HERRAMIENTA DE SUJECION Y PROCEDIMIENTO PARA FIJAR UN COMPONENTE ELECTRONICO Y UNA UNIDAD DE FABRICACION DE UNA MESA REDONDA.
La herramienta de sujeción para fijar un componente electrónico (2) durante un proceso de fabricación,
dicho componente electrónico (2), que comprende un ensamblaje de devanado (20) y un circuito electrónico (24), la herramienta de sujeción (1) comprendiendo - un cuerpo (10) de la herramienta de sujeción, - una primera y segunda mandíbula (12, 14) dispuestas en el cuerpo (10) de la herramienta de sujeción relativamente movibles entre ellas en una primera dirección (A), y - un primero y segundo medio de guía de cable (3, 4) siendo dispuestos en un cuerpo (10) de herramienta de sujeción apartado de las mandíbulas (12, 14), caracterizada en que al menos uno de los primeros y segundos medios de guía de cable (3, 4) están dispuestos de manera movible al cuerpo de la herramienta de sujeción (10) en la que al menos uno de dichos primeros y segundos medios de guía de cable (3, 4) pueden moverse en un plano paralelo a una primera dirección (A)
Tipo: Patente Europea. Resumen de patente/invención. Número de Solicitud: E06125350.
Solicitante: SOKYMAT AUTOMOTIVE GMBH.
Nacionalidad solicitante: Alemania.
Dirección: GEWERBEPARKSTRASSE 10, 51580 REICHSHOF-WEHNRATH.
Inventor/es: BAJAHR,FRANK, WISKOTT,RUPRECHT, SPRENG,MARKUS.
Fecha de Publicación: .
Fecha Solicitud PCT: 4 de Diciembre de 2006.
Fecha Concesión Europea: 30 de Junio de 2010.
Clasificación Internacional de Patentes:
- H01F27/40 ELECTRICIDAD. › H01 ELEMENTOS ELECTRICOS BASICOS. › H01F IMANES; INDUCTANCIAS; TRANSFORMADORES; EMPLEO DE MATERIALES ESPECIFICOS POR SUS PROPIEDADES MAGNETICAS. › H01F 27/00 Detalles de transformadores o de inductancias en general. › Asociación estructural de componentes eléctricos incorporados, p. ej. fusibles.
- H01F41/06E
Clasificación PCT:
- H01F27/40 H01F 27/00 […] › Asociación estructural de componentes eléctricos incorporados, p. ej. fusibles.
- H01F41/06 H01F […] › H01F 41/00 Aparatos o procedimientos especialmente adaptados a la fabricación o al montaje de imanes, inductancias o transformadores; Aparatos o procedimientos especialmente adaptados a la fabricación de materiales caracterizados por sus propiedades magnéticas. › Arrollamiento de bobinas.
Países PCT: Austria, Bélgica, Suiza, Alemania, Dinamarca, España, Francia, Reino Unido, Grecia, Italia, Liechtensein, Luxemburgo, Países Bajos, Suecia, Mónaco, Portugal, Irlanda, Eslovenia, Finlandia, Rumania, Chipre, Lituania, Letonia, Ex República Yugoslava de Macedonia, Albania.
