Procedimiento y dispositivo para fabricar piezas estructurales espumadas exentas de mazarota.
Procedimiento para fabricar una pieza estructural de fundición inyectada espumada con los pasos de procedimiento siguientes:
a) introducción de un agente propulsor físico o químico en un material sintético que se debe espumar,
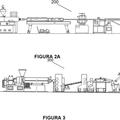
b) inyección del material sintético plastificado mezclado con el agente propulsor en una cavidad (4) de tamaño variable de un útil (1) de moldeo por fundición inyectada y
c) descompresión de la masa fundida líquida de material sintético por medio de un expansión de la cavidad (4) del útil de moldeo (1),
caracterizado por que
- antes de la inyección del material sintético se cierra el acceso a la cavidad (4) por medio de al menos una corredera (5) dotada de un canal de colada (6) hasta que el útil de moldeo (1) se encuentre en la posición de llenado,
- seguidamente, trasladando la al menos una corredera (5) hacia fuera, se une el canal de colada (6) dispuesto en la corredera (5) con la cavidad (4),
- después del llenado de la cavidad (4) con la masa fundida de material sintético, entre los pasos b) y c), se interrumpe nuevamente la unión entre el canal de colada (6) y la cavidad (4) por retracción de la corredera (5) y se secciona así la mazarota, y
- la corredera (5) acompaña a la carrera de expansión subsiguiente y sella con ello la cavidad (4) en fase de expansión.
Tipo: Patente Internacional (Tratado de Cooperación de Patentes). Resumen de patente/invención. Número de Solicitud: PCT/EP2010/000825.
Solicitante: SMP Deutschland GmbH.
Nacionalidad solicitante: Alemania.
Dirección: SCHLOSSMATTENSTRASSE 18 79268 BOTZINGEN ALEMANIA.
Inventor/es: Buchet,Yann, Pignard,Pierre.
Fecha de Publicación: .
Clasificación Internacional de Patentes:
- B29C44/08 TECNICAS INDUSTRIALES DIVERSAS; TRANSPORTES. › B29 TRABAJO DE LAS MATERIAS PLASTICAS; TRABAJO DE SUSTANCIAS EN ESTADO PLASTICO EN GENERAL. › B29C CONFORMACIÓN O UNIÓN DE MATERIAS PLÁSTICAS; CONFORMACIÓN DE MATERIALES EN ESTADO PLÁSTICO, NO PREVISTA EN OTRO LUGAR; POSTRATAMIENTO DE PRODUCTOS CONFORMADOS, p. ej. REPARACIÓN (fabricación de preformas B29B 11/00; fabricación de productos estratificados combinando capas previamente no unidas para convertirse en un producto cuyas capas permanecerán unidas B32B 37/00 - B32B 41/00). › B29C 44/00 Conformación por presión interna generada en el material, p. ej. por hinchamiento o por espumación. › empleando varias etapas de expansión.
PDF original: ES-2534663_T3.pdf
Fragmento de la descripción:
Procedimiento y dispositivo para fabricar piezas estructurales espumadas exentas de mazarota.
La presente invención concierne a un procedimiento para fabricar piezas estructurales de fundición inyectada espumadas exentas de mazarota, especialmente piezas estructurales para revestimientos interiores de vehículos automóviles, como, por ejemplo, tableros de instrumentos, revestimientos laterales o revestimientos de puertas, con las características del preámbulo de la reivindicación 1. La invención concierne también a un dispositivo para fabricar piezas estructurales de fundición inyectada exentas de mazarota.
