Dispositivo y método para el tratamiento de envases por flujo gaseoso.
Sistema de inyección para la inyección de un medio gaseoso en el extremo abierto de un recipiente de envasado,
que comprende
una boquilla (204; 304; 404; 504) que dirige el medio gaseoso al interior del recipiente (201; 301; 401; 501), caracterizado por que comprende además un escudo (203; 303; 403; 503) dispuesto alrededor de la boquilla (204 a 504), teniendo dicho escudo
una abertura de escudo orientada hacia la abertura del recipiente de envasado,
una forma en sección transversal en la abertura de escudo con dimensiones iguales o mayores que las dimensiones correspondientes del recipiente de envasado en su abertura orientada hacia el escudo, de manera que se puede crear una hendidura (212; 312; 412; 512) entre el perímetro de dichas aberturas, en el que el escudo tiene una hendidura pequeña sustancialmente circunferencial en el extremo opuesto a la abertura del escudo, en una parte lateral superior del escudo.
Tipo: Patente Internacional (Tratado de Cooperación de Patentes). Resumen de patente/invención. Número de Solicitud: PCT/SE2010/000178.
Solicitante: TETRA LAVAL HOLDINGS & FINANCE S.A..
Nacionalidad solicitante: Suiza.
Dirección: AVENUE GENÉRAL-GUISAN 70 1009 PULLY SUIZA.
Inventor/es: LINDBLAD,ULF, OLSSON,JENNY, APPARUTI,DANIELE.
Fecha de Publicación: .
Clasificación Internacional de Patentes:
- B65B55/10 TECNICAS INDUSTRIALES DIVERSAS; TRANSPORTES. › B65 TRANSPORTE; EMBALAJE; ALMACENADO; MANIPULACION DE MATERIALES DELGADOS O FILIFORMES. › B65B MAQUINAS, APARATOS, DISPOSITIVOS O PROCEDIMIENTOS DE EMBALAJE DE OBJETOS O MATERIALES; DESEMBALAJE (dispositivos para la colocación en paquetes y el prensado de puros A24C 1/44; dispositivos para tensar y fijar ataduras adaptadas para ser soportadas por el objeto u objetos a fijar B25B 25/00; colocación de cierres en botellas, tarros o recipientes análogos B67B 1/00 - B67B 6/00; limpieza, llenado y cierre simultáneo de botellas B67C 7/00; vaciado de botellas, jarras, latas, cubas, barriles o contenedores similares B67C 9/00). › B65B 55/00 Conservación, protección o purificación de paquetes o de conjunto paquete-contenido (embalando en condiciones atmosféricas o gaseosas especiales B65B 31/00; dispositivos para colocar hojas, tapones o zunchos de protección alrededor del contenido B65B 61/22). › por líquidos o gases (B65B 55/06 tiene prioridad).
PDF original: ES-2528324_T3.pdf
Fragmento de la descripción:
Dispositivo y método para el tratamiento de envases por flujo gaseoso Campo técnico
La presente invención se refiere a un dispositivo y a un método usados en el tratamiento de recipientes de envasado por flujo gaseoso, más en concreto a recipientes de envasado listos para llenar, que tienen un cuerpo sustancialmente tubular provisto de resaltos y de una disposición de apertura en un extremo, y en el momento del tratamiento, abierto por el otro extremo.
Antecedentes técnicos
La presente invención está particularmente bien adaptada para el precalentamiento de recipientes de envasado antes del tratamiento de esterilización en una estación de llenado, pero también puede ser utilizada en la esterilización/gaseado de recipientes. A continuación, la esterilización debe ser interpretada en un sentido amplio para indicar la provisión de un nivel de esterilización correspondiente a una demanda particular. Esta demanda puede variar para diferentes recipientes de envasado y diferentes alimentos que deben incorporarse en los recipientes de envasado (a partir de ahora "envases"), y en función de su vida útil correspondiente. Este nivel variable de esterilización se conoce comúnmente como "comercialmente estéril".
Los envases de acuerdo con la definición anterior se esterilizan con un agente de esterilización antes de un posterior llenado, y este proceso se produce en una máquina de llenado, de manera que los envases se esterilizan y posteriormente se llenan por un extremo abierto de los mismos, mientras se disponen en un ambiente aséptico hasta que el extremo abierto sea sellado. Antes de introducir cualquier agente de esterilización residual debe ser ventilado, a fin de no afectar al sabor o al aspecto del producto contenido en el envase.
