DISPOSITIVO ESTRUCTURAL PARA MEJORAR LA RESISTENCIA DE UNA ESTRUCTURA A LAS DILATACIONES POR TEMPERATURA.
Estructura de ensamblaje para panel estructural que comprende:
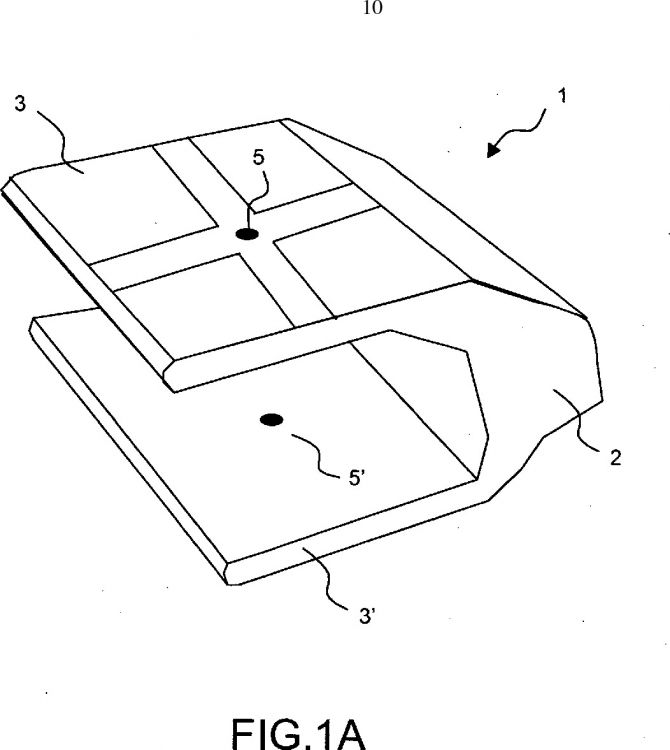
- un panel (21) rígido sensiblemente plano; - al menos una pieza (1) de fijación monobloque, realizada mediante moldeo, encolada al panel (21), comprendiendo la pieza (1) de fijación: o al menos una primera cara plana, denominada "pala" (3, 3'), que comprende: - una cavidad (7, 7') que puede alojar una cola (20, 20') y; - rebordes (4, 4') destinados a retener la cola alrededor de la cavidad y al menos una abertura; o una barra (2) solidaria con la primera cara plana, caracterizada porque: o los materiales de la pieza (1) de fijación y del panel (21) son de material compuesto; o y porque la barra (2) comprende una pieza (6) insertada metálica cuyo coeficiente de dilatación es superior al del material de la pieza (1) de fijación, colocándose la pieza (6) de inserción metálica en el molde durante el moldeo de la pieza de fijación (1)
Tipo: Patente Europea. Resumen de patente/invención. Número de Solicitud: E08167184.
Solicitante: THALES.
Nacionalidad solicitante: Francia.
Dirección: 45, RUE DE VILLIERS 92200 NEUILLY-SUR-SEINE FRANCIA.
Inventor/es: DAMIANO,OLIVIER, POMMATAU,GILLES, GUILLOT,NICOLAS.
Fecha de Publicación: .
Fecha Solicitud PCT: 21 de Octubre de 2008.
Fecha Concesión Europea: 6 de Octubre de 2010.
Clasificación Internacional de Patentes:
- B64G1/22 TECNICAS INDUSTRIALES DIVERSAS; TRANSPORTES. › B64 AERONAVES; AVIACION; ASTRONAUTICA. › B64G ASTRONAUTICA; VEHICULOS O EQUIPOS A ESTE EFECTO (aparatos o métodos para obtener materiales de fuentes extraterrestres E21C 51/00). › B64G 1/00 Vehículos espaciales. › Partes de vehículos espaciales o equipos especialmente adaptados para ser instalados en, o acoplados a, vehículos espaciales.