Fragmento de la descripción:
La presente invención está dirigida a una herramienta de sujeción para fijar un componente electrónico durante un proceso de fabricación, dicho componente electrónico, comprendiendo un ensamblaje de devanado y un circuito electrónico, la herramienta de sujeción comprendiendo un cuerpo de herramienta de sujeción; unas primeras y segundas mandíbulas dispuestas en el cuerpo de herramienta de sujeción relativamente movibles entre ellas en una primera dirección; y un primer y segundo medio de guía de cable. La invención está además dirigida a una unidad de fabricación de una mesa redonda comprendiendo una mesa redonda a la cual se monta al menos una herramienta de
10 sujeción. Dicha herramienta de sujeción se conoce del documento EP 0 573 469 B1. En esta conocida herramienta de sujeción cada mandíbula se dispone con un clavija de guía de cable sobre la cual se guía un bobinado alrededor de un núcleo de ensamblaje de devanado para ubicar una parte del cable respectiva entre el ensamblaje de devanado y la clavija de
15 guía de cable respectiva sobre una parte de contacto asociada al componente electrónico de manera que el cable pueda estar pegado o soldado a la parte de contacto. Resulta muy difícil ubicar con esta conocida herramienta de sujeción cada cable exactamente sobre la parte de contacto respectiva, porque los núcleos de los diferentes ensamblajes de devanado no tienen exactamente el mismo diámetro. Dado que el núcleo está sujeto con abrazaderas entre ambas mandíbulas, la distancia lateral entre las mandíbulas, en la posición cerrada de la herramienta de sujeción, depende del diámetro del núcleo. De esta manera, también la distancia lateral entre ambas clavijas de guía de cable depende en realidad también del diámetro del núcleo del ensamblaje de devanado fabricado.
25 Además, si el bobinado en el núcleo no está guiado exactamente durante el proceso de fabricación del ensamblaje de devanado, el diámetro externo de un ensamblaje de devanado fabricado puede diferir ligeramente de un ensamblado devanado a otro. Como consecuencia, el ángulo de inclinación del cable respectivo respecto al plano de simetría de las mandíbulas entre el ensamblaje de devanado y la clavija de guía
30 asociada difiere de un ensamblaje de devanado a otro, de manera que la posición del cable sobre la parte de contacto del circuito electrónico no es siempre la misma para cada componente electrónico. De esta forma, puede producirse una desalineación de los cables de manera que se produzcan productos no válidos. La realización de la técnica anterior conocida se utiliza normalmente junto con una unidad de fabricación de una mesa redonda, en la cual se monta la conocida herramienta de
sujeción. Durante el proceso de fabricación de un componente electrónico con dicha unidad de fabricación de una mesa redonda, las clavijas de guía de cable montadas en las mandíbulas de acuerdo con la técnica anterior no se puede ajustar a una posición de la unidad de fabricación de la mesa redonda en la cual la precisión de la posición de los cables sobre las partes de contacto del circuito electrónico puede ser evaluada porque en dicha posición no hay suficiente espacio sobre la herramienta de sujeción que pueda dar acceso a las clavijas de guía. Por lo tanto, el ajuste de las clavijas de guía de cable sólo se puede llevar a cabo en esta siguiente posición, sin embargo, los cables están ya pegados o soldados a las partes de contacto respectivas y los cables ya no se guían más alrededor de las clavijas de guía de cable. Por lo tanto, es difícil ajustar las clavijas de guía de cable y el resultado de dicho ajuste se puede evaluar sólo después de llevar a cabo una secuencia adicional de etapas de fabricación. Por lo tanto, el ajuste de las clavijas de guía de cable de una herramienta de sujeción conocida montada en una unidad de fabricación de una mesa redonda es un proceso iterativo que conducirá a numerosos productos no válidos.
De este modo, es un objeto de la presente aplicación definir una herramienta de sujeción de acuerdo a un preámbulo de la reivindicación 1, que supera dicha desventaja de la técnica anterior y que permite reducir la producción de trabajo defectuoso durante la fabricación de componentes electrónicos comprendido un ensamblaje de devanado y de un circuito electrónico.
Otro objetivo de la presente aplicación es definir una unidad de fabricación de una mesa redonda, comprendiendo dicha herramienta de sujeción.
El primer objetivo se consigue mediante la herramienta de sujeción como se define en la reivindicación 1.
El suministro del primer y segundo medio de guía de cable en un cuerpo de una herramienta de sujeción distante de las mandíbulas permite la colocación de las partes del cable entre el núcleo del ensamblaje de devanado y el medio de guía del cable respectivo de manera fiable y reproducible exactamente sobre la parte de contacto asociada al circuito electrónico.
