Procedimiento de fabricación de un dispositivo de conexión eléctrica de los bornes que pertenecen a varios aparatos eléctricos modulares, y dispositivo de conexión obtenido según este procedimiento.
Procedimiento de fabricación de un dispositivo de conexión eléctrica de los bornes que pertenecen a varios aparatos eléctricos modulares montados uno al lado del otro en un mismo soporte de montaje,
comprendiendo dicho dispositivo una primera parte (1) destinada al transporte de la corriente y comprendiendo un cuerpo longitudinal, y una segunda parte (2) destinada a la distribución de la corriente a dichos aparatos, comprendiendo esta segunda parte un cierto número de dientes (3) que se extienden substancialmente perpendiculares a dicho cuerpo y destinados a introducirse respectivamente en los bornes de dichos aparatos, que consiste en coger dos hilos (4, 5) conductores distintos para realizar respectivamente la primera parte (1) y la segunda parte (2) antemencionadas, estando dichos hilos conductores realizados principalmente de aluminio, siendo el primer hilo conductor de un calibre mayor que el segundo, luego en realizar a partir del segundo hilo (5) conductor los dientes (3) antemencionados, luego en unir mecánica y eléctricamente estos dos hilos (4, 5) conductores el uno al otro, adaptándose las secciones de los hilos conductores primero y segundo antemencionados para ajustar el calibre de dichos conductores substancialmente al valor justo necesario para realizar las funciones respectivamente de transporte y de conexión eléctrica antemencionadas, siendo la función transporte realizada por el conjunto de los dos conductores pero en la gran mayoría por el conductor de gran calibre, mientras que la función de conexión es realizada por el segundo conductor del calibre menor justo necesario.
Tipo: Patente Europea. Resumen de patente/invención. Número de Solicitud: E13174823.
Solicitante: SCHNEIDER ELECTRIC INDUSTRIES SAS.
Nacionalidad solicitante: Francia.
Dirección: 35 RUE JOSEPH MONIER 92500 RUEIL-MALMAISON FRANCIA.
Inventor/es: PASTOR,JEAN-VINCENT, VALLIER,ROMAIN, VOINSON,DOROTHÉE.
Fecha de Publicación: .
Clasificación Internacional de Patentes:
- H01R9/26 ELECTRICIDAD. › H01 ELEMENTOS ELECTRICOS BASICOS. › H01R CONEXIONES CONDUCTORAS DE ELECTRICIDAD; ASOCIACION ESTRUCTURAL DE UNA PLURALIDAD DE ELEMENTOS DE CONEXION ELECTRICA AISLADOS UNOS DE OTROS; DISPOSITIVOS DE ACOPLAMIENTO; COLECTORES DE CORRIENTE. › H01R 9/00 Asociaciones estructurales de una pluralidad de elementos de conexión aislados unos de otros p. ej. terminales planos o bloques de conexión; Bornes o contactos de conexión instalados sobre una base o en una caja; Sus correspondientes bases. › Bloques de conexión de enganche para el montaje uno al lado de otro sobre carril o sobre puente.
- H02B1/20 H […] › H02 PRODUCCION, CONVERSION O DISTRIBUCION DE LA ENERGIA ELECTRICA. › H02B CUADROS, ESTACIONES DE TRANSFORMACION O DISPOSICIONES DE CONMUTACION PARA LA ALIMENTACION O LA DISTRIBUCION DE ENERGIA ELECTRICA (elementos eléctricos fundamentales, su montaje, incluyendo el montaje en envolturas o sobre soportes o el montaje de tapas o cubiertas sobre estos elementos, véanse las subclases correspondientes a tales elementos, p. ej. transformadores H01F, interruptores, fusibles cortocircuitos H01H, conectores de líneas H01R; instalación de líneas, cables u otros conductores para la alimentación o la distribución H02G). › H02B 1/00 Armaduras, cuadros, paneles, pupitres, envolturas; Detalles de estaciones de transformación o de disposiciones de conmutación. › Esquemas de barras colectoras o de otras canalizaciones eléctricas, p. ej. en los armarios, en las estaciones de conmutación (instalaciones de barras ómnibus H02G 5/00).
PDF original: ES-2542301_T3.pdf
Fragmento de la descripción:
Procedimiento de fabricación de un dispositivo de conexión eléctrica de los bornes que pertenecen a varios aparatos eléctricos modulares, y dispositivo de conexión obtenido según este procedimiento
Campo técnico
La presente invención se refiere a un procedimiento de fabricación de un dispositivo de conexión eléctrica de los bornes que pertenecen a varios aparatos eléctricos modulares montados uno al lado del otro en un soporte de montaje, comprendiendo dicho dispositivo una primera parte destinada al transporte de la corriente y comprendiendo un cuerpo longitudinal, y una segunda parte destinada a la distribución de la corriente a dichos aparatos, comprendiendo esta segunda parte un cierto número de dientes que se extienden substancialmente perpendiculares a dicho cuerpo y destinados a introducirse respectivamente en los bornes de dichos aparatos, así como un dispositivo de conexión eléctrica susceptible de obtenerse según este procedimiento.
