Aparato y método para la formación de núcleos absorbentes tendidos por aire.
Un aparato para la formación de núcleos absorbentes (15, 16) tendidos por aire,
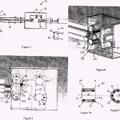
que comprende una primera y una segunda ruedas de formación de mullido (1, 2), teniendo cada una de las ruedas de formación de mullido al menos un molde (3, 4) a lo largo de su superficie periférica, medios de tendido por aire (6, 10 y 8, 12) para el suministro de material fibroso arrastrado por aire a los moldes en cada rueda de formación de mullido, medios de succión (13, 14) que mantienen los elementos del núcleo formado en los moldes respectivos durante una parte del recorrido de los moldes sobre la rueda de formación de mullido respectiva y medios para transferir un elemento del núcleo (16) en una segunda rueda de formación de mullido sobre un elemento del núcleo (15) en la primera rueda de formación de mullido mientras este último elemento del núcleo aún se mantiene en su molde, al menos el medio de tendido por aire (8, 12) asociado a la segunda rueda de formación de mullido comprende medios para suministrar una mezcla de material fibroso arrastrado por aire y partículas discretas, caracterizado por medios (5, 9 y 7, 11) para la aplicación de una capa protectora (22, 23) a la parte inferior de cada molde (3, 4) de al menos la segunda rueda de formación de mullido (2), capa protectora (22, 23) que tiene la función de proteger el molde frente a partículas discretas durante el tendido por aire de una mezcla de material fibroso arrastrado por aire y partículas discretas y para impedir que las partículas discretas salgan fuera del segundo elemento del núcleo durante y después de la transferencia, formando las dos ruedas de formación de mullido (1, 2) un punto de contacto entre ellas tal que el segundo elemento del núcleo (16) hace tope con el primer elemento del núcleo (15) en el punto de contacto antes de la transferencia, en donde los moldes (3, 4) son menos profundos que los elementos del núcleo (15, 16) formados en ellos.
Tipo: Patente Internacional (Tratado de Cooperación de Patentes). Resumen de patente/invención. Número de Solicitud: PCT/SE2006/050266.
Solicitante: SCA HYGIENE PRODUCTS AB.
Nacionalidad solicitante: Suecia.
Dirección: 405 03 GÖTEBORG SUECIA.
Inventor/es: EDVARDSSON,GUNNAR.
Fecha de Publicación: .
Clasificación Internacional de Patentes:
- A61F13/15 NECESIDADES CORRIENTES DE LA VIDA. › A61 CIENCIAS MEDICAS O VETERINARIAS; HIGIENE. › A61F FILTROS IMPLANTABLES EN LOS VASOS SANGUINEOS; PROTESIS; DISPOSITIVOS QUE MANTIENEN LA LUZ O QUE EVITAN EL COLAPSO DE ESTRUCTURAS TUBULARES, p. ej. STENTS; DISPOSITIVOS DE ORTOPEDIA, CURA O PARA LA CONTRACEPCION; FOMENTACION; TRATAMIENTO O PROTECCION DE OJOS Y OIDOS; VENDAJES, APOSITOS O COMPRESAS ABSORBENTES; BOTIQUINES DE PRIMEROS AUXILIOS (prótesis dentales A61C). › A61F 13/00 Vendas o apósitos (suspensorios A61F 5/40; apósitos radiactivos A61M 36/14 ); Compresas absorbentes (aspectos químicos de las vendas, apósitos o compresas absorbentes* A61L 15/00, A61L 26/00). › Compresas absorbentes, p. ej. paños higiénicos, torundas o tampones para aplicación externa o interna al cuerpo (receptáculos catameniales no absorbentes A61F 5/44 ); Medios para mantenerlos en su sitio o para fijarlos; Aplicadores de tampones.
- B32B37/18 TECNICAS INDUSTRIALES DIVERSAS; TRANSPORTES. › B32 PRODUCTOS ESTRATIFICADOS. › B32B PRODUCTOS ESTRATIFICADOS, es decir, HECHOS DE VARIAS CAPAS DE FORMA PLANA O NO PLANA, p. ej. CELULAR O EN NIDO DE ABEJA. › B32B 37/00 Procedimientos o aparatos para la estratificación, p.ej. por polimerización o curado o por unión por ultrasonidos. › implicando únicamente la unión de hojas o paneles discretos.
