Cuerpo de soporte de conducción con núcleo metálico espumado y procedimiento para su fabricación.
Cuerpo de soporte de conducción (1) con dispositivos para la entrada de un medio,
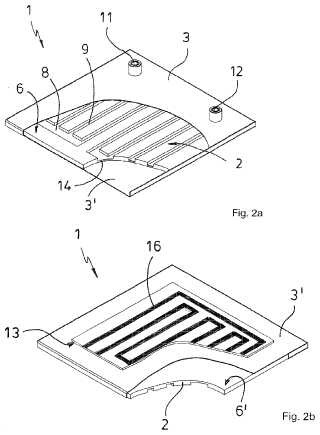
con un núcleo metálico espumado (2) plano que presenta dos caras planas y al menos una cara frontal (7), estando sobre las caras planas (6, 6') dispuesta, en cada caso, al menos una capa de cubrición de cara plana (3, 3') y sobre la al menos una cara frontal (7) al menos una capa de cubrición de cara frontal (4, 4', 4", 4"') y conectado hermético a los fluidos en unión material con el núcleo metálico espumado (2), y en el cual las capas de cubrición de caras planas (3, 3') y la al menos una capa de cubrición de cara frontal (4, 4', 4", 4"') encierran el núcleo metálico espumado (2) por todos lados, presentando el núcleo metálico espumado (2) células cerradas (5) y en al menos una cara plana (6, 6') hendiduras (9) estampadas formando canales de flujo (8) como dispositivos para el paso del medio, estando las hendiduras (9) cerradas hacia el exterior mediante la capa de cubrición de cara plana (3, 3') que sobrepasa la cara plana (6, 6') del núcleo metálico espumado (2), caracterizado porque el núcleo metálico espumado (2) presenta en el fondo (14) de las hendiduras (9) células (5) que respecto de las células (5) en las paredes laterales (15) de las hendiduras (9) presentan una estructura comprimida con una estabilidad mecánica aumentada.
Tipo: Patente Europea. Resumen de patente/invención. Número de Solicitud: E12401148.
Solicitante: IGH Ingenieurbüro Gallatz & Hirsch GmbH.
Fecha de Publicación: .
Clasificación Internacional de Patentes:
- F28F13/00 MECANICA; ILUMINACION; CALEFACCION; ARMAMENTO; VOLADURA. › F28 INTERCAMBIO DE CALOR EN GENERAL. › F28F PARTES CONSTITUTIVAS DE APLICACION GENERAL DE LOS APARATOS INTERCAMBIADORES O DE TRANSFERENCIA DE CALOR (materiales de transferencia de calor, de intercambio de calor o de almacenamiento de calor C09K 5/00; purgadores de agua o aire, ventilación F16). › Dispositivos para modificar la transferencia del calor, p. ej. aumento, disminución (F28F 1/00 - F28F 11/00 tienen prioridad).
- F28F3/12 F28F […] › F28F 3/00 Elementos en forma de placas o de láminas; Conjuntos de elementos en forma de placas o de láminas (especialmente adaptados para el movimiento F28F 5/00). › Elementos construidos en forma de panel aligerado, p. ej. con canales.
PDF original: ES-2533316_T3.pdf
Fragmento de la descripción:
Cuerpo de soporte de conducción con núcleo metálico espumado y procedimiento para su fabricación.
La invención se refiere a un cuerpo de soporte de conducción y un procedimiento para su fabricación, con dispositivos para el paso de un medio, con un núcleo metálico espumado plano que presenta dos caras planas y al menos una cara frontal, estando en las caras planas dispuestos, en cada caso, al menos una capa de cubrición de cara plana y sobre la al menos una cara frontal una capa de cubrición de cara frontal y conectados herméticos a los fluidos en unión material con el núcleo metálico espumado, y en el cual las capas de cubrición de caras planas y la al menos una capa de cubrición de cara frontal encierran el núcleo metálico espumado por todos lados, presentando el núcleo metálico espumado células cerradas y en al menos una cara plana hendiduras estampadas formando canales de fluido como dispositivos para el paso del medio y estando las hendiduras cerradas hacia el exterior mediante la capa de cubrición de cara plana que sobrepasa la cara plana del núcleo metálico espumado.