Estado de la técnica anterior Se conoce el documento FR 2 579 377 que describe un peine de conexión realizado por corte y plegado de una lámina de cobre. Ahora bien, este modo de fabricación genera unas tasas de caída de materia de aproximadamente un 50 %, y el peine realizado presenta un precio de coste particularmente alto. Se conoce también el documento DE 19 30072 que describe un dispositivo de conexión que consta de dos conductores de los que uno está formado por un cuerpo longitudinal mientras que el otro está formado por un cuerpo longitudinal que consta, a intervalos regulares, de partes plegadas para realizar unos dientes de peine.
La presente invención resuelve estos problemas y propone un procedimiento de fabricación de un dispositivo de conexión, cualquiera que sea su calibre, que no genera desechos de materia y que permita usar la cantidad justa necesaria de materiales más baratos.
A tal efecto, la presente invención tiene por objeto un procedimiento de fabricación de un dispositivo de conexión según la reivindicación 1.
Según una realización particular, los dientes antemencionados se realizan por plegado y conformado de dicho segundo hilo conductor, para formar una sucesión de dientes constituidos cada uno por superposición de las dos partes situadas a ambos lados de una zona de plegado.
Según una característica particular, la unión mecánica y eléctrica de las dos partes entre sí, se realiza a la altura de las porciones del segundo conductor situadas entre dos dientes sucesivos y/o entre estas porciones, extendiéndose dichas porciones substancialmente paralelas a la dirección longitudinal del cuerpo longitudinal.
Según otra característica, la primera parte se realiza a partir de un hilo conductor de aluminio chapado de cobre o no, mientras que la segunda parte se realiza a partir de un hilo conductor de aluminio chapado de cobre, o bien de cobre macizo.
Según otra característica, el valor de la sección del hilo conductor de aluminio se multiplica por alrededor de 1, 6 con respecto al valor de la sección de un hilo de cobre destinado a transportar la misma cantidad de corriente.
Según otra característica, el (los) hilo (s) realizado (s) de aluminio chapado de cobre presenta (n) una proporción de un 10 a un 20 % de cobre en sección.
Según otra característica, siendo el calibre de los aparatos de 63 A, la sección del conductor denominado segundo conductor es de alrededor de 4 mm2, mientras que la sección del primer conductor es de alrededor de 12 mm2.
Según otra característica, el plegado y el conformado antemencionados se realizan a través de medios de conformado adecuados.
Según otra característica, el ensamblaje mecánico y eléctrico de los conductores antemencionados se realiza por latonado o soldadura.
La presente invención también tiene por objeto un dispositivo de conexión eléctrica de los bornes que pertenecen a varios aparatos eléctricos modulares montados uno al lado del otro en un mismo soporte de montaje, estando este dispositivo caracterizado porque se obtiene a través de un procedimiento de fabricación que consta de las características anteriormente mencionadas tomadas solas o en combinación.
La presente invención también tiene por objeto un dispositivo de conexión eléctrica de los bornes que pertenecen a varios aparatos eléctricos modulares montados uno al lado del otro en un mismo soporte de montaje, estando este dispositivo caracterizado porque consta de una primera parte denominada de transporte de corriente, que consta de un cuerpo longitudinal realizado de aluminio chapado de cobre o no, y una segunda parte denominada de conexión eléctrica que consta de unos dientes que se extienden siguiendo una dirección substancialmente perpendicular a la 2 5
dirección longitudinal de dicho cuerpo longitudinal, estando esta segunda parte realizada de aluminio chapado de cobre o bien de cobre macizo, ajustándose los valores de las secciones de los primero y segundo conductores antemencionados en función del calibre de los aparatos que hay que conectar, siendo este dispositivo susceptible de fabricarse por medio de un procedimiento que consta de las características anteriormente mencionadas tomadas solas o en combinación. Pero otras ventajas y características de la invención se mostrarán mejor en la descripción detallada que sigue y se refiere a los dibujos anexos dados únicamente a modo de ejemplo y en los que:
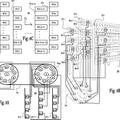
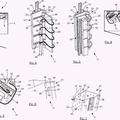
- La figura 1 es una vista parcial en perspectiva, de un dispositivo de conexión obtenido según un modo de realización particular del procedimiento según la invención, antes de la colocación de un aislamiento en el dispositivo, y -
- La figura 2 es una vista idéntica a la figura anterior, tras la colocación de una tapa de aislamiento en el dispositivo de conexión.