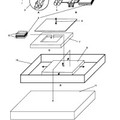
Las piezas moldeadas o las piezas estructurales de material sintético se utilizan en muchos sectores de la industria del automóvil, especialmente como piezas estructurales de revestimiento interior, tal como, por ejemplo, tableros de instrumentos, revestimientos de columnas, revestimientos de puertas o revestimientos laterales. Usualmente, las piezas estructurales de revestimiento interior están constituidas por varias capas, combinándose una con otra unas capas que pueden consistir en materiales sintéticos diferentes y que poseen propiedades específicas diferentes. Así, por ejemplo, los tableros de instrumentos consisten la mayoría de las veces en una capa de soporte dura que puede estar constituida por un material sintético termoplástico reforzado con fibras de vidrio, sobre la cual se aplica después una capa de espuma que confiere al tablero de instrumentos las propiedades hápticas deseadas. La capa de espuma, que consiste frecuentemente en poliuretano, se cubre a su vez después con una capa decorativa o película decorativa que forma el lado visto de la pieza estructural.
En la fabricación convencional de piezas estructurales de revestimiento interior se une usualmente una película decorativa espumada por detrás con un soporte en un útil de laminado. Este procedimiento es relativamente complicado y requiere la combinación de pasos de procedimiento diferentes en útiles diferentes.
Sin embargo, es posible también que, mediante una elección adecuada del útil y de los materiales sintéticos de partida, se obtenga una superficie decorativa directamente al inyectar sobre el soporte un material sintético termoplástico. Así, en el documento DE 102 007 021 750 A1 se describe un procedimiento para fabricar cuerpos de material sintético espumados en el que se introduce a presión en el material sintético plastificado a espumar un agente propulsor físico y seguidamente se inyecta el material sintético mezclado con el agente propulsor en la cavidad de un útil de fundición inyectada. Durante una expansión subsiguiente de la cavidad del útil se descomprime la masa fundida de material sintético y, al solidificarse el material sintético en la superficie del útil o en la superficie interior de la cavidad, se forma una capa lisa relativamente densa que es adecuada como superficie decorativa, mientras que en el interior del cuerpo de material sintético descomprimido se presenta una estructura de espuma porosa. Como agentes propulsores físicos se utilizan preferiblemente agentes propulsores que pueden introducirse en forma gaseosa dentro del material sintético, tal como, por ejemplo, nitrógeno, CO2 o gases nobles. Una variante preferida prevé que el cuerpo de material sintético espumado se aplique sobre un soporte que, antes de la inyección del material sintético, se introduce en la cavidad del útil de la máquina de fundición inyectada.
En el documento JP 59138421 A se revela el preámbulo de la reivindicación 1 y en el documento JP 63315218 A se revela el preámbulo de la reivindicación 10.
En el documento EP 1 839 836 A1 se describe un procedimiento de fundición inyectada para fabricar piezas moldeadas multicapa que están constituidas por una capa de soporte consistente y una capa espumada, consistiendo ambas capas en un material sintético termoplástico. En este caso, después de la fundición inyectada del soporte se varía en un ciclo de fundición inyectada primario un lado del útil de moldeo de modo que se forme una estrecha cavidad de aproximadamente 3 a 4 mm entre el soporte y la superficie del útil de moldeo, en la que se inyecta el material termoplástico en un ciclo de fundición inyectada secundario para la capa espumada. Se obtiene también de esta manera una capa superficial espumada con una calidad de superficie decorativa.
Durante la fundición inyectada se hace que el material termoplástico tanto para el soporte como para la capa de espuma, proveniente de una unidad de plastificación a través de los llamados canales de colada, sea inyectado por una boquilla de inyección en la cavidad del útil. Un inconveniente del procedimiento de fundición inyectada consiste ahora en que, después de la terminación y el enfriamiento de la pieza moldeada o la pieza estructural, las mazarotas correspondientes están todavía unidas con la pieza estructural terminada y tienen que ser eliminadas. Frecuentemente, esto se realiza a mano en una operación subsiguiente, pero, como es sabido, el trabajo manual trae consigo inconvenientes y riesgos. Así, por ejemplo, las piezas moldeadas pueden resultar dañadas por un trabajo poco exacto e incluso en el caso de un trabajo preciso la superficie de la pieza estructural muestra en el sitio en el que estaba dispuesta originalmente la mazarota una estructura superficial diferente en comparación con la superficie restante de la pieza estructural. Para que estos defectos no tengan una repercusión desventajosa se ha pasado a posicionar, en lo posible, los puntos de colada en zonas de la pieza moldeada que están fuera de la zona vista posterior de la pieza moldeada, pero esto no siempre es posible.