Los cuerpos de soporte de una pieza con forma de placa se conocen como construcciones sándwich con núcleo homogéneo de materiales espumados, en los cuales el núcleo espumado está dispuesto como capa intermedia entre dos capas de cubrición de igual o diferente material. Las tres capas están unidas entre sí de forma permanente. El objetivo de las construcciones en sándwich es, ahorrando material y peso, conseguir una mejor capacidad de carga respecto de los materiales básicos. Tanto las capas de cubrición como la posición del núcleo de una construcción de este tipo deben absorber diferentes fuerzas y esfuerzos y están, por consiguiente, adaptados recíprocamente de manera apropiada. El núcleo espumado tiene la misión principal de mantener a distancia las dos capas de cubrición y con ello absorber fuerzas respectivas. Además, el núcleo espumado tiene la misión de asegurar una transmisión de empuje entre las capas de cubrición y estabilizar las capas de cubrición contra abolladuras y pandeos. La rigidez a la deformación en una placa sándwich de este tipo aumenta con la creciente resistencia al empuje del núcleo. Las capas de cubrición tienen, además, la tarea de absorber el par de flexión en forma de un par de fuerzas, es decir tanto las fuerzas de tracción como de compresión.
Como material para el núcleo espumado y las dos capas de cubrición se usa, frecuentemente, metal o plástico gracias a su favorable relación de peso, estabilidad y precio. Como particularmente apropiado ha quedado demostrado conformar el núcleo que forma la capa intermedia mediante células de metal anticorrosivo, por ejemplo aluminio, siendo posibles también células abiertas. Una estructura celular de este tipo está, por regla general, forrada en ambos lados sólo mediante chapas de aluminio muy delgadas, con lo cual la altura del núcleo metálico espumado plano determina, en lo sustancial, el espesor de un cuerpo de soporte de aluminio de este tipo. Tales cuerpos de soporte de aluminio tienen una estabilidad mecánica extremadamente elevada con un peso muy reducido y presenta, además, una conducción elevada. En física se entiende bajo conducción, también denominada propagación de calor o difusión de calor, el flujo térmico en un sólido o en un fluido en reposo como consecuencia de una diferencia de temperatura. Los cuerpos de aluminio se usan, esencialmente, como componentes constructivos conformados bidimensionales o tridimensionales, por ejemplo en la construcción de aviones, automóviles, caravanas, barcos y lanchas. La técnica primaria para la fabricación de aluminio espumado de poros cerrados parte de polvo de aluminio y un hidruro metálico, por ejemplo hidruro de titanio. Ambos polvos son mezclados entre sí y comprimidos después mediante termoprensado o extrusión para formar una pieza en bruto que después es calentada hasta una temperatura por encima del punto de fusión del aluminio.
Después de espumar el núcleo metálico espumado de aluminio u otro metal apropiado, el mismo puede, en caso necesario, ser mecanizado después de la unión con ambas capas de cubrición del mismo o diferente material para conseguir la forma y tamaño requeridos. Un cuerpo de soporte metálico, tal como se ha descrito anteriormente, es excelente para la estructura de un cuerpo de soporte de conducción para un panel calefactor o de refrigeración. Otros campos de aplicación para espumas metálicas son blindajes térmicos, encapsulados térmicos, filtros o revestimientos de absorción acústica.
El documento DE 2010 013 734 A1 da a conocer un dispositivo para el enfriamiento y un procedimiento para su fabricación. El dispositivo propuesto a la manera de una placa de enfriamiento comprende espuma metálica o plástica de poros abiertos, que existe en forma plana, y una cara superior, una cara inferior y caras frontales, estando el material espumado rodeado de una camisa de un material hermético a los fluidos a modo de lámina. La camisa presenta al menos una entrada y una salida y se compone de placas de cubrición para las caras planas y de partes laterales para las caras frontales del núcleo espumado. Los poros abiertos del núcleo espumado forman canales conectados a través de los cuales puede correr un fluido. Al atravesar el núcleo espumado, que se compone preferentemente de metal, por ejemplo aluminio, se produce un intercambio de calor entre el material espumado y el fluido pasante. En este caso, el fluido puede ingresar, a manera de una esponja, en un lado del material espumado y salir nuevamente en un lado opuesto, en los cuales están dispuestas la entrada y la salida.