En la figura 1, se aprecia un dispositivo D de conexión eléctrica según una realización particular de la invención, diseñándose dicho dispositivo para unir eléctricamente un cierto número de aparatos modulares de protección eléctrica montados en un raíl de montaje (no estando estos aparatos y este raíl representados) . Este dispositivo consta de una primera parte 1 denominada de transporte, destinada a asegurar el transporte de la corriente a lo largo de la hilera de aparatos, y una segunda parte 2 denominada de conexión eléctrica, destinada a difundir esta corriente a los diferentes aparatos a través de elementos de conexión bajo la forma de dientes 3 destinados a introducirse en los bornes correspondientes de los aparatos, contribuyendo igualmente esta segunda parte 2, en una menor medida, al transporte de la corriente. Esta primera parte consta de un primer hilo 4 conductor que consta de un cuerpo longitudinal bajo la forma de barra, que presenta ventajosamente una sección de forma substancialmente elipsoidal aplanada, estando esta parte realizada de aluminio solo o de aluminio chapado de cobre. El chapado de cobre significa que la parte de cobre constituye la envoltura exterior del conductor mientras que el alma del conductor es de aluminio. Ventajosamente, la concentración de cobre de este conductor será de un 10 a un 20 % en la sección del conductor. La segunda parte 2 antemencionada de este dispositivo está constituida por un segundo hilo 5 conductor plegado y conformado para formar una sucesión de dientes 3, estando cada uno de los dientes constituido por la superposición de dos porciones de conductores 7, 8 situadas a ambos lados de las zonas 6 de plegado. Este conductor se realiza ventajosamente de aluminio chapado de cobre, y presenta una sección inferior a la del conductor de la primera parte, porque se diseña para transportar una cantidad de corriente menor. El conformado y el plegado antemencionados se realizan ventajosamente por medio de una máquina del tipo de correderas múltiples, o cualquier otro procedimiento de moldeado. Estos dos conductores 4, 5 se unen mecánica y eléctricamente por ejemplo por soldadura o latonado, o cualquier otro medio de ensamblaje mecánico y eléctrico a la altura de las porciones 9 del segundo conductor 5 situadas entre dos dientes 3 sucesivos, y/o entre estas porciones 9.
El uso de un hilo conductor de aluminio chapado de cobre permite optimizar la proporción de aluminio en el conductor manteniendo al mismo tiempo un contacto eléctrico en la parte de recubrimiento de cobre idéntico al producto actual realizado completamente de cobre. El uso del aluminio permite sacar provecho del precio menor del aluminio para conducir unas corrientes eléctricas de 50 Hz y 60 Hz, en unas aplicaciones del campo de la distribución de potencia. Se observará que siendo la conductividad del aluminio inferior a la del cobre, es necesario aplicar un coeficiente de alrededor... [Seguir leyendo]
Reivindicaciones:
1. Procedimiento de fabricación de un dispositivo de conexión eléctrica de los bornes que pertenecen a varios aparatos eléctricos modulares montados uno al lado del otro en un mismo soporte de montaje, comprendiendo dicho dispositivo una primera parte (1) destinada al transporte de la corriente y comprendiendo un cuerpo longitudinal, y una segunda parte (2) destinada a la distribución de la corriente a dichos aparatos, comprendiendo esta segunda parte un cierto número de dientes (3) que se extienden substancialmente perpendiculares a dicho cuerpo y destinados a introducirse respectivamente en los bornes de dichos aparatos, que consiste en coger dos hilos (4, 5) conductores distintos para realizar respectivamente la primera parte (1) y la segunda parte (2) antemencionadas, estando dichos hilos conductores realizados principalmente de aluminio, siendo el primer hilo conductor de un calibre mayor que el segundo, luego en realizar a partir del segundo hilo (5) conductor los dientes (3) antemencionados, luego en unir mecánica y eléctricamente estos dos hilos (4, 5) conductores el uno al otro, adaptándose las secciones de los hilos conductores primero y segundo antemencionados para ajustar el calibre de dichos conductores substancialmente al valor justo necesario para realizar las funciones respectivamente de transporte y de conexión eléctrica antemencionadas, siendo la función transporte realizada por el conjunto de los dos conductores pero en la gran mayoría por el conductor de gran calibre, mientras que la función de conexión es realizada por el segundo conductor del calibre menor justo necesario.
2. Procedimiento de fabricación de un dispositivo de conexión según la reivindicación 1, caracterizado porque los dientes (3) antemencionados se realizan por plegado y conformado de dicho segundo hilo (5) conductor, para formar una sucesión de dientes (3) constituidos cada uno por superposición de las dos partes (7, 8) situadas a ambos lados de una zona de plegado (6) .