- F16B11/00F
- F16B5/02 MECANICA; ILUMINACION; CALEFACCION; ARMAMENTO; VOLADURA. › F16 ELEMENTOS O CONJUNTOS DE TECNOLOGIA; MEDIDAS GENERALES PARA ASEGURAR EL BUEN FUNCIONAMIENTO DE LAS MAQUINAS O INSTALACIONES; AISLAMIENTO TERMICO EN GENERAL. › F16B DISPOSITIVOS PARA UNIR O BLOQUEAR LOS ELEMENTOS CONSTRUCTIVOS O LAS PARTES DE LAS MAQUINAS, p. ej. CLAVOS, CLAVIJAS, TUERCAS, TORNILLOS, BULONES, ANILLOS QUE FORMAN RESORTE, ABRAZADERAS, BRIDAS, GRAPAS, CUÑAS; UNIONES O ARTICULACIONES (acoplamientos para la transmisión de mecanismos de rotación F16D). › F16B 5/00 Unión de hojas o placas bien sea entre ellas, o bien a bandas o barras paralelas a ellas (por pegado F16B 11/00; uniones por clavijas F16B 13/00; pasadores incluyendo elementos deformables F16B 19/00; revestimientos de las paredes E04F 13/00; fijación de las placas, carteles, tableros o paneles a estructuras de soporte, fijación de elementos fácilmente separables p. ej. letras a las placas, carteles, tableros o paneles, G09F 7/00). › por órganos de fijación que utilizan un roscado (construcción de las ensambladuras roscadas F16B 25/00 - F16B 39/00).
Clasificación PCT:
- F16B11/00 F16B […] › Unión de elementos estructurales o partes de máquina por pegado u oprimiéndolas las unas contra las otras, p. ej. soldadura bajo presión en frío (soldadura no eléctrica en general B23K; procedimientos que utilizan adhesivos independientemente de la forma de las superficies unidas C09J 5/00).
Países PCT: Austria, Bélgica, Suiza, Alemania, Dinamarca, España, Francia, Reino Unido, Grecia, Italia, Liechtensein, Luxemburgo, Países Bajos, Suecia, Mónaco, Portugal, Irlanda, Eslovenia, Finlandia, Rumania, Chipre, Lituania, Letonia, Ex República Yugoslava de Macedonia, Albania.
Fragmento de la descripción:
La presente invención se refiere al campo de los dispositivos de ensamblaje de paneles, cuya superficie es de materiales compuestos a base de fibras de carbono, a partir de piezas de fijación denominadas también herrajes estructurales de fijación. Más en particular, el dispositivo según la invención se refiere al campo del ensamblaje de estructuras de satélite, para aplicaciones espaciales, en las que las temperaturas, en los límites de [-50 ˚C, +80 ˚C], imponen dilataciones térmicas de las estructuras.
En la actualidad, las estructuras de los satélites destinados a permanecer en el espacio están compuestas por paneles de tipo sándwich, cuyas planchas generalmente son de carbono. Con el fin de ensamblar estos paneles, unas piezas de fijación están destinadas a unir y fijar los paneles entre sí. Estos paneles se ensamblan, generalmente, formando un cajón o una estructura compartimentada que pueda alojar una carga útil.
Por ejemplo, una solución conocida se realiza a partir de una pieza de fijación de aluminio que comprende dos caras planas paralelas entre las que se inserta un panel de material compuesto a base de fibras de carbono y a continuación se encola. La pieza de fijación puede conectarse a continuación a otra pieza de fijación mediante una unión roscada, por ejemplo.
Las condiciones en el espacio, teniendo en cuenta las misiones, imponen a las estructuras de los satélites variaciones de temperatura importantes. Generalmente se considera que el intervalo [-50 ˚C, +80 ˚C] es aplicable a la mayoría de las misiones de satélites geoestacionarios de telecomunicación.
En caso de este tipo de variaciones de temperatura, los materiales de las estructuras experimentan dilataciones y generan esfuerzos de resistencia en las juntas de las estructuras ensambladas y, más en particular, en las juntas de cola que separan un panel de una pieza de fijación. Al ser los materiales diferentes, les coeficientes de dilatación, del orden de 2·10-6 K-1 para el carbono y del orden de 20·10-6 K-1 para el aluminio, también son diferentes y provocan una cizalladura importante en la cola en frío y calor.
