Procedimiento de fabricación.
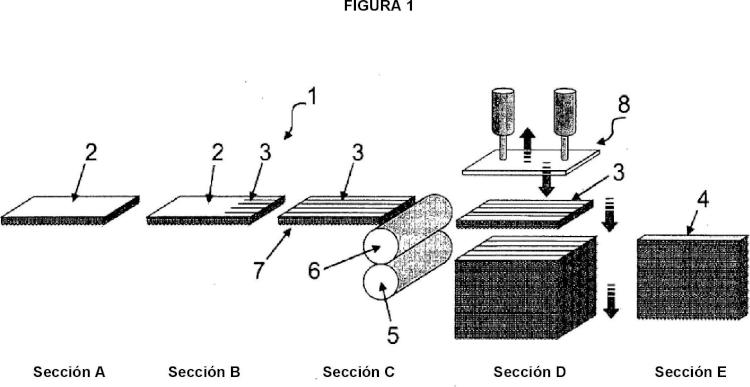
Procedimiento para formar una placa a partir de una cantidad de capas esencialmente planas (3),
que incluye los pasos consistentes en
a) asegurar que una capa está dispuesta esencialmente en un plano horizontal;
b) aplicar adhesivo sobre la capa;
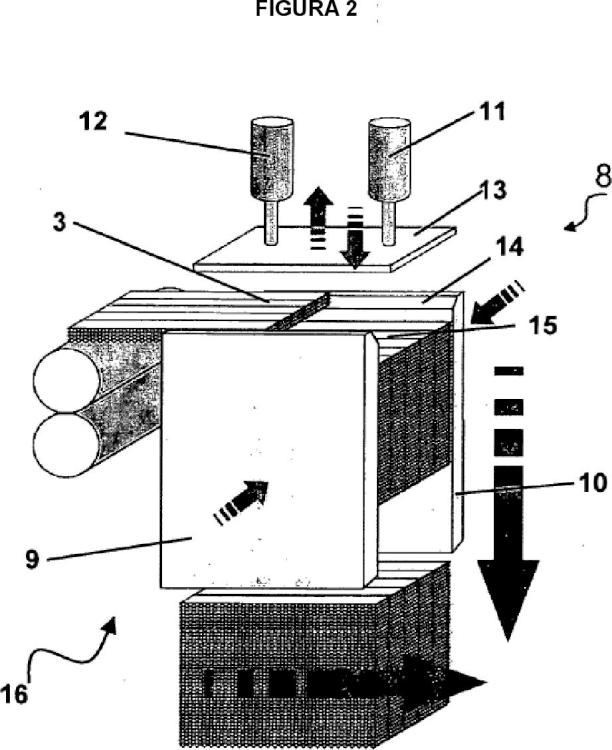
c) mover la capa a un puesto de sujeción (8) que incluye:
- al menos dos secciones planas opuestas (9, 10) configuradas para aplicar una presión lateral sobre la pila de capas (16); y
- una plancha (13) configurada para bajar desde una posición situada por encima de las secciones planas;
d) mantener la capa horizontalmente contra otra capa dentro del puesto de sujeción;
e) presionar la plancha hacia abajo sobre cada capa una vez que ésta está sujeta por las secciones planas en el puesto de sujeción; y
f) repetir los pasos a) a e) hasta formar una pila de capas con una altura esencialmente equivalente a la anchura deseada de la placa que se ha de producir;
g) retirar la pila del puesto de sujeción una vez transcurrido un tiempo suficiente para que las capas se hayan unido entre sí.
Tipo: Patente Internacional (Tratado de Cooperación de Patentes). Resumen de patente/invención. Número de Solicitud: PCT/NZ2009/000206.
Solicitante: Corcel IP Limited.
Nacionalidad solicitante: Nueva Zelanda.
Dirección: Level 12, KPMG Centre, 85 Alexandra Street Hamilton 3204 NUEVA ZELANDA.
Inventor/es: VAN BERLO,PATRICK PETRUS ANTONIUS MARIA.
Fecha de Publicación: .
Clasificación Internacional de Patentes:
- B31D3/00 TECNICAS INDUSTRIALES DIVERSAS; TRANSPORTES. › B31 FABRICACION DE ARTICULOS DE PAPEL, DE CARTON O DE MATERIAL TRABAJADO DE FORMA ANÁLOGA AL PAPEL; TRABAJO DEL PAPEL, DELCARTON O DE MATERIAL TRABAJADO DE FORMA ANÁLOGA AL PAPEL. › B31D FABRICACION DE OTROS ARTICULOS DE PAPEL, CARTON O MATERIAL TRABAJADO DE MANERA ANÁLOGA AL PAPEL NO PREVISTOS EN LAS SUBCLASES B31B O B31C (fabricación de objetos por procedimientos en seco a partir de partículas o fibras de madera u otras materias lignocelulósicas o sustancias orgánicas análogas B27N; fabricación de productos estratificados no compuestos solo a base de papel o de cartón B32B; fabricación de artículos a partir de suspensiones fibrosas de celulosa, p.ej. pasta de madera D21J). › Fabricación de artículos de estructura alveolar, p. ej. de paneles de aislamiento.