Se ha ido también más allá de esto y, durante el proceso de conformación, se han seccionado ya las mazarotas de la pieza moldeada en el útil de moldeo con ayuda de aparatos de corte o correderas.
En el documento DE 100 59 958 A1 se describen un procedimiento y un útil de fundición inyectada para fabricar una pieza moldeada de material sintético, presentando la pieza de material sintético terminada una superficie exterior visible y una superficie interior invisible. Para evitar un trabajo de repasado respecto de la mazarota se coloca la superficie de inyección sobre la superficie interior invisible, de modo que, al abrir el útil, la mazarota puede ser cortada en toda su longitud por una cuchilla accionada por una corredera.
En el documento DE 102 25 165 A1 se describe un procedimiento para fabricar piezas estructurales de fundición inyectada en el que se carga la masa de moldeo en la cavidad del molde a través de al menos un canal de colada durante una fase de llenado del molde, seccionándose los brazos de mazarota que se forman en los canales de colada después de concluida la fase de llenado del molde y antes de la solidificación completa de la pieza estructural de fundición. De esta manera, se puede evitar el trabajo de repasado costoso y poco exacto realizado a mano. Sin embargo, los dos procedimientos antes citados no son adecuados para la fabricación de piezas estructurales exentas de mazarota, ya que incluso en estos procedimientos de seccionamiento de los brazos de mazarota pueden seguirse reconociendo los sitios de colada en la pieza moldeada terminada.
Por tanto, la presente invención se basa en el problema de ofrecer un procedimiento para fabricar piezas estructurales espumadas que no presente los inconvenientes del estado de la técnica.
Este problema se resuelve por medio de un procedimiento con las características de la reivindicación 1. Desarrollos adicionales ventajosos y ejecuciones ventajosas del procedimiento según la invención son objeto de las reivindicaciones subordinadas correspondientes.
El problema de la invención consiste también en proporcionar un dispositivo para fabricar piezas estructurales espumadas con el que puedan producirse piezas estructurales que no presenten los inconvenientes del estado de la técnica.
Este problema se resuelve por medio de un dispositivo con las características de la reivindicación 10. Perfeccionamientos adicionales ventajosos y ejecuciones ventajosas del dispositivo según la invención son objeto de las reivindicaciones subordinadas correspondientes.
En el procedimiento según la invención para fabricar una pieza estructural de fundición inyectada se inyecta primero un material sintético mezclado con un agente propulsor físico o químico en una cavidad de tamaño variable de un útil de moldeo por fundición inyectada. Como agente propulsor físico puede utilizarse aquí un gas, tal como, por ejemplo dióxido de carbono, nitrógeno o un gas noble, el cual se introduce a presión en el material sintético ya plastificado.... [Seguir leyendo]
Reivindicaciones:
1. Procedimiento para fabricar una pieza estructural de fundición inyectada espumada con los pasos de procedimiento siguientes:
a) introducción de un agente propulsor físico o químico en un material sintético que se debe espumar, b) inyección del material sintético plastificado mezclado con el agente propulsor en una cavidad (4) de tamaño variable de un útil (1) de moldeo por fundición inyectada y c) descompresión de la masa fundida líquida de material sintético por medio de un expansión de la cavidad (4) del útil de moldeo (1) , caracterizado por que -antes de la inyección del material sintético se cierra el acceso a la cavidad (4) por medio de al menos una corredera (5) dotada de un canal de colada (6) hasta que el útil de moldeo (1) se encuentre en la posición de llenado, -seguidamente, trasladando la al menos una corredera (5) hacia fuera, se une el canal de colada (6) dispuesto en la corredera (5) con la cavidad (4) , -después del llenado de la cavidad (4) con la masa fundida de material sintético, entre los pasos b) y c) , se interrumpe nuevamente la unión entre el canal de colada (6) y la cavidad (4) por retracción de la corredera (5) y se secciona así la mazarota, y -la corredera (5) acompaña a la carrera de expansión subsiguiente y sella con ello la cavidad (4) en fase de expansión.