Se considera como inconveniente del intercambiador de calor conocido el hecho de que el núcleo metálico espumado es de poros abiertos, es decir que presenta células configuradas abiertas y que le faltan los canales de fluido incorporados en el mismo. Condicionado por los canales de fluido faltantes, en combinación con la estructura celular no cerrada del núcleo metálico espumado, el fluido atraviesa todo el núcleo metálico espumado enfrentando una elevada resistencia al flujo. Con ello, por un lado, si bien se consigue un fuerte turbulencia del fluido, es decir
una buena transferencia térmica entre el núcleo metálico espumado y el fluido, por otro lado, sin embargo, la velocidad de flujo del fluido es reducido de tal manera que el calor transmitido al fluido no es evacuado con la rapidez necesaria. Por consiguiente, el rendimiento del dispositivo refrigerador es restringido.
En el documento WO 02/093644 se soluciona Incorporando a la espuma metálica tubos para actuar como canales de fluido.
Por lo demás, por el documento DE 10 2009 022 932 A1 se conoce un colector de energía solar independiente de la dirección, con un elevado grado de eficiencia, cuyo uso es apropiado, particularmente, como colector térmico, por ejemplo para el secado de edificios o como ayuda de calefacción, o en un concentrador de energía solar. El colector de energía solar tiene al menos un absorbedor rodeado de una carcasa de una estructura tridimensional metálica reticulada. La estructura se compone, preferentemente, de espuma metálica de poros abiertos o de poros cerrados de aluminio o de una aleación de aluminio. El absorbedor está cubierto de una lámina transparente que es parte de la carcasa térmicamente aislada, estando el absorbedor y la lámina separados por un entrehierro. El absorbedor es atravesado por un medio portador de calor.
El objetivo de la invención es superar las desventajas del estado actual de la técnica descritas anteriormente. La invención tiene el objetivo de proponer un cuerpo de soporte de conducción y un procedimiento para su fabricación que se destaca mediante un rendimiento mejorado combinado con una técnica de producción sencilla, costes bajos, un diseño plano y una buena transferencia térmica con una temperación uniforme.
Este objetivo se consigue según la invención mediante un cuerpo de soporte de conducción con las características de la reivindicación 2 y un procedimiento para su fabricación con las características de la reivindicación independiente 10. Otras configuraciones de la Invención resultan de las características de las respectivas reivindicaciones relacionadas.
De acuerdo con el estado actual de la técnica, el cuerpo de soporte de conducción con dispositivos para el paso de un medio presenta un núcleo metálico espumado plano con dos caras planas y al menos una cara frontal, estando en las caras planas, en cada caso, dispuestas al menos una capa de cubrición de cara plana y en la al menos una cara frontal al menos una capa de cubrición de cara frontal y conectadas hermética a los... [Seguir leyendo]
Reivindicaciones:
1. Cuerpo de soporte de conducción (1) con dispositivos para la entrada de un medio, con un núcleo metálico espumado (2) plano que presenta dos caras planas y al menos una cara frontal (7), estando sobre las caras planas (6, 6) dispuesta, en cada caso, al menos una capa de cubrición de cara plana (3, 3') y sobre la al menos una cara frontal (7) al menos una capa de cubrición de cara frontal (4, 4, 4", 4") y conectado hermético a los fluidos en unión material con el núcleo metálico espumado (2), y en el cual las capas de cubrición de caras planas (3, 3) y la al menos una capa de cubrición de cara frontal (4, 4, 4", 4") encierran el núcleo metálico espumado (2) por todos lados, presentando el núcleo metálico espumado (2) células cerradas (5) y en al menos una cara plana (6, 6) hendiduras (9) estampadas formando canales de flujo (8) como dispositivos para el paso del medio, estando las hendiduras (9) cerradas hacia el exterior mediante la capa de cubrición de cara plana (3, 3) que sobrepasa la cara plana (6, 6) del núcleo metálico espumado (2), caracterizado porque el núcleo metálico espumado (2) presenta en el fondo (14) de las hendiduras (9) células (5) que respecto de las células (5) en las paredes laterales (15) de las hendiduras (9) presentan una estructura comprimida con una estabilidad mecánica aumentada.