En la realización preferente al menos un primer y segundo medio de guía de cable se dispone de forma móvil en el cuerpo de la herramienta de sujeción donde al menos el primer o segundo medio de guía de cable se puede mover en un plano paralelo a la primera dirección. Esta movilidad le permite adaptarse rápidamente a la posición de la parte de cable asociada dependiente de un cambio en el diámetro del núcleo del ensamblaje de devanado.
Preferiblemente, dicho primer y segundo medio de guía de cable cada uno comprendiendo una clavija de guía de cable montada a una manivela dispuesta en un eje rotatoria sobre un eje que dista del eje de la clavija de guía de cable. Dicha realización preferente provee un medio de guía de cable con el cual se puede ajustar fácilmente la colocación de la parte del cable respectiva.
Preferiblemente, cada manivela de esta herramienta de sujeción está dispuesta en un extremo superior del eje respectivo y ubicada sobre una asociada de las mandíbulas.
En caso de que cada eje de dicha herramienta de sujeción se extienda por debajo de una superficie inferior del cuerpo de la herramienta de sujeción, un ajuste del medio de guía de cable respectivo y, por lo tanto, de la parte del cable asociada se puede realizar por debajo del cuerpo de la herramienta de sujeción. Para una actuación más sencilla, el mecanismo de colocación respectivo para cada medio de guía de cable de cada eje se dispone preferiblemente con un brazo de actuación.
También es preferible que dicho primer y segundo medio de guía de cable movible estén dispuestos con medios de acople que se puedan acoplar a cada 1 de los medios de conducción. Esta característica le permite que los medios de guía de cable sean acoplados a un mecanismo de conducción externo de manera que, no sea necesaria ninguna acción manual para alinear la parte del cable respectivo.
En dicha realización se considera preferente que los medios de acople estén dispuestos en cada una de los ejes.
El segundo objetivo de la presente invención es conseguir mediante una unidad de fabricación de una mesa redonda comprendiendo una mesa redonda a la que al menos se monte una herramienta de sujeción de acuerdo a la presente invención.
Preferiblemente, dicha mesa redonda es una mesa redonda multiposicional en la cual los etapas de fabricación separados se llevan a cabo en diferentes posiciones. En esta realización preferente los medios de conducción están dispuestos en una unidad de fabricación de una mesa redonda en al menos una posición de la mesa redonda donde los medios de conducción se adaptan para ser acoplados a los medios de acople de dichos primeros y segundos medios de guía de cable. Preferiblemente, el medio de conducción se ubica debajo de la mesa redonda y, por lo tanto, debajo de la superficie inferior de la herramienta de sujeción de manera que, el espacio encima de la herramienta de sujeción no esté afectada por los medios de conducción de los primeros y segundos medios de guía de cable movibles.
También es un objetivo de la presente invención disponer de un procedimiento de fabricación de un componente electrónico comprendiendo un ensamblaje de devanado y de un circuito electrónico que reduce el número de productos no válidos fabricados con defectos.
Dicho objetivo se consigue mediante un medio de fabricación de un componente electrónico comprendiendo un ensamblaje de devanado y de un circuito electrónico, el procedimiento comprendiendo los etapas de: colocación del circuito...