Antes de la esterilización, los envases se calientan a una temperatura superior al punto de rodo del agente de esterilización gaseoso. Si no fuera así, el agente de esterilización gaseoso tendería a condensarse sobre las superficies del envase, lo que pondría en peligro el éxito de la ventilación. Esta fase del proceso de esterilización se conoce comúnmente como precalentamiento.
En los documentos W24/54883 y W27/24173, se describen estrategias que se refieren a estaciones de llenado.
La presente invención se refiere principalmente a la etapa de precalentamiento de envases, sin embargo, el dispositivo y el método también se pueden usar para limpiar un envase con un gas, lo que también se describirá. Como se ha mencionado anteriormente, la aplicación principal se refiere a envases listos para llenar que tienen un extremo abierto y un extremo cerrado, en el que el extremo abierto se utiliza como vía de acceso para el precalentamiento, la esterilización, la limpieza (o ventilación) y el llenado.
Volviendo a la etapa de precalentamiento, un método de la técnica anterior incluye el uso de una boquilla de inyección descentrada para inyectar aire caliente en el envase por su extremo abierto. La boquilla de inyección está descentrada con respecto a un eje central a lo largo de la dirección longitudinal del envase con el fin de crear un flujo que pase por todas las superficies interiores del envase. Otra razón para utilizar un flujo dirigido es que proporciona un calentamiento rápido de la superficie interior del envase. Una alternativa sería el uso de calentamiento global de toda una sección de la máquina de llenado, y por tanto de los envases que ocupan esa sección de la máquina de llenado. Este enfoque, sin embargo, sería significativamente más lento con un tiempo de residencia de los envases en la sección calentada del orden de varios minutos, y posiblemente también sería menos eficiente desde el punto de vista energético. El uso de un flujo dirigido para el precalentamiento puede reducir el tiempo de residencia a unos pocos segundos, lo que está en armonía con el resto de las operaciones realizadas en la máquina de llenado.
Un problema con la boquilla descentrada de la técnica anterior es, sin embargo, que la distribución de temperatura sobre la superficie interior del recipiente será heterogénea, lo que se ampliará en la descripción detallada. Durante el precalentamiento, toda la superficie interior del envase debe alcanzar una temperatura umbral, por encima del punto de rocío del agente de esterilización. La heterogeneidad, por tanto, dará inevitablemente como resultado que algunas áreas serán calentadas excesivamente para que otras áreas alcancen el umbral de temperatura. Esto puede requerir un uso excesivo de energía, y también afectará negativamente a las propiedades del material de envasado.
Resumen
La presente invención tiene por objeto eliminar o al menos aliviar los inconvenientes encontrados en la técnica anterior mediante la provisión de un dispositivo de inyección de acuerdo con la reivindicación 1, y un método de inyección de acuerdo con la reivindicación 12. Las realizaciones preferidas se definen en las reivindicaciones dependientes.
La presente invención también proporciona una máquina de llenado que tiene el dispositivo de inyección de la invención.
Breve descripción de los dibujos
La figura 1 ilustra las etapas implicadas en una máquina de llenado para llenar de producto alimenticio un recipiente de 5 envasado.
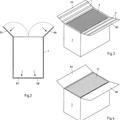
La figura 2 ilustra esquemáticamente una primera realización de la presente invención, (la hendidura circunferencial no se muestra).
La figura 3 ilustra una segunda realización de la presente invención, (la hendidura circunferencial no se muestra).
La figura 4 ilustra la geometría de una hendidura definida entre un dispositivo de inyección de acuerdo con una 1 realización de la invención y un extremo abierto de un envase, durante el uso de una realización de la invención.
Las figuras 5a y b muestran ilustraciones esquemáticas del patrón de flujo dentro de dos envases de diferentes dimensiones.
La figura 6 es una vista en sección transversal de un escudo en una realización de la invención, que indica diferentes orientaciones de boquilla.
Descripción detallada
A continuación se describen realizaciones de la presente invención con referencia a los dibujos. Los números de referencia de componentes similares en los diferentes dibujos siguen un patrón fácilmente comprensible.