2. Cuerpo de soporte de conducción según la reivindicación 1, caracterizado porque al menos una capa de cubrición de cara plana (3, 3) y/o la al menos una capa de cubrición de cara frontal (4, 4', 4", 4"') están conformadas, en comparación con el núcleo metálico espumado (2), como placa metálica delgada.
3. Cuerpo de soporte de conducción según las reivindicaciones 1 o 2, caracterizado porque las capas de cubrición de caras planas (3, 3) y la al menos una capa de cubrición de cara frontal (4, 4', 4", 4"') están pegadas, soldadas mediante soldadura homogénea o soldadura heterogénea con el núcleo metálico espumado (2) y/o entre sí.
4. Cuerpo de soporte de conducción según una de las reivindicaciones precedentes, caracterizado porque en una de las capas de cubrición de caras planas (3, 3) está fijada la parte trasera de al menos un módulo solar (18).
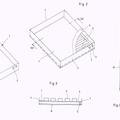
5. Cuerpo de soporte de conducción según una de las reivindicaciones precedentes, caracterizado porque sobre al menos una capa de cubrición de caras planas (3, 3) están dispuestas sobre el lado contrario al núcleo metálico espumado (2) una o más capas de cubrición (13) activas eléctrica y/o térmicamente.
6. Cuerpo de soporte de conducción según una de las reivindicaciones precedentes, caracterizado porque la al menos una capa de cubrición adicional (13) está conformada de materiales metálicos y/o no metálicos, preferentemente de un material cerámico, preferiblemente de nitruro de silicio.
7. Cuerpo de soporte de conducción según las reivindicaciones 5 o 6, caracterizado porque la al menos una capa de cubrición adicional (13) está fabricada de un material semiconductor.
8. Cuerpo de soporte de conducción según una de las reivindicaciones precedentes 5 a 7, caracterizado porque al menos una capa de cubrición adicional (13) presenta conductores (16), preferentemente conductores impresos (16).
9. Cuerpo de soporte de conducción según una de las reivindicaciones precedentes 5 a 8, caracterizado porque una capa de cubrición adicional (13) externa se compone de una lámina permeable a la radiación que, preferentemente, presenta propiedades adicionales de conducción de radiación.
10. Procedimiento para la fabricación de un cuerpo de soporte de conducción (1) con dispositivos para el paso de un medio, presentando el cuerpo de soporte de conducción (1) un núcleo metálico espumado (2) plano con dos caras planas (6, 6) y al menos una cara frontal (7), y en las caras planas (6, 6') dispuesta, en cada caso, al menos una capa de cubrición de cara plana (3, 3') y sobre la al menos una cara frontal (7) al menos una capa de cubrición de cara frontal (4, 4', 4", 4'") que está conectada hermético a los fluidos en unión material con el núcleo metálico espumado (2), y en el cual las capas de cubrición de caras planas (3, 3') y la al menos una capa de cubrición de cara frontal (4, 4', 4", 4'") encierran el núcleo metálico espumado (2) por todos lados, y en el cual se usa un núcleo metálico espumado (2) de células cerradas (5) y en el núcleo metálico espumado (2) en al menos una cara plana (6, 6') se encuentran insertadas hendiduras (9) formando canales de flujo (8) como dispositivos para el paso del medio, estampadas después del espumado del núcleo metálico espumado (2) y, a continuación, las hendiduras (9) son cerradas hacia el exterior herméticas a los fluidos mediante la al menos una capa de cubrición de cara plana (3, 3') asignada, caracterizado porque en el fondo (14) de las hendiduras (9) el núcleo metálico espumado (2) se forman células (5) que respecto de las células (5) en las paredes laterales (15) de las hendiduras (9) presentan una estructura comprimida con una estabilidad mecánica aumentada.
11. Procedimiento según la reivindicación 10, caracterizado porque el núcleo metálico espumado (2) es insertado en un alojamiento (17) con forma de U o de caja formado por una capa de cubrición de cara plana (3, 3) y la al menos una capa de cubrición de cara frontal (4, 4', 4", 4'") y el alojamiento (17) es cerrado mediante la otra capa de cubrición de cara plana (3, 3) o un otro alojamiento (17) con forma de U.