- B32B29/08 B […] › B32 PRODUCTOS ESTRATIFICADOS. › B32B PRODUCTOS ESTRATIFICADOS, es decir, HECHOS DE VARIAS CAPAS DE FORMA PLANA O NO PLANA, p. ej. CELULAR O EN NIDO DE ABEJA. › B32B 29/00 Productos estratificados compuestos esencialmente de papel o de cartón. › Papel o cartón ondulado.
- B32B37/12 B32B […] › B32B 37/00 Procedimientos o aparatos para la estratificación, p.ej. por polimerización o curado o por unión por ultrasonidos. › caracterizado por la utilización de adhesivos.
PDF original: ES-2545863_T3.pdf
Fragmento de la descripción:
Procedimiento de fabricación.
CAMPO TÉCNICO 5
La invención se refiere a un método de fabricación.
En particular, la presente invención se refiere a un método para fabricar placas a partir de material en capas.
ESTADO ANTERIOR DE LA TÉCNICA
En adelante se hará referencia a la presente invención en relación con un método de fabricación adecuado para producir placas multicapa. Aunque a lo largo de la memoria descriptiva se hace referencia a la presente invención en relación con cartones corrugados, se ha de entender que los principios de la presente invención pueden ser 15 aplicados a materiales diferentes al papel y a configuraciones diferentes a las corrugaciones.
El cartón corrugado por una sola cara es muy conocido y muy utilizado en la industria, en especial en el ámbito de los embalajes, donde se emplea como acolchado protector y envoltura. También se utiliza como componente básico en la producción de muchos objetos estructurales, como cajas, paneles, palés, etc. 20
También es posible unir entre sí láminas de cartón corrugado por una sola cara para formar cartones corrugados multicapa de diversos espesores y resistencias. Uno de los motivos del amplio uso de este cartón consiste en que es relativamente ligero y presenta una rigidez y una resistencia considerables.
El cartón corrugado por una sola cara se produce normalmente pegando una lámina ondulada, normalmente de papel para cartón ondulado (por regla general papel reciclado) sobre una lámina de forro. La lámina de forro es normalmente de papel kraft, aunque se pueden utilizar otros materiales.
Sin embargo, en el proceso de fabricación típico, las placas se producen de tal modo que los valles y picos de la 30 ondulación están situados esencialmente en dirección horizontal. Esto significa que un peso aplicado sobre la superficie de la placa puede aplanar las corrugaciones u ondulaciones y aplastar la placa. Por lo tanto, sería deseable poder hallar un proceso de fabricación que permita utilizar la placa de tal modo que se obtenga una mayor resistencia.
Un método para lograrlo podría consistir en utilizar múltiples capas de placas, pero existen problemas considerables en relación con la seguridad de que las capas de placas se mantengan unidas. Debido a la naturaleza frágil de las placas, las capas no se pueden simplemente prensar entre sí mediante un ajuste por fricción o algún otro medio mecánico. En lugar de ello se requiere una adhesión química en forma de la aplicación de un adhesivo entre las capas. 40
Para que sea eficaz, el adhesivo requiere un tiempo para endurecerse. Lamentablemente, cuando se desea disponer de un proceso de producción rápido, este tiempo de endurecimiento constituye un cuello de botella significativo en el proceso de producción.
El documento US 2002/0064629 da a conocer la fabricación de un material laminado formado por capas de cartón corrugado. El material laminado se forma mediante un procedimiento de dos pasos que implica una mesa elevada sobre la que se apilan inicialmente las capas y se deja que éstas formen una unión previa antes de ser desplazadas a una unidad de prensa. La unidad de prensa posterior tiene una unidad de aplicación de peso para aplicar un peso desde arriba sobre la pila con el fin de producir una fuerza que une entre sí las capas de cartón corrugado para 50 formar el material laminado. Este proceso en dos pasos no solo disminuye la velocidad de fabricación, sino que también produce un material laminado más débil. Esto se debe a que el movimiento del material laminado entre el puesto de unión previa y el de unión por presión puede provocar un movimiento lateral entre las capas individuales del cartón recién encolado (pero todavía no adherido por completo) : a consecuencia de ello la unión resultante entre las capas es más débil que si no se hubiera producido ningún movimiento lateral. Dicho de otro modo, el movimiento 55 lateral del material laminado no endurecido altera la adhesión a nivel microscópico y conduce a la formación de una unión más débil.