En estas condiciones, se considera que la disminución de la resistencia de las estructuras en las piezas de fijación puede aproximarse a un 40% a -50 ˚C con respecto al ambiente, teniendo en cuenta la diferencia de los coeficientes de dilatación térmica del aluminio y del carbono.
Además, los satélites actuales son cada vez más polivalentes y las misiones pueden ser diversas y diversificadas, por lo que se tiende a considerar un intervalo más amplio de temperaturas para la estructura de los satélites. Al ser el intervalo de temperatura que ha de tenerse en cuenta cada vez más amplio, se incrementan los potenciales peligros de rotura de
las estructuras.
En relación con este tipo de aplicación, en la práctica, una pieza de fijación se encola generalmente a un panel a partir de al menos una superficie plana previamente mecanizada para hacer la pieza de fijación solidaria con el panel. Los paneles se hacen solidarios entre sí cuando las piezas de fijación los unen de dos en dos.
Uno de los inconvenientes de un dispositivo de este tipo radica en el hecho de que los materiales que tienen coeficientes de dilatación diferentes encolados entre sí experimentan esfuerzos importantes esencialmente soportados por las juntas de cola a altas y bajas temperaturas.
Un riesgo que se corre es la rotura prematura de la junta de cola, siendo la rotura una consecuencia de una dilatación de los materiales provocada por las numerosas variaciones de temperatura en un intervalo grande.
En estas condiciones, para paliar el peligro de rotura, el refuerzo de las piezas de fijación implica numerosas dificultades de realización.
Una solución conocida para resolver en parte este último inconveniente es la utilización de herrajes estructurales de fijación de titanio cuyo coeficiente de dilatación es más cercano al del carbono que el del aluminio.
En cambio, esta solución presenta los inconvenientes de ser costosa, de dificultar el mecanizado de la pieza y de requerir un tratamiento de las superficies, lo que resulta incómodo.
Otra solución conocida consiste en sustituir los herrajes estructurales de fijación metálicos por bloques de carbono estratificados encolados por calor durante la polimerización de las planchas sobre el panel.
Esta solución presenta nuevos inconvenientes. Especialmente, la fluencia importante del carbono en el sentido perpendicular al de las fibras, particularmente bajo calor, y la dificultad de realizar una unión roscada de dos paneles complican la fabricación de los dispositivos de unión y de los paneles. Por otro lado, esta solución obliga a establecer las definiciones detalladas del ensamblaje de los paneles muy pronto en el procedimiento de fabricación.
La patente estadounidense US-A-3 192 671 describe una estructura de ensamblaje para panel estructural, que comprende todas las características del preámbulo de la reivindicación 1.
Un objetivo de la invención es solucionar estos inconvenientes. El dispositivo según la invención permite, por un lado, disponer de una pieza de fijación moldeada y realizada en el mismo material o similar al del panel, especialmente fibra de carbono, cuyo coeficiente de dilatación es reducido, y disponer en la pieza moldeada una pieza de inserción metálica que permite soportar el paso de cargas mecánicas entre los paneles de la estructura. Esta solución presenta la ventaja de obtener un modo de realización de ensamblajes roscados y de transferir la carga soportada por las juntas de cola a la pieza de inserción metálica incluida en el herraje de fibras o haces de fibras de carbono.