2. Procedimiento según la reivindicación 1, caracterizado por que la cavidad (4) es ocupada con un soporte (7) en un paso antepuesto del procedimiento.
3. Procedimiento según la reivindicación 1 o 2, caracterizado por que, en paralelo con el llenado de la cavidad (4) en el paso b) , se realiza una carrera de compresión con cierto desfase temporal respecto del comienzo de la inyección del material sintético plastificado.
4. Procedimiento según cualquiera de las reivindicaciones 1 a 3, caracterizado por que la transmisión de fuerza a la corredera (5) se efectúa directamente a través de un accionamiento (14) y/o indirectamente a través de al menos un inserto (8) pretensado con muelles (10) y aplicado directamente a la corredera (5) .
5. Procedimiento según cualquiera de las reivindicaciones 1 a 4, caracterizado por que se aplica directamente a la corredera (5) una regleta (9) pretensada por un muelle (12) , la cual acompaña a la retracción de la corredera (5) y sella entonces, junto con la corredera (5) , la cavidad (4) llena.
6. Procedimiento según cualquiera de las reivindicaciones 1 a 5, caracterizado por que el accionamiento de la al menos una corredera (5) se efectúa en combinación con el control de los cierres de aguja de la boquilla de inyección (13) .
7. Procedimiento según cualquiera de las reivindicaciones 1 a 6, caracterizado por que se utiliza como material de partida para el material sintético plastificado a espumar un material sintético termoplástico seleccionado del grupo de poliuretano (PU) , polipropileno (PP) , polietileno (PE) o poliamida.
8. Procedimiento según cualquiera de las reivindicaciones 2 a 7, caracterizado por que se utiliza un soporte (7) de un material sintético termoplástico seleccionado del grupo de polipropileno (PP) , polietileno (PE) , politereftalato de butileno (PBT) , poliamida (PA) , poliestireno (PS) , policarbonato (PC) , polimetacrilato de metilo (PMMA) , acrilonitrilobutadieno-estireno (ABS) , copolímero de acrilonitrilo-butadieno-estireno/policarbonato (ABS-PC) o polioximetileno (POM) .
9. Procedimiento según cualquiera de las reivindicaciones 1 a 8, caracterizado por que el procedimiento es un procedimiento de fundición inyectada de dos componentes, en el que, antes de la inyección del material sintético mezclado con el agente propulsor se forma el soporte (7) en un paso antepuesto como ciclo de fundición inyectada primario dentro de una primera cavidad formada con una primera contrapieza de moldeo y seguidamente, en un ciclo de fundición inyectada secundario, se reviste el soporte terminado (7) con el material sintético plastificado a espumar dentro de una segunda cavidad (4) formada con una segunda contrapieza de moldeo (3) .
10. Dispositivo para fabricar una pieza estructural de fundición inyectada multicapa, en el que el dispositivo comprende un útil de moldeo (1) con una cavidad (4) de tamaño variable formada por un macho (2) del útil de moldeo y una matriz (3) de dicho útil de moldeo, en el que está dispuesto en el útil de moldeo (1) un canal de colada
(6) que está en unión operativa con una boquilla de inyección (13) , y la cavidad expandible (4) puede ser unida con el canal de colada (6) por traslación de una corredera (5) hacia fuera y puede ser separada nuevamente del canal de colada (6) por retracción de la corredera (5) , y en el que la corredera (5) puede ser desplazada en diferentes 6
direcciones (15, 16, 17 y 18) que son parcialmente perpendiculares una a otra, caracterizado por que la corredera (5) presenta el canal de colada (6) .