Reivindicaciones:
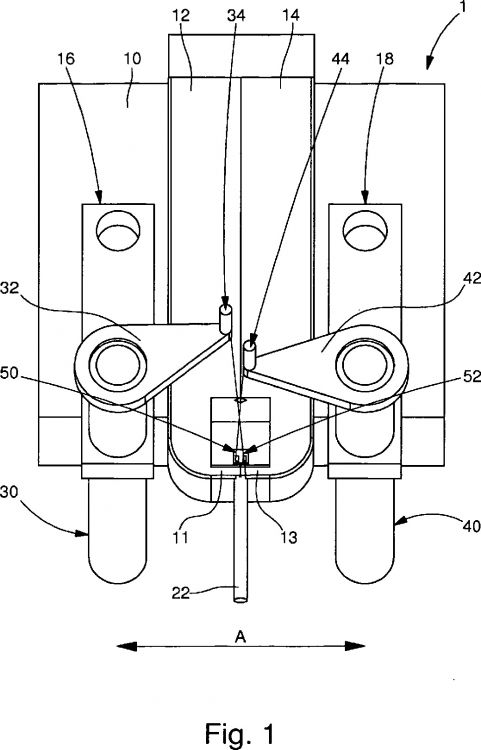
1. La herramienta de sujeción para fijar un componente electrónico (2) durante un proceso de fabricación, dicho componente electrónico (2), que comprende un ensamblaje de devanado (20) y un circuito electrónico (24), la herramienta de sujeción (1) comprendiendo
- un cuerpo (10) de la herramienta de sujeción,
- una primera y segunda mandíbula (12, 14) dispuestas en el cuerpo (10) de la herramienta de sujeción relativamente movibles entre ellas en una primera dirección (A), y
- un primero y segundo medio de guía de cable (3, 4) siendo dispuestos en un cuerpo
(10) de herramienta de sujeción apartado de las mandíbulas (12, 14), caracterizada en que al menos uno de los primeros y segundos medios de guía de cable (3, 4) están dispuestos de manera movible al cuerpo de la herramienta de sujeción (10) en la que al menos uno de dichos primeros y segundos medios de guía de cable (3, 4) pueden moverse en un plano paralelo a una primera dirección (A).
2. La herramienta de sujeción de acuerdo la reivindicación 1, caracterizada en que dichos primeros y segundos medios de guía de cable (3, 4) comprenden cada uno una clavija de guía de cable (34, 44) montados sobre una manivela (32, 42) provista en un eje (30, 40) que rota alrededor de un eje (X, X') que está distante del eje de la clavija de guía de cable (34, 44).
3. La herramienta de sujeción de acuerdo a la reivindicación 2, caracterizada en que cada manivela (32, 42) está provista en un extremo superior del eje respectivo (30 , 40) y colocada sobre un asociado de las mandíbulas (12, 14).
4. La herramienta de sujeción de acuerdo con la reivindicación 3, caracterizada en que cada eje (30, 40) se extiende bajo una superficie inferior del cuerpo (10) de herramientas de sujeción.
5. La herramienta de sujeción de acuerdo con la reivindicación 2, 3 ó 4, caracterizada en que cada eje (30, 40) está dispuesto con un brazo de actuación.
6. La herramienta de sujeción de acuerdo con una de las reivindicaciones de 1 a 5, caracterizada en que dichos primeros y segundos medios de guía de cable (3, 4) se disponen con medios de acople (36, 46) que se pueden acoplar cada uno a medios de conducción (64).
7. La herramienta de sujeción de acuerdo con la reivindicación 6, caracterizada en que uno de dichos medios de acople (36, 46) se dispone en uno respectivo de los respectivos ejes (30, 40).