La figura 1 ilustra las etapas principales normalmente incluidas en un proceso realizado por una máquina de llenado. En una primera etapa 1, los envases 11 se cargan sobre un transportador (no mostrado), que transporta los envases 11 2 durante todo el proceso. Los envases 11 generalmente tienen un cuerpo de material laminado de envasado, y un extremo abierto 12 y un extremo cerrado 13, estando este último provisto de resaltos 132 y de un dispositivo de apertura 134. En una segunda etapa 2, los envases 11 se precalientan a una temperatura de alrededor de 7°C. El precalentamiento se realiza a fin de evitar la condensación del agente de esterilización, que se aplica a los envases 11 en una tercera etapa 3. Después de la esterilización, los envases 11 se ventilan en una cuarta etapa 4, por lo que se 25 retiran restos del agente de esterilización. La quinta etapa 5 consiste en llenar los envases 11, después de lo cual se sella el extremo abierto de cada envase 11. La atmósfera en la máquina de llenado es aire filtrado por HEPA, y a partir de la etapa de esterilización 3 también será estéril. Como se ilustra en la figura 1, las diferentes etapas se realizan en secciones individuales de la máquina de llenado. Los envases 11 se transportan secuencialmente de una etapa a otra mediante un dispositivo de transporte. La dirección de transporte puede ser denominada como la dirección longitudinal. 3 En un caso práctico, no hay un cierre hermético entre las secciones adyacentes. Además, en casos prácticos, varios envases 11 se someten normalmente al tratamiento en una etapa de manera simultánea y se indexan primero en el proceso, por ejemplo, de dos en dos, y se someten al tratamiento de una etapa mientras están en una posición estática. La presente invención puede sin embargo también ser utilizada en una configuración en la que los envases 11 se transportan continuamente en la dirección longitudinal, linealmente o a lo largo de una trayectoria curva, tal como en un 35 rellenador giratorio.
Los presentes inventores se han dado cuenta de que el arrastre de aire circundante es una causa importante para la distribución de temperatura heterogénea, y la figura 2 ilustra un dispositivo de inyección 22 de acuerdo con una primera realización de la presente invención. El dispositivo 22 está dispuesto coincidiendo con un envase 21 para precalentar, y comprende un escudo 23 y una boquilla de inyección 24. El... [Seguir leyendo]
Reivindicaciones:
1. Sistema de inyección para la inyección de un medio gaseoso en el extremo abierto de un recipiente de envasado, que comprende
una boquilla (24; 34; 44; 54) que dirige el medio gaseoso al interior del recipiente (21; 31; 41; 51),
caracterizado por que comprende además un escudo (23; 33; 43; 53) dispuesto alrededor de la boquilla (24 a 54), teniendo dicho escudo
una abertura de escudo orientada hacia la abertura del recipiente de envasado,
una forma en sección transversal en la abertura de escudo con dimensiones iguales o mayores que las dimensiones correspondientes del recipiente de envasado en su abertura orientada hacia el escudo, de manera que se puede crear una hendidura (212; 312; 412; 512) entre el perímetro de dichas aberturas, en el que el escudo tiene una hendidura pequeña sustancialmente circunferencial en el extremo opuesto a la abertura del escudo, en una parte lateral superior del escudo.
2. Sistema de inyección de acuerdo con la reivindicación 1, en el que la boquilla está dispuesta a una distancia del eje central del escudo.
3. Sistema de inyección de acuerdo con la reivindicación 1, en el que la boquilla está dispuesta para coincidir con el eje central del escudo.
4. Sistema de inyección de acuerdo con cualquiera de las reivindicaciones precedentes, en el que la boquilla está dispuesta formando ángulo con el eje central del escudo.
5. Sistema de inyección de acuerdo con cualquiera de las reivindicaciones 1 a 3, en el que la boquilla está dispuesta paralela al eje central del escudo.
6. Sistema de inyección de acuerdo con cualquiera de las reivindicaciones precedentes, en el que varias boquillas están dispuestas en el escudo.
7. Sistema de inyección de acuerdo con cualquiera de las reivindicaciones precedentes, en el que el medio gaseoso comprende aire caliente.
8. Sistema de inyección de acuerdo con cualquiera de las reivindicaciones precedentes, en el que un caudal de flujo del medio gaseoso es de 6 m3/h.
9. Sistema de inyección de acuerdo con cualquiera de las reivindicaciones precedentes, en el que un flujo está dispuesto en el lado radialmente externo del recipiente de envasado.
