIES S.L: 1. Caja para productos alimentarios, formada por una bandeja y una tapa , en donde dicha bandeja comprende una base de la que deriva al menos una pared […]
Recipiente, del 29 de Abril de 2020, de Jokey SE: Recipiente con tapa, presentando el recipiente un borde superior de recipiente (1A), así como una pared lateral que se extiende por toda la […]
Artículo de empaquetado y almacenamiento reutilizable, del 22 de Abril de 2020, de Reckitt Benckiser Health Limited: Un producto de consumo que comprende: un anillo de constricción elástico que comprende un anillo tubular de material elástico resiliente; y […]
Contenedor que incluye un recipiente y una tapa, del 8 de Abril de 2020, de SEB S.A.: Contenedor que incluye un recipiente y una tapa , presentando el recipiente un borde superior prolongado por un borde lateral anular exterior […]
Recipiente con cubierta con bisagras con medios de evidencia de manipulación frangibles, del 8 de Abril de 2020, de Vigourplastic Co., Ltd: Un recipiente (A) que evita una apertura no autorizada y puede identificarse fácilmente después de haber sido abierto sin autorización, que comprende: […]