Un objeto de la presente invención consiste en abordar los problemas arriba indicados o al menos proporcionar al público una opción útil. 60
Es sabido que, dependiendo de las diversas jurisdicciones, al término "comprender" se le puede atribuir un significado exclusivo o un significado inclusivo. Para los fines de esta descripción y a no ser que se indique otra cosa, el término "comprender" ha de tener un significado inclusivo, es decir, se ha de entender que significa una inclusión no solo de los componentes enumerados a los que hace referencia directamente, sino también de otros 65
componentes o elementos no especificados. Esto se aplicará también cuando se emplee el término "comprendido" o "que comprende" en relación con uno o más pasos de un método o proceso.
Otros aspectos y ventajas de la presente invención se evidenciarán a partir de la siguiente descripción, que se proporciona únicamente a modo de ejemplo. 5
DIVULGACIÓN DE LA INVENCIÓN
De acuerdo con un aspecto de la presente invención se proporciona un método para formar una placa a partir de una cantidad de capas esencialmente planas, que incluye los pasos consistentes en 10
a) asegurar que una capa está dispuesta esencialmente en un plano horizontal;
b) aplicar adhesivo sobre la capa;
c) mover la capa a un puesto de sujeción que incluye:
- al menos dos secciones planas opuestas configuradas para aplicar una presión lateral sobre la pila de capas; y 20
- una plancha configurada para bajar desde una posición situada por encima de las secciones planas;
d) sujetar la capa horizontalmente contra otra capa dentro del puesto de sujeción;
e) apretar la plancha hacia abajo sobre cada capa una vez que ésta está sujeta por las secciones planas en el puesto de sujeción; y
f) repetir los pasos a) a e) hasta formar una pila de capas con una altura esencialmente equivalente a la anchura deseada de la placa que se ha de producir; 30
caracterizándose el método por el paso consistente en
g) retirar la pila del puesto de sujeción una vez transcurrido un tiempo suficiente para que las capas se hayan unido entre sí. 35
De acuerdo con otro aspecto, no reivindicado, se proporciona un puesto de sujeción configurado para ser utilizado con el presente método, que incluye:
al menos dos secciones planas opuestas configuradas para aplicar una presión lateral sobre la pila de capas. 40
De acuerdo con otro aspecto más, no reivindicado, se proporciona una placa producida de acuerdo con el método arriba descrito.
En realizaciones preferentes de la presente invención, las capas esencialmente planas consisten en cartón 45 corrugado por una sola cara, multilaminado o simple. No obstante, esto no ha de ser considerado como limitativo. Los principios de la presente invención pueden ser aplicados a capas de diversos tipos de material. Por ejemplo, se pueden producir capas de papel, cartulina, plásticos, aluminio, etc.
Las capas no han de tener necesariamente corrugaciones y en algunas realizaciones pueden presentar celdas con 50 otras configuraciones, o pueden ser esencialmente macizas. Sin embargo, se ha de señalar que la invención tiene ventajas particulares cuando se utiliza con cartón corrugado, como se verá más adelante en la descripción.
Está previsto que en realizaciones preferentes las capas sean relativamente delgadas, dando lugar a que tengan una resistencia estructural limitada que requiera un apoyo desde abajo. Por ello está previsto que la disposición de 55 la capa esencialmente en el plano horizontal permitirá que la capa sea soportada por partes del equipo utilizado en la presente invención. Por ejemplo, las capas pueden ser soportadas por transportadores que actúan llevando las capas a las diversas etapas del proceso de fabricación.
El adhesivo se puede aplicar a la capa de diversos modos. En una realización, el transportador lleva la capa hasta 60 unos rodillos de encolado que aplican el adhesivo.
La posición horizontal de la placa contribuye a una aplicación uniforme del adhesivo, que se podría correr si se aplica en una orientación diferente.
El adhesivo se puede aplicar por otros medios, por ejemplo por pulverización.
Está previsto que el tipo de adhesivo utilizado se pueda aplicar fácilmente a temperatura ambiente y se endurezca de forma relativamente rápida a la misma temperatura. Además, el adhesivo ha de ser adecuado para el material del que esté hecha la placa. 5
En una realización preferente, el adhesivo consiste en una dispersión... [Seguir leyendo]
Reivindicaciones:
1. Procedimiento para formar una placa a partir de una cantidad de capas esencialmente planas (3) , que incluye los pasos consistentes en
a) asegurar que una capa está dispuesta esencialmente en un plano horizontal; 5
b) aplicar adhesivo sobre la capa;
c) mover la capa a un puesto de sujeción (8) que incluye:
- al menos dos secciones planas opuestas (9, 10) configuradas para aplicar una presión lateral sobre la pila de capas (16) ; y
- una plancha (13) configurada para bajar desde una posición situada por encima de las secciones planas; 15
d) mantener la capa horizontalmente contra otra capa dentro del puesto de sujeción;
e) presionar la plancha hacia abajo sobre cada capa una vez que ésta está sujeta por las secciones planas en el puesto de sujeción; y 20
f) repetir los pasos a) a e) hasta formar una pila de capas con una altura esencialmente equivalente a la anchura deseada de la placa que se ha de producir;
g) retirar la pila del puesto de sujeción una vez transcurrido un tiempo suficiente para que las capas 25 se hayan unido entre sí.