Ventajosamente, la estructura de ensamblaje para panel estructural comprende:
• un panel rígido sensiblemente plano;
• al menos una pieza de fijación monobloque, realizada mediante moldeo, encolada al panel, comprendiendo la pieza de fijación:
º una cavidad que puede alojar una cola y; º rebordes destinados a retener la cola alrededor de la cavidad y al menos una abertura; Según la invención tal como se define en la reivindicación 1 independiente de producto, la estructura de ensamblaje para panel estructural está caracterizada porque: Ventajosamente, la pieza de fijación está compuesta por haces de fibras de carbono preimpregnadas con una resina termoendurecible. Ventajosamente, la pieza de inserción metálica comprende un collar en el interior de la barra que impide la extracción de la pieza de inserción. Ventajosamente, la pieza de inserción metálica comprende dos partes sensiblemente cilíndricas, siendo la parte de mayor diámetro el collar. Ventajosamente, la pieza de inserción metálica es de aluminio. Ventajosamente, el eje de la pieza de inserción metálica se sitúa en el plano de la pala de la pieza de fijación. Ventajosamente, la estructura comprende una segunda pala paralela a la primera pala y que tiene las mismas características, siendo las dos palas solidarias con la barra, correspondiendo la distancia entre las dos palas sensiblemente al grosor del panel, formando la pieza de fijación un asiento. Ventajosamente, las palas comprenden, cada una, al menos tres aberturas, de las que una puede servir para insertar la cola en la cavidad de las palas y siendo las otras dos orificios de colocación. Según la invención tal como se define en la reivindicación 9 independiente de procedimiento, el procedimiento de realización de una estructura de ensamblaje para panel estructural comprende: • una primera etapa de compresión por calor de fibras de carbono impregnadas con una resina termoendurecible en un molde que comprende una pieza de inserción metálica, denominándose la pieza así moldeada pieza de fijación y comprendiendo:... o al menos una primera cara plana, denominada “pala”, que comprende:
o una barra solidaria con la primera cara plana.
o los materiales de la pieza de fijación y del panel son de material compuesto;
Reivindicaciones:
1. Estructura de ensamblaje para panel estructural que comprende:
• un panel (21) rígido sensiblemente plano;
• al menos una pieza (1) de fijación monobloque, realizada mediante moldeo, encolada al panel (21), comprendiendo la pieza (1) de fijación:
º una cavidad (7, 7') que puede alojar una cola (20, 20') y; º rebordes (4, 4') destinados a retener la cola alrededor de la cavidad y al menos una abertura; 2. Estructura según la reivindicación 1, caracterizada porque la pieza (1) de fijación está compuesta por haces de fibras de carbono preimpregnadas con una resina termoendurecible. 3. Estructura según una de las reivindicaciones 1 a 2, caracterizada porque la pieza (6) de inserción metálica comprende un cuello en el interior de la barra (2) que impide la extracción de la pieza de inserción. 4. Estructura según una de las reivindicaciones 1 a 3, caracterizada porque la pieza (6) de inserción metálica comprende dos partes sensiblemente cilíndricas, siendo la parte de mayor diámetro el cuello. 5. Estructura según una de las reivindicaciones 1 a 4, caracterizada porque la pieza (6) de inserción metálica es de aluminio. 6. Estructura según una de las reivindicaciones 1 a 5, caracterizada porque el eje de la pieza (6) de inserción metálica está en el plano de la pala (3, 3') de la pieza (1) de fijación. 7. Estructura según una de las reivindicaciones 1 a 6, caracterizada porque comprende una segunda pala paralela a la primera pala (3, 3') y con las mismas características, siendo las dos palas solidarias con la barra (2), correspondiendo la distancia entre las dos palas sensiblemente al grosor del panel, formando la pieza (1) de fijación un asiento. 8. Estructura según la reivindicación 7, caracterizada porque las palas comprenden, cada una, al menos tres aberturas, de las que una puede servir para insertar la cola (20, 20') en la cavidad (7, 7') de las palas y siendo las otras dos orificios de colocación. 9. Procedimiento de realización de una estructura de ensamblaje para panel estructural, caracterizado porque comprende: • una primera etapa de compresión por calor de fibras de carbono impregnadas con una resina termoendurecible en un molde que comprende una pieza (6) de inserción metálica, denominándose la pieza así moldeada pieza (1) de fijación y comprendiendo: • una segunda etapa de aterrajado de la pieza (6) de inserción metálica para roscar la barra (2) de la pieza (1) de fijación; • una tercera etapa de encolado de la primera cara plana de la pieza (1) de fijación a un panel estructural cuyas planchas son de carbono. 