1. Sistema de inyección de acuerdo con la reivindicación 1, en el que la forma en sección transversal es circular.
11. Sistema de inyección de acuerdo con la reivindicación 1, en el que la forma en sección transversal es rectangular.
12. Método para la inyección de un medio gaseoso en el extremo abierto de un recipiente de envasado, comprendiendo las etapas de:
disponer un recipiente de envasado que tiene un extremo cerrado y un extremo abierto con el extremo abierto orientado hacia una boquilla de inyección (24; 34; 44; 54),
en el que un escudo (23; 33; 43; 53) está dispuesto alrededor de la boquilla (24 a 54), teniendo dicho escudo un diámetro que es igual o mayor que el diámetro del recipiente de envasado y una abertura de escudo orientada hacia la abertura del recipiente de envasado, de manera que se puede crear una hendidura (212; 312; 412; 512) entre el perímetro de dichas aberturas, y proporcionar una hendidura pequeña sustancialmente circunferencial en el extremo del escudo opuesto a la abertura del escudo en una parte lateral superior del escudo, seguido de la etapa de
inyectar un medio gaseoso en el recipiente de envasado.
Patentes similares o relacionadas:
SISTEMA DE PREVENCIÓN DE INCRUSTACIONES Y ELIMINACIÓN RESIDUAL DE PERÓXIDO DE HIDRÓGENO Y RECIRCULACIÓN DE AGUA EN SISTEMAS DE ENVASADO ASÉPTICO DE ENVASES QUE CONTIENEN CARTÓN, del 18 de Junio de 2020, de MICHEL BRAMBILA, Sergio: Se describe un Sistema para prevenir la formación de incrustaciones, depósito en el intercambiador de aire estéril en un sistema de envasado aséptico […]
Métodos y aparatos para el control de calidad guiado de un sistema de envasado, del 6 de Mayo de 2020, de TETRA LAVAL HOLDINGS & FINANCE S.A.: Método para el control de calidad de un sistema de envasado, comprendiendo dicho método: recibir un registro de datos de identificación de envasado, estando relacionado […]
Proceso de esterilización de un sistema de envasado, y elemento para cerrar la abertura de interfaz entre un aparato para esterilizar recipientes y una máquina de llenado, del 6 de Mayo de 2020, de I.M.A. INDUSTRIA MACCHINE AUTOMATICHE S.P.A.: Un proceso de esterilización de un sistema de envasado, constituido por un aparato (A) para esterilizar recipientes (C) y por una máquina de llenado (B), […]
Procedimiento para el llenado aséptico de bolsas, del 8 de Abril de 2020, de Scholle IPN Corporation: Un procedimiento para llenar una bolsa aséptica que comprende los pasos de: - proporcionar una bolsa , incluyendo la bolsa un cuerpo que tiene una pluralidad […]
Procedimiento para esterilizar bienes de consumo envasados o parcialmente envasados o parcialmente cerrados, así como recipientes de recogida y embalajes exteriores que pueden usarse para ello, del 4 de Marzo de 2020, de SIG TECHNOLOGY AG: Procedimiento para esterilizar bienes de consumo envasados o parcialmente envasados o parcialmente cerrados, como en particular elementos de apertura y/o […]
Métodos y aparatos para garantizar la calidad de envasado, del 26 de Febrero de 2020, de TETRA LAVAL HOLDINGS & FINANCE S.A.: Método para el control de calidad de un sistema de envasado, comprendiendo dicho método recibir un registro de datos de identificación de envasado, estando […]
 Material de embalaje, un embalaje compuesto producido a partir de ello y un recipiente para el alojamiento de material de embalaje, del 29 de Enero de 2020, de SIG TECHNOLOGY AG: Material de embalaje, en particular envoltura de embalaje (S), recorte (B) o un producto en banda enrollado formando un rollo (R) para la fabricación de […]
Material de embalaje, un embalaje compuesto producido a partir de ello y un recipiente para el alojamiento de material de embalaje, del 29 de Enero de 2020, de SIG TECHNOLOGY AG: Material de embalaje, en particular envoltura de embalaje (S), recorte (B) o un producto en banda enrollado formando un rollo (R) para la fabricación de […]
Dispositivo, en particular para cerrar una zona de la cabeza de un recipiente de productos alimenticios fabricado de un material laminado que tiene una zona del borde la cual está biselada y parcialmente plegada sobre sí misma, del 15 de Enero de 2020, de SIG TECHNOLOGY AG: Un dispositivo que comprende un primer elemento de fijación , un elemento de fijación adicional y un material compuesto plano plegado ; en el […]