3. Procedimiento de fabricación de un dispositivo de conexión según la reivindicación 2, caracterizado porque la unión mecánica y eléctrica de las dos partes (1, 2) entre sí, se realiza a la altura de las porciones (9) del segundo conductor (5) situadas entre dos dientes (3) sucesivos, y/o entre estas porciones, extendiéndose dichas porciones
(9) substancialmente paralelas a la dirección longitudinal del cuerpo (4) longitudinal.
4. Procedimiento de fabricación según una cualquiera de las reivindicaciones 1 a 3, caracterizado porque la primera parte (1) se realiza a partir de un hilo (4) conductor de aluminio chapado de cobre o no, mientras que la segunda parte (2) se realiza a partir de un hilo (5) conductor de aluminio chapado de cobre, o bien de cobre macizo.
5. Procedimiento de fabricación según la reivindicación 4, caracterizado porque el valor de la sección del hilo conductor de aluminio se multiplica por alrededor de 1, 6 con respecto al valor de la sección de un hilo de cobre destinado a transportar la misma cantidad de corriente.
6. Procedimiento de fabricación según la reivindicación 4 o 5, caracterizado porque el (los) hilo (s) realizado (s) de aluminio chapado de cobre presenta (n) una proporción de un 10 a un 20 % de cobre en sección.
7. Procedimiento de fabricación según una cualquiera de las reivindicaciones 4 a 6, caracterizado porque siendo el calibre de los aparatos de 63 A, la sección del conductor denominado segundo conductor (5) es de aproximadamente 4 mm2, mientras que la sección del primer conductor (4) es de alrededor de 12 mm2.
8. Procedimiento de fabricación según la reivindicación 2, caracterizado porque el plegado y el conformado antemencionados se realizan a través de medios de conformado adecuados.
9. Procedimiento de fabricación según una cualquiera de las reivindicaciones anteriores, caracterizado porque el ensamblaje mecánico y eléctrico de los dos conductores (4, 5) antemencionados se realiza por latonado o soldadura.
Patentes similares o relacionadas:
Dispositivo de sujeción de una pieza para armario eléctrico, del 8 de Julio de 2020, de LEGRAND FRANCE: Dispositivo de sujeción de una pieza para armario eléctrico que permite fijar un rail que comprende aparatos de protección modulares a un elemento […]
Disposición para el empalme seguro frente al contacto de un sistema de barras colectoras, del 26 de Febrero de 2020, de RITTAL GMBH & CO. KG: Disposición para el empalme seguro frente al contacto de un sistema de barras colectoras de corriente con varias barras colectoras de […]
Procedimiento para la operación de un distribuidor de corriente, así como distribuidor de corriente, del 9 de Octubre de 2019, de ELLENBERGER & POENSGEN GMBH: Procedimiento para la operación de un distribuidor de corriente con un primer controlador y con un número de módulos de conexión alineados de manera […]
 Procedimientos y disposiciones para atenuar campos magnéticos de armarios eléctricos, del 18 de Septiembre de 2019, de Green ELMF Cables Ltd: Un sistema de barras colectoras para instalación en un armario eléctrico, para distribuir energía eléctrica suministrada por un cable de suministro eléctrico que comprende […]
Procedimientos y disposiciones para atenuar campos magnéticos de armarios eléctricos, del 18 de Septiembre de 2019, de Green ELMF Cables Ltd: Un sistema de barras colectoras para instalación en un armario eléctrico, para distribuir energía eléctrica suministrada por un cable de suministro eléctrico que comprende […]
Dispositivo de puente con dos niveles de conexión permitiendo la conexión de terminales de derivación, del 3 de Julio de 2019, de HAGER-ELECTRO SAS: Un dispositivo de puente con dos niveles de conexión, un primer nivel para láminas que se origina en una barra conductora continua (16') conectada a neutro, y un […]
 Canaleta de cables articulada, del 28 de Junio de 2019, de SCHNEIDER ELECTRIC INDUSTRIES SAS: Canaleta para armario de baja tensión, que comprende un cuerpo que incluye un fondo y una pared intermedia que delimitan conjuntamente un compartimento […]
Canaleta de cables articulada, del 28 de Junio de 2019, de SCHNEIDER ELECTRIC INDUSTRIES SAS: Canaleta para armario de baja tensión, que comprende un cuerpo que incluye un fondo y una pared intermedia que delimitan conjuntamente un compartimento […]
Dispositivo de conmutación y conjunto de dispositivos de conmutación, del 10 de Abril de 2019, de ELLENBERGER & POENSGEN GMBH: Dispositivo de conmutación comprendiendo una carcasa y un soporte de contactos que está articulado sobre la misma de manera giratoria alrededor de un eje de rotación […]
Armario de distribución con zonas de protección conectadas, del 13 de Marzo de 2019, de Eaton Intelligent Power Limited: Armario de distribución (1a), incluyendo - un armazón (2a) con un plano de separación (A) que está preparado para yuxtaponer otro armazón (2b) de un segundo […]