10. Procedimiento de realización de una estructura según la reivindicación 9, caracterizada porque la primera etapa se realiza a una temperatura próxima a 120 ˚C. 11. Procedimiento de realización de una estructura según la reivindicación 9, caracterizada porque la primera etapa comprende la realización mediante moldeo de otros dos orificios que atraviesan la pala que permiten colocar la pieza (1) de fijación en el panel, comprendiendo este último puntos de marcado, denominándose los orificios “orificios de colocación”. 12. Procedimiento de realización de una estructura según la reivindicación 9, caracterizado porque el sentido de aterrajado de la pieza (6) de inserción metálica es en el plano de las palas y en un eje paralelo al sentido de inserción del panel en la pieza (1) de fijación. 13. Procedimiento de realización de una estructura según la reivindicación 9, caracterizado porque una etapa de realización de puntos de marcado en la plancha del panel comprende el mecanizado de orificios en las planchas. 14. Procedimiento de realización de una estructura según la reivindicación 9, caracterizado porque la tercera etapa se realiza mediante la introducción de una cola (20, 20') en la cavidad (7, 7') de al menos una pala por un orificio que atraviesa la pala. o al menos una primera cara plana, denominada “pala” (3, 3'), que comprende:
o una barra (2) solidaria con la primera cara plana, caracterizada porque:
o los materiales de la pieza (1) de fijación y del panel (21) son de material compuesto;
o y porque la barra (2) comprende una pieza (6) insertada metálica cuyo coeficiente de dilatación es superior al del material de la pieza (1) de fijación, colocándose la pieza (6) de inserción metálica en el molde durante el moldeo de la pieza de fijación (1).
o una primera parte formada por al menos una primera cara plana, denominada pala (3, 3'), que comprende una cavidad (7, 7') y al menos un orificio que atraviesa la pala;
o una segunda parte formada por una barra (2) solidaria con la primera cara plana que comprende la pieza (6) de inserción metálica cuyo coeficiente de dilatación es superior al del material compuesto;
Patentes similares o relacionadas:
Elemento de compensación de tolerancia, del 22 de Julio de 2020, de SCHWARZBICH, JORG: Elemento de compensación de tolerancia para un dispositivo para conectar componentes por medio de un tornillo de conexión insertado a través del elemento de compensación […]
Sistema que comprende un componente de aeronave, un objeto de aeronave y un conjunto de montaje de aeronave, del 17 de Junio de 2020, de THE BOEING COMPANY: Un sistema que comprende: un componente de aeronaves, en donde el componente de aeronaves incluye una línea hidráulica, y en donde […]
Conexión entre componentes con diferentes coeficientes de dilatación térmica, del 17 de Junio de 2020, de Siemens Mobility GmbH: Conexión de componentes que comprende: - un primer componente de un primer material; - un segundo componente de un segundo material; en donde […]
Dispositivo contra la fluencia para conjuntos roscados, que comprende una primera pieza, particularmente en forma de un panel, de un material insuficientemente resistente a los esfuerzos de apriete, del 6 de Mayo de 2020, de LISI AUTOMOTIVE RAPID: Un dispositivo contra la fluencia para conjuntos roscados, que comprende una primera pieza , en particular, en la forma de un panel, de un material insuficientemente […]
MÓDULO CONSTRUCTIVO PARA LA UTILIZACIÓN EN UN SISTEMA CONSTRUCTIVO MODULAR, del 23 de Abril de 2020, de MARINO, Cristian: Módulo constructivo para la utilización en un sistema constructivo modular, el cual mejora el acabado estético y facilita la operación y ensamble de los elementos […]
Tuerca de inserción, unidad de fijación que incluye la tuerca de inserción y cartucho de proceso que utiliza la unidad de fijación, del 8 de Abril de 2020, de CANON KABUSHIKI KAISHA: Tuerca de inserción fabricada de metal, que está configurada para ser introducida en un sustrato fabricado de resina, comprendiendo […]
Sistema de aislamiento con elementos aislantes de lana de vidrio y método para la fijación separada de los mismos, del 18 de Marzo de 2020, de URSA INSULATION, S.A: Un sistema de aislamiento para un elemento estructural de un edificio, que comprende: i) un elemento aislante que comprenden lana de vidrio; y […]
Dispositivo para conectar un elemento estructural a un elemento de sujeción a distancia uno de otro, del 26 de Febrero de 2020, de FACC AG: Dispositivo para la conexión de un elemento estructural , en particular de un material compuesto de plástico reforzado con fibras, con un elemento de retención […]