- D01G25/00 TEXTILES; PAPEL. › D01 FIBRAS O HILOS NATURALES O FABRICADOS POR EL HOMBRE; HILATURA. › D01G TRATAMIENTO PRELIMINAR DE FIBRAS, p. ej. PARA LA HILATURA (bobinado o devanado, conducción o guía de napas, velos, cintas o mechas en general, potes de cintas o mechas, almacenamiento en los potes de cintas o mechas B65H; preparación de fibras para la fabricación de papel D21). › Dispositivos de formación de napas, no integrados en las máquinas enumeradas más arriba (formación de napas de filamentos continuos para no-tejidos D04H).
- D04H1/72 D […] › D04 TRENZADO; FABRICACION DEL ENCAJE; TRICOTADO; PASAMANERIA; NO TEJIDOS. › D04H FABRICACION DE TEJIDOS TEXTILES, p. ej. A PARTIR DE FIBRAS O MATERIALES FILAMENTOSOS (tejido D03; tricotado D04B; trenzado D04C; fabricación de redes D04G; costura D05B; implantación de pelos o mechones por picado D05C; terminación de los "no tejidos" D06 ); ARTICULOS FABRICADOS CON AYUDA DE ESTOS PROCEDIMIENTOS O APARELLAJE, p. ej. FIELTROS, NO TEJIDOS; GUATA; NAPA (telas no tejidas que tienen una capa intermedia o externa de género diferente, p. ej. una tela tejida, B32B). › D04H 1/00 No tejidos formados únicamente o principalmente de fibras cortadas o de otras fibras similares relativamente cortas. › las fibras están dispuestas al azar.
- D04H1/732 D04H 1/00 […] › por corriente de fluido, p. ej. vía aérea.
- D04H1/736 D04H 1/00 […] › caracterizado por el aparato de disposición de las fibras (D04H 1/728, D04H 1/732 tiene prioridad).
PDF original: ES-2529579_T3.pdf
Fragmento de la descripción:
Aparato y método para la formación de núcleos absorbentes tendidos por aire Campo técnico
La presente invención se refiere a un aparato para la formación de núcleos absorbentes tendidos por aire, que comprende una primera y una segunda rueda de formación de mullido, teniendo cada una de las ruedas de formación de mullido una serie de moldes a lo largo de su superficie periférica, medios de tendido por aire para suministrar un material fibroso arrastrado por aire a los moldes de cada rueda de formación de mullido, medios de succión que mantienen los elementos del núcleo formado en los moldes respectivos durante una parte del recorrido de los moldes sobre la rueda de formación de mullido respectiva y medios para transferir un elemento del núcleo sobre la segunda rueda de formación de mullido sobre un elemento del núcleo en una primera rueda de formación de mullido mientras que el último elemento del núcleo se mantiene aún en este molde, al menos el medio de tendido por aire asociado con la segunda rueda de formación de mullido comprende medios para el suministro de una mezcla de material fibroso arrastrado por aire y partículas discretas, y un método que usa dicho aparato.
Antecedentes de la invención
Los aparatos de la clase referida anteriormente se usan para producir núcleos absorbentes multicapa, conteniendo al menos una de las capas partículas discretas de un material altamente absorbente, preferiblemente un denominado material súper absorbente (SAP), que puede absorber líquido en una cantidad varias veces su propio peso. Las fibras en las capas son preferiblemente celulósicas y producidas mediante desfibrado de pulpa. Adicionalmente, se pueden añadir otros tipos de fibras. Las fibras en las diferentes capas pueden ser las mismas o diferentes.