12. Procedimiento según la reivindicación 11, caracterizado porque la capa de cubrición de cara plana (3, 3) y la al menos una capa de cubrición de cara frontal (4, 4', 4", 4'") del alojamiento (17) son herméticamente pegadas,
soldadas mediante soldadura heterogénea o mediante soldadura homogénea entre sí y la otra capa de cubrición de cara plana (3, 3) con el núcleo metálico espumado (2) sobre la cara que presenta la hendidura (9) y con el alojamiento (17).
13. Procedimiento según la reivindicación 11, caracterizado porque el al menos un alojamiento (17) es conformado
en una pieza mediante al menos una capa de cubrición de cara frontal (4, 4', 4", 4"') moldeada a la capa de cubrición de cara plana (3, 3) y las capas de cubrición de caras frontales (4, 4', 4", 4"') del alojamiento (17) son pegadas, soldadas mediante soldadura heterogénea o mediante soldadura homogénea uno al otro en los bordes adyacentes y la otra capa de cubrición de cara plana (3, 3) con o sin capas de cubrición de caras frontales (4, 4', 4", 4"') con el 10 núcleo metálico espumado (2) sobre la cara que presenta la hendidura (9) y con el alojamiento (17).
Patentes similares o relacionadas:
Dispositivo de envasado controlado térmicamente y método de fabricación, del 8 de Abril de 2020, de SONOCO DEVELOPMENT, INC.: Un dispositivo de cambio de fase para controlar la temperatura dentro de un entorno, que comprende: un material de espuma tanto con […]
Canalización de efluente que comprende una instalación para extraer calor, del 8 de Enero de 2020, de LYONNAISE DES EAUX FRANCE: Canalización de efluente que comprende una instalación para extraer calor, particularmente de un colector de aguas residuales, comprendiendo la instalación sobre las […]
Método de producir un intercambiador de calor de micronúcleo para un enfriador evaporativo indirecto compacto, del 27 de Noviembre de 2019, de Seeley International Pty Ltd: Un método para formar un núcleo de un intercambiador de calor, que comprende las siguientes etapas en cualquier orden: - proporcionando un […]
Mecanismo para mitigar condiciones de flujo de calor elevado en un evaporador o condensador de termosifón, del 13 de Noviembre de 2019, de Phononic Devices, Inc: Tubuladura para un sistema de termosifón , que comprende: una región de condensador , una región de evaporador y una región entre […]
 Aparato de refrigeración y/o congelación, del 25 de Septiembre de 2019, de LIEBHERR-HAUSGERATE OCHSENHAUSEN GMBH: Aparato de refrigeración y/o congelación con al menos un circuito de agente refrigerante, que presenta al menos un condensador , así como un acumulador de […]
Aparato de refrigeración y/o congelación, del 25 de Septiembre de 2019, de LIEBHERR-HAUSGERATE OCHSENHAUSEN GMBH: Aparato de refrigeración y/o congelación con al menos un circuito de agente refrigerante, que presenta al menos un condensador , así como un acumulador de […]
 Disposición de radiador, del 26 de Junio de 2019, de Zehnder Group International AG: Disposición del radiador para la transferencia de calor por combinación de radiación y convección, que comprende
- una carcasa que presenta una pared frontal para […]
Disposición de radiador, del 26 de Junio de 2019, de Zehnder Group International AG: Disposición del radiador para la transferencia de calor por combinación de radiación y convección, que comprende
- una carcasa que presenta una pared frontal para […]
Material, uso del mismo y método para fabricar dicho material, del 19 de Junio de 2019, de Signa Labs S.r.L: Material poroso, caracterizado porque tiene: una porosidad que oscila entre el 50% y el 80%, en particular entre el 60% y el 70%; poros interconectados; […]
Un dispositivo de transferencia de calor de tipo dos-fases para fuentes de calor operando en una amplia gama de temperaturas, del 10 de Junio de 2019, de Airbus Defence and Space SA: Un dispositivo de transferencia de calor de tipo dos-fases que comprende un evaporador que toma calor de una fuente de calor , un condensador […]