8. La unidad de fabricación de una mesa redonda comprendiendo una mesa
redonda (60) a la cual se monta al menos una herramienta de sujeción (1) como se define en una de las reivindicaciones de 1 a 7. 9. La unidad de fabricación de una mesa redonda de acuerdo con la reivindicación 8, caracterizada
- En que dicha mesa redonda (60) es una mesa redonda multiposición y
- En que los medios de conducción (64) se disponen en la unidad de fabricación de una mesa redonda (6) en al menos una posición de la mesa redonda (60) en la que el medio de conducción está adaptado para que se acople a los medios de acople (36, 46) de dicho primer y segundo medio de guía del cable (3, 4). 10. Procedimiento de fabricación de un componente electrónico (2) que comprende
un ensamblaje de devanado (20) y de un circuito electrónico (24), el procedimiento
comprendiendo las etapas para: a) proveer el circuito electrónico (24) en una herramienta de sujeción (1); b) suministrar un núcleo (22) para el ensamblaje de devanado (20) a la herramienta
de sujeción (1) y fijar el núcleo (22) en la herramienta de sujeción (1); c) aplicar un cable (5) en el núcleo (22) para producir el ensamblaje de devanado
(20); d) pegar el cable (5) a las partes de contacto (25, 26) en el circuito electrónico (24); e) fijar el cable (5) en el ensamblaje de devanado (20) y f) quitar el componente electrónico (2) de la herramienta de sujeción (1);
caracterizado en que la posición del cable (5) sobre las partes de contacto (25, 26) del circuito electrónico (24) se revisa y, si es necesario, se ajusta para que la parte del cable respectiva (50, 52) se coloque exactamente sobre una parte de contacto asociada (25, 26) antes de que el cable (5) se pegue a las partes de contacto (25, 26).
11. Procedimiento de acuerdo con la reivindicación 10, caracterizado en que el ajuste del cable (5) se lleva a cabo mediante el desplazamiento de los medios de guía (34 , 44) dispuestos en la herramienta de sujeción (1) para guiar la parte del cable respectivo (50 , 52) extendiéndose lejos del ensamblaje de devanado (20).
Patentes similares o relacionadas:
Unidad anular de potencia magnética, del 13 de Mayo de 2020, de PREMO, S.A.: Una unidad anular de potencia magnética que incluye: un núcleo magnético anular que define un paso interno y un surco anular , comprendiendo […]
Disposición de transformador, del 12 de Junio de 2019, de ROBERT BOSCH GMBH: Disposición de transformador que tiene un eje de transformador, que comprende: una bobina primaria que comprende tres capas (12b) de bobinado primario, […]
Procedimiento, sistema y conjunto para determinar una reducción de la vida útil de servicio restante de un dispositivo eléctrico durante un período de tiempo específico de operación del dispositivo eléctrico, del 5 de Febrero de 2019, de LANDIS+GYR AG: Un procedimiento para determinar una reducción de la vida útil de servicio restante de un dispositivo eléctrico durante un período de tiempo específico […]
MÓDULOS DE CAPTACIÓN DE INTENSIDAD DE FASE Y/U HOMOPOLAR MONTADOS CONJUNTAMENTE EN UN PASATAPAS DE CABLES, del 3 de Mayo de 2018, de ORMAZABAL PROTECTION & AUTOMATION, S.L.U: La presente invención se refiere a un sistema de captación de intensidad modular, que permite la captación de la intensidad de fase y/o la intensidad de falta a tierra […]
Dispositivo de conexión para módulos de subestaciones de transformación, del 6 de Septiembre de 2017, de ORMAZABAL Y CIA S.L.U: El centro de transformación comprende celdas de alta tensión , un cuadro de baja tensión y un transformador que se encuentran interconectados eléctricamente […]
Sistema de monitorización de temperatura para transformadores de energía sumergidos en aceite, del 23 de Agosto de 2017, de SANTOS, EDUARDO PEDROSA: Sistema de monitorización de temperatura para transformadores de energía sumergidos en aceite, en el que el sistema está adaptado para llevar a cabo la monitorización de temperatura […]
Transformador de alta corriente con al menos cuatro puntos de empalme, del 15 de Marzo de 2017, de FRONIUS INTERNATIONAL GMBH: Transformador de alta corriente en especial para una fuente de corriente para proporcionar una corriente de soldadura de un dispositivo de soldadura […]
Procedimiento para clasificar el estado de la sujeción de devanado de un transformador de potencia, del 1 de Febrero de 2017, de ABB SCHWEIZ AG: Procedimiento para clasificar el estado de la sujeción de devanado de un transformador de potencia que está sumergido en un tanque de transformador […]