Los aparatos de acuerdo con la presente invención se han de disponer en una línea de fabricación para la producción de artículos absorbentes, tales como pañales desechadles, compresas higiénicas, protectores de incontinencia y artículos higiénicos similares. Es importante por lo tanto que dichos aparatos no ocupen un gran espacio, especialmente en la dirección longitudinal de dicha línea de producción. Hoy en día, la tasa de producción de dicha tasa de producción es alta, aproximadamente 6 núcleos por minuto, y la presente invención se dirige a permitir tasas de producción incluso más altas. Con dichas tasas elevadas las fuerzas centrífugas que actúan sobre las partículas discretas en los elementos del núcleo formados son muy altas y existe el problema de prevenir que estas partículas caigan fuera de dichos elementos del núcleo. Además de las consecuencias en coste por la pérdida de un material de partículas relativamente caro, existe el riesgo de que las partículas perdidas caigan sobre componentes o equipos en la línea de producción y afecten adversamente a las funciones de los mismos. Debe tenerse cuidado por lo tanto en alguna forma con las partículas perdidas. Existe por lo tanto una necesidad de mantener dichas pérdidas de partículas tan bajas como sea posible.
Otro problema es asegurar que los elementos del núcleo formado sobre la respectiva rueda de formación de mullido de un aparato de la clase descrita en la Introducción se superpongan entre sí en la relación mutua deseada. Si, por ejemplo, los bordes frontales de los elementos del núcleo superpuestos se han de alinear entre sí, una desalineación será muy evidente visualmente y también afectará adversamente a la función del artículo producido. Por ejemplo, si el artículo producido contiene aberturas o similares en los núcleos superpuestos que debieran coincidir o tener una relación relativa determinada entre ellas en la posición superpuesta de los elementos del núcleo, una desalineación de estas aberturas tendrá un efecto perjudicial sobre el funcionamiento del artículo producido.
Un problema adicional con un aparato de acuerdo con la introducción es que existe un riesgo de que las partículas discretas tendidas por aire sobre un molde dañen el molde u obstruyan o atasquen alguna de las aberturas en el molde. Dichas obstrucciones o atascos conducirán a una distribución irregular del material tendido por aire en el molde y afectarán en consecuencia adversamente a las propiedades absorbentes del artículo producido.
En el documento EP-B1- 958 81 se muestra un aparato, en el que una malla de tejido se devana sobre una rueda de formación de mullido y es atraída contra las paredes de los moldes sobre la superficie periférica de la rueda. Posteriormente, se tiende por aire una capa de partículas discretas en el molde y se atraen fibras arrastradas por aire dentro de esta capa de partículas discretas para mezclarlas con las partículas discretas. En la Figura 3 de este documento, se describe dicho aparato que tiene dos ruedas de formación de mullido. Los cuerpos tendidos por aire se suministran desde cada rueda de formación de mullido fijada a las mallas de tejido y las dos mallas de tejido junto con los cuerpos añadidos se superponen entonces entre sí. Los cuerpos fijados a las mallas se trasladan una distancia bastante larga sin medios de succión que influencian los cuerpos de los mismos y existe un gran riesgo de que las partículas caigan fuera de los cuerpos durante este recorrido. Más aún, con una construcción de ese tipo parece difícil obtener una gran precisión en las posiciones relativas de los cuerpos añadidos a las mallas cuando se superponen entre sí.
En el documento EP-B1-1 82 81 se describe un aparato de acuerdo con el preámbulo de la Reivindicación 1. En dicho aparato, solo se tiende por aire un material fibroso en los moldes sobre la primera rueda de formación de
mullido para la formación de un cuerpo sobre el que se transfiere un segundo cuerpo compuesto de una mezcla de material fibroso y partículas discretas de SAP desde la segunda rueda de formación de mullido mientras que el primer cuerpo aún está en el molde. Una tercera capa de material fibroso se tiende por aire entonces sobre la composición de los primeros dos cuerpos. Durante la transferencia del segundo cuerpo sobre el primer cuerpo, una parte del segundo cuerpo siempre está expuesta al aire libre en ambos lados del mismo. Existe por ello un gran riesgo de que las partículas de SAP caigan fuera de estas partes expuestas del segundo cuerpo, especialmente si la concentración de las mismas es alta y la velocidad de las ruedas de formación de mullido es alta. Después de la transferencia del segundo cuerpo sobre el primer cuerpo, la tercera capa tendida por aire del mismo impedirá que las partículas de SAP en el segundo cuerpo caigan. Aunque la precisión de las posiciones de los cuerpos superpuestos se mejora debido a que el primer cuerpo se mantiene en su molde durante la transferencia del segundo cuerpo sobre el mismo, el segundo cuerpo ha de moverse en el aire libre antes de ser superpuesto sobre el primer cuerpo, un hecho que reduce la precisión. Más aún, en la segunda rueda de formación de mullido no hay medios para impedir que partículas discretas tendidas por aire en los moldes obstruyan o atasquen las aberturas en las partes inferiores de estos moldes.