2. Procedimiento según la reivindicación 1, en el que las capas consisten en cartón corrugado por una sola cara.
3. Procedimiento según la reivindicación 1, en el que las capas están soportadas en el plano horizontal.
4. Procedimiento según la reivindicación 3, en el que un transportador proporciona el soporte para las capas en el plano horizontal.
5. Procedimiento según la reivindicación 1, en el que el adhesivo se aplica mediante un rodillo de encolado.
6. Procedimiento según una cualquiera de las reivindicaciones 1 a 5, en el que el adhesivo está compuesto a base de agua e incluye un copolímero de acetato de vinilo en dispersión.
7. Procedimiento según una cualquiera de las reivindicaciones 1 a 6, en el que el adhesivo se aplica sobre la cara inferior de las capas.
8. Procedimiento según una cualquiera de las reivindicaciones 1 a 7, en el que las capas planas se cortan en tiras antes del paso a) . 45
Patentes similares o relacionadas:
 Instalación de cartón ondulado, del 29 de Julio de 2020, de BHS CORRUGATED MASCHINEN- UND ANLAGENBAU GMBH: Instalación de cartón ondulado para la fabricación de cartón ondulado, que comprende
a) al menos un dispositivo para la fabricación de una respectiva banda […]
Instalación de cartón ondulado, del 29 de Julio de 2020, de BHS CORRUGATED MASCHINEN- UND ANLAGENBAU GMBH: Instalación de cartón ondulado para la fabricación de cartón ondulado, que comprende
a) al menos un dispositivo para la fabricación de una respectiva banda […]
Composición adhesiva termofusible basada en una mezcla de copolímeros de propileno preparados usando catalizadores y procedimientos de sitio único, del 17 de Junio de 2020, de BOSTIK, INC.: Una composición adhesiva termofusible que comprende: (a) una mezcla de polímeros que contiene al menos un polímero SSC-PP de LMW semicristalino y al […]
Procedimiento de fabricación de un documento de seguridad recubierto con una película de protección y documento así obtenido, del 27 de Mayo de 2020, de Oberthur Fiduciaire SAS: Procedimiento de fabricación de un documento de seguridad que comprende una hoja de material fibroso, de la cual por lo menos una de las grandes caras opuestas […]
 Dispositivo para revestir un sustrato con un material de recubrimiento termoplástico, del 27 de Mayo de 2020, de Klomfass Gierlings & Partner GBR (vertretungsberechtigter Gesellschafter Michael Gierlings, Marderweg 6, 41564 Kaarst): Dispositivo para revestir de forma continua un sustrato con un material de recubrimiento termoplástico , con un dispositivo calefactor IR , con el cual se une por fundición […]
Dispositivo para revestir un sustrato con un material de recubrimiento termoplástico, del 27 de Mayo de 2020, de Klomfass Gierlings & Partner GBR (vertretungsberechtigter Gesellschafter Michael Gierlings, Marderweg 6, 41564 Kaarst): Dispositivo para revestir de forma continua un sustrato con un material de recubrimiento termoplástico , con un dispositivo calefactor IR , con el cual se une por fundición […]
Método para minimizar inconsistencias que aparecen sobre la superficie de un componente compuesto y una tira compuesta precurada, del 6 de Mayo de 2020, de THE BOEING COMPANY: Método para aplicar una tira compuesta precurada a un componente compuesto , comprendiendo la tira compuesta precurada una primera capa de material […]
Estructura laminar para envase que se puede volver a sellar, del 29 de Abril de 2020, de SONOCO DEVELOPMENT, INC.: Una estructura laminar para formar un envase, donde la estructura laminar comprende: una primera capa de película que define una […]
Método para producir una película multicapa, del 22 de Abril de 2020, de Nordmeccanica SpA: Método para producir una película multicapa (M) que comprende al menos dos capas (S1, S2) unidas por medio de un adhesivo de dos componentes sin disolvente, […]
Procedimiento de preparación de una chapa recubierta que comprende la aplicación de una solución acuosa que comprende un aminoácido y uso asociado para mejorar la compatibilidad con un adhesivo, del 15 de Abril de 2020, de Arcelormittal: Procedimiento de preparación de una chapa , que comprende al menos las etapas de: - presentación de un sustrato de acero en el que […]