11. Dispositivo según la reivindicación 10, caracterizado por que en la corredera (5) está dispuesto al menos un accionamiento (14) para la transmisión de fuerza directa.
12. Dispositivo según la reivindicación 10 u 11, caracterizado por que en la corredera (5) está dispuesto al menos un inserto (8) directamente aplicado y pretensado por muelles (10) para la transmisión de fuerza indirecta a la corredera (5) .
13. Dispositivo según cualquiera de las reivindicaciones 10 a 12, caracterizado por que en la corredera (5) está
dispuesta al menos una regleta (9) directamente aplicada y pretensada con un muelle (12) para el sellado de la 10 cavidad (4) al retraer la corredera (5) .
Patentes similares o relacionadas:
Proceso para moldear artículos de plástico, del 6 de Noviembre de 2019, de Upcycle Holdings Limited: Un proceso para moldear un artículo de plástico utilizando una máquina que comprende una pareja de moldes , cada uno de los cuales […]
 Proceso para la producción de artículos plásticos moldeados con paredes reforzadas con inyección de termoplásticos espumados, del 30 de Octubre de 2019, de Craemer GmbH: La presente invención se refiere a un proceso híbrido para producir artículos de plástico moldeados reforzando sus paredes a través de la inyección […]
Proceso para la producción de artículos plásticos moldeados con paredes reforzadas con inyección de termoplásticos espumados, del 30 de Octubre de 2019, de Craemer GmbH: La presente invención se refiere a un proceso híbrido para producir artículos de plástico moldeados reforzando sus paredes a través de la inyección […]
Componente de espuma de partículas con elemento de fijación incrustado y procedimiento para su fabricación, del 6 de Marzo de 2019, de KRALLMANN KUNSTSTOFFVERARBEITUNG GMBH: Componente de espuma de partículas con un elemento de fijación incrustado , en el que el elemento de fijación está rodeado, al menos en algunas […]
Formulación expandible a base de resina de polipropileno, del 21 de Febrero de 2018, de NOVARES FRANCE: Formulación a base de resina de polipropileno que comprende los elementos siguientes: - entre 50 y 90 partes en peso de un copolímero de propileno y de […]
Artículos de espuma termoformados, del 8 de Junio de 2016, de Solvay Specialty Polymers USA, LLC: Un método para fabricar un artículo de espuma de poli(bifenil éter sulfona) termoformada que comprende las siguientes tres etapas: Etapa 1. preparar una composición espumable […]
 PROCEDIMIENTO DE FABRICACIÓN DE ESPUMAS DE POLIOLEFINAS RETICULADAS DE CELDA ABIERTA Y ESPUMAS OBTENIDAS, del 24 de Septiembre de 2015, de CELLMAT TECHNOLOGIES, S.L: La invención describe un nuevo procedimiento para la obtención de una espuma de poliolefina reticulada altamente expandida de celda abierta que comprende las etapas […]
PROCEDIMIENTO DE FABRICACIÓN DE ESPUMAS DE POLIOLEFINAS RETICULADAS DE CELDA ABIERTA Y ESPUMAS OBTENIDAS, del 24 de Septiembre de 2015, de CELLMAT TECHNOLOGIES, S.L: La invención describe un nuevo procedimiento para la obtención de una espuma de poliolefina reticulada altamente expandida de celda abierta que comprende las etapas […]
Procedimiento para la producción de materiales espumados de poli(metacrilimida), del 15 de Enero de 2014, de EVONIK ROHM GMBH: Procedimiento para la preparación de materiales espumados de poli(metacrilimida) en forma de bloques o planchas que abarca las siguientes etapas: a) una copolimerización […]
PROCEDIMIENTO PARA LA PRODUCCIÓN DE UNA PIEZA MOLDEADA CON UNA RANURA DE APERTURA, del 23 de Diciembre de 2011, de PEGUFORM GMBH: Procedimiento para la producción de piezas moldeadas, que presentan una ranura de apertura para una apertura de despliegue de un airbag y que están compuestas por […]