Es un objeto de la presente invención un aparato de acuerdo con la introducción que mejore la precisión de la transferencia de un elemento del núcleo sobre otro, impida que partículas discretas tendidas por aire dañen y/o atasquen los moldes e impida pérdidas excesivas de partículas discretas desde los elementos del núcleo formados. Es también un objetivo de la presente invención llevar a cabo esto sin un incremento significativo del espacio requerido para el aparato en una línea de producción para la fabricación de artículos absorbentes higiénicos.
Sumario de la invención
Estos objetivos se llevan a cabo mediante un aparato para la formación de núcleos absorbentes tendidos por aire, que comprende una primera y una segunda ruedas de formación de mullido, teniendo cada una de las ruedas de formación de mullido al menos un molde a lo largo de su superficie periférica, medios de tendido por aire para el suministro de material fibroso arrastrado por aire a los moldes en cada rueda de formación de mullido, medios de succión que mantienen los elementos del núcleo formado en los moldes respectivos durante una parte del recorrido de los moldes sobre la rueda de formación de mullido respectiva y medios para transferir un elemento del núcleo en una segunda rueda de formación de mullido sobre un elemento del núcleo en la primera rueda de formación de mullido mientras este último elemento del núcleo aún se mantiene en su molde, al menos el medio de tendido por aire asociado con la segunda rueda de formación de mullido comprende medios para suministrar una mezcla... [Seguir leyendo]
Reivindicaciones:
1. Un aparato para la formación de núcleos absorbentes (15, 16) tendidos por aire, que comprende una primera y una segunda ruedas de formación de mullido (1, 2), teniendo cada una de las ruedas de formación de mullido al menos un molde (3, 4) a lo largo de su superficie periférica, medios de tendido por aire (6, 1 y 8, 12) para el suministro de material fibroso arrastrado por aire a los moldes en cada rueda de formación de mullido, medios de succión (13, 14) que mantienen los elementos del núcleo formado en los moldes respectivos durante una parte del recorrido de los moldes sobre la rueda de formación de mullido respectiva y medios para transferir un elemento del núcleo (16) en una segunda rueda de formación de mullido sobre un elemento del núcleo (15) en la primera rueda de formación de mullido mientras este último elemento del núcleo aún se mantiene en su molde, al menos el medio de tendido por aire (8, 12) asociado a la segunda rueda de formación de mullido comprende medios para suministrar una mezcla de material fibroso arrastrado por aire y partículas discretas, caracterizado por medios (5, 9 y 7, 11) para la aplicación de una capa protectora (22, 23) a la parte inferior de cada molde (3, 4) de al menos la segunda rueda de formación de mullido (2), capa protectora (22, 23) que tiene la función de proteger el molde frente a partículas discretas durante el tendido por aire de una mezcla de material fibroso arrastrado por aire y partículas discretas y para impedir que las partículas discretas salgan fuera del segundo elemento del núcleo durante y después de la transferencia, formando las dos ruedas de formación de mullido (1,2) un punto de contacto entre ellas tal que el segundo elemento del núcleo (16) hace tope con el primer elemento del núcleo (15) en el punto de contacto antes de la transferencia, en donde los moldes (3, 4) son menos profundos que los elementos del núcleo (15, 16) formados en ellos.
2. Un aparato de acuerdo con la reivindicación 1, en el que el punto de contacto entre la primera y la segunda ruedas de formación de mullido (1,2) es de 1 mm como mucho.
3. Un aparato de acuerdo con la reivindicación 2, en el que se sitúan medios para la aplicación de una primera malla de material de revestimiento (2) sobre el núcleo compuesto (15, 16) que sale del punto de contacto entre la primera y segunda ruedas de formación de mullido (1, 2) de modo que dicha malla se aplica al núcleo compuesto antes de que este núcleo se suministre desde la primera rueda de formación de mullido (1).
4. Un aparato de acuerdo con la reivindicación 3, en el que se disponen medios para la aplicación de una segunda malla (26) de un material de revestimiento sobre el núcleo compuesto (15, 16, 2), compuesto de dos elementos del núcleo (15, 16) y la primera malla (2), inmediatamente después de que se haya hecho salir este núcleo compuesto de la primera rueda de formación de mullido (1) y se hayan fijado las mallas entre sí.
5. Un aparato de acuerdo con cualquiera de las reivindicaciones 1-4, en el que los moldes (4) en la segunda rueda de formación de mullido (2) tienen una extensión más pequeña, al menos en una dirección periférica, que los moldes (3) en la primera rueda de formación de mullido (1).
6. Un aparato de acuerdo con cualquiera de las reivindicaciones 1-5, en el que los moldes (3, 4) en la serie de moldes de la primera y segunda ruedas de formación de mullido (1, 2) se disponen de modo que un elemento del núcleo (16) formado en los moldes de la segunda rueda de formación de mullido (2) se transfiera a un elemento del núcleo (15) formado en los moldes (3) de la primera rueda de formación de mullido (1) con su borde frontal alineado con el borde frontal del elemento del núcleo (15) en el molde (3) sobre la primera rueda de formación de mullido (1).
7. Un método de formación de núcleos absorbentes tendidos por aire, que comprende las etapas de: formación de un primer y un segundo elementos del núcleo mediante el tendido por aire de un material fibroso arrastrado por aire a los moldes sobre una primera y una segunda ruedas de formación de mullido, teniendo cada una de dichas ruedas de formación de mullido al menos un molde a lo largo de su superficie periférica, mediante lo cual al menos los medios de tendido por aire asociados con la segunda rueda de formación de mullido comprenden medios para el suministro de una mezcla de material fibroso arrastrado por aire y partículas discretas; transferencia de un elemento del núcleo sobre la segunda rueda de formación de mullido sobre un elemento del núcleo en la primera rueda de formación de mullido mientras este último elemento del núcleo aún se mantiene en su molde mediante medios de succión, caracterizado por la aplicación de una capa protectora a la parte inferior de cada molde de al menos la segunda rueda de formación de mullido antes del tendido por aire de una mezcla de material fibroso arrastrado por aire y partículas discretas en el molde, capa protectora que tiene la función de proteger el molde de las partículas discretas durante el tendido por aire de una mezcla de material fibroso arrastrado por aire y partículas discretas y para impedir que las partículas discretas salgan fuera del segundo elemento del núcleo durante y después de la transferencia, y formando dicho punto de contacto entre las dos ruedas de formación de mullido de modo que el segundo elemento del núcleo haga tope con el primer elemento del núcleo en el punto de contacto antes de la transferencia, en donde los moldes son menos profundos que los elementos del núcleo formados en ellos.
8. Un método de acuerdo con la reivindicación 7, en el que el punto de contacto formado entre la primera y la segunda ruedas de formación de mullido es de al menos 6 mm.
9. Un método de acuerdo con la reivindicación 8, en el que se suministra una mezcla de material fibroso arrastrado por aire y partículas discretas tanto a la primera como a la segundas ruedas de formación de mullido y se aplica una
capa protectora a la parte inferior de cada molde sobre la primera y la segunda ruedas de formación de mullido.
1. Un método de acuerdo con las reivindicaciones 8 o 9, en el que se aplica una primera malla de material de revestimiento sobre el núcleo compuesto que sale del punto de contacto entre la primera y la segunda ruedas de
formación de mullido, y dicha primera malla se sitúa de modo que dicha malla se aplica al núcleo compuesto antes de que este núcleo se suministre desde la primera rueda de formación de mullido.
11. Un método de acuerdo con la reivindicación 1, en el que se aplica una segunda malla de material de revestimiento sobre el núcleo compuesto, compuesto de los dos elementos del núcleo y la primera malla,
inmediatamente después de que se haya hecho salir este núcleo compuesto de la primera rueda de formación de mullido y las mallas se unan entre sí.
12. Un método de acuerdo con la reivindicación 7, en el que se aplica una malla de material de revestimiento sobre cada una de la primera y de la segunda ruedas de formación de mullido y se aplica un recubrimiento adhesivo en el
lado de dichas mallas distal de la parte inferior de los moldes.
13. Un método de acuerdo con cualquiera de las reivindicaciones 7-12, en el que a los moldes sobre la segunda rueda de formación de mullido se les da una extensión más pequeña, al menos en una dirección periférica, que los moldes sobre la primera rueda de formación de mullido.
14. Un método de acuerdo con cualquiera de las reivindicaciones 7-13, en el que los moldes en la serie de moldes sobre la primera y segunda ruedas de formación de mullido se disponen de modo que un elemento del núcleo formado en los moldes de la segunda rueda de formación de mullido se transfiere a un elemento del núcleo formado en los moldes de la primera rueda de formación de mullido con su borde frontal alineado con el borde frontal del
elemento del núcleo en el molde sobre la primera rueda de formación de mullido.
Patentes similares o relacionadas:
Tratamiento de fibras inorgánicas duras y su uso en una esterilla de montaje para dispositivos de tratamiento de gases de escape, del 9 de Octubre de 2019, de Unifrax I LLC: Un método para tratar haces de fibras inorgánicas duras que comprende abrir una pluralidad de haces de fibras inorgánicas duras de manera que las fibras inorgánicas duras pueden […]
Procedimiento de fabricación de un elemento que contiene fibras minerales, del 10 de Julio de 2019, de ROCKWOOL INTERNATIONAL A/S: Un procedimiento de fabricación de un elemento que contiene fibras minerales, comprendiendo dicho procedimiento las etapas de: proporcionar fibras […]
Método para fabricar un elemento que contiene fibra mineral y un elemento producido por este método, del 20 de Febrero de 2019, de ROCKWOOL INTERNATIONAL A/S: Un método para fabricar un elemento que contiene fibra mineral, comprendiendo dicho método las etapas de: proporcionar fibras minerales en una cantidad del 90 al 99% en […]
Tela no tejida con volumen, del 8 de Noviembre de 2018, de CARL FREUDENBERG KG: Procedimiento para la preparación de una tela no tejida con volumen que comprende las etapas de: (a) proporcionar una materia bruta de tela no tejida que contiene bolitas […]
 Bandas de microfibras de poli-4-hidroxibutirato y sus copolímeros producidas por hilado centrífugo, del 15 de Octubre de 2018, de TEPHA, INC.: Una banda de microfibras que comprende fibras de poli-4-hidroxibutirato o sus copolímeros, producida por hilado centrífugo, en la que algunas o todas […]
Bandas de microfibras de poli-4-hidroxibutirato y sus copolímeros producidas por hilado centrífugo, del 15 de Octubre de 2018, de TEPHA, INC.: Una banda de microfibras que comprende fibras de poli-4-hidroxibutirato o sus copolímeros, producida por hilado centrífugo, en la que algunas o todas […]
 Aparato y método para formación y recolección de hojas no tejidas nanofibrosas, del 27 de Septiembre de 2018, de Nanocomp Technologies, Inc: Un sistema para formar un hilo nanofibroso , el sistema comprende: un alojamiento que tiene una entrada para acoplar una […]
Aparato y método para formación y recolección de hojas no tejidas nanofibrosas, del 27 de Septiembre de 2018, de Nanocomp Technologies, Inc: Un sistema para formar un hilo nanofibroso , el sistema comprende: un alojamiento que tiene una entrada para acoplar una […]
Aparato para separar partículas y métodos para usarlo, del 12 de Octubre de 2016, de THE PROCTER & GAMBLE COMPANY: Un aparato (10a) para separar partículas, comprendiendo el aparato (10a) una carcasa a través de la cual una pluralidad de partículas (12a, […]
Producto fibroso absorbente que contiene al menos 50% de fibras celulósicas hidrófilas y que comprende al menos dos capas de las que una está hidroentrelazada, del 1 de Julio de 2015, de SCA TISSUE FRANCE: Producto fibroso absorbente que contiene al menos 50% de fibras de algodón hidrófilas u otras fibras celulósicas hidrófilas y menos de 0,1% de aglomerante […]