Aparato para aligerar paneles o placas delgadas mediante retirada de material.
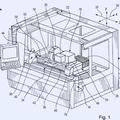
Aparato (11) para el aligeramiento de piezas de trabajo (19) delgadas,
flexibles y conformadas, tales como paneles, placas o láminas de metal, mediante la mecanización de retirada de material de sus superficies, que comprende una unidad de mecanizado portátil móvil provista de al menos una herramienta (18), una mesa de trabajo fija o móvil respecto a la unidad de mecanizado para recibir y soportar una pieza de trabajo (19) preconformada a mecanizar, y unos medios de contraempuje diseñados para apoyarse contra una parte de la superficie de la pieza de trabajo (19) en oposición a una de dichas herramientas de trabajo (18), en el que la mesa de trabajo (13) comprende medios de soporte (23), diseñados para constituir un lecho o un plano de configuración variable para un soporte transitorio de la pieza de trabajo (19) a mecanizar, caracterizado porque comprende medios de sujeción (28) diseñados para soportar la pieza de trabajo durante su mecanizado independientemente de dichos medios de soporte (23), y porque los medios de contraempuje consisten en un tablero (14) que lleva una pluralidad de elementos de soporte (33) orientados hacia la pieza de trabajo (19) a mecanizar, en el que dicho tablero (14) es móvil de acuerdo con varios ejes y dichos elementos de soporte (33) pueden operar individualmente o en grupos entre una posición proximal respecto al tablero (14) y una posición distal respecto al tablero (14) para definir un plano de soporte sustancialmente complementario a la forma de la superficie de la pieza de trabajo (19) contra la cual se deben apoyar los medios de contraempuje.
Tipo: Patente Internacional (Tratado de Cooperación de Patentes). Resumen de patente/invención. Número de Solicitud: PCT/IB2011/054922.
Solicitante: C.M.S. S.P.A..
Nacionalidad solicitante: Italia.
Dirección: Via A. Locatelli, 49 24019 Zogno (Bergamo) ITALIA.
Inventor/es: PESENTI,GINO, ACETI,PIETRO.
Fecha de Publicación: .
Clasificación Internacional de Patentes:
- B23Q1/03 TECNICAS INDUSTRIALES DIVERSAS; TRANSPORTES. › B23 MAQUINAS-HERRAMIENTAS; TRABAJO DE METALES NO PREVISTO EN OTRO LUGAR. › B23Q PARTES CONSTITUTIVAS, DISPOSITIVOS O ACCESORIOS DE MAQUINAS HERRAMIENTAS, p. ej. DISPOSITIVOS PARA COPIAR O CONTROLAR (herramientas del tipo utilizado en tornos o máquinas de agujerear B23B 27/00 ); MAQUINAS HERRAMIENTAS DE UTILIZACION GENERAL, CARACTERIZADAS POR LA ESTRUCTURA DE CIERTAS PARTES CONSTITUTIVAS O DISPOSITIVOS; COMBINACIONES O ASOCIACIONES DE MAQUINAS PARA TRABAJAR EL METAL NO DESTINADAS A UN TRABAJO EN PARTICULAR. › B23Q 1/00 Elementos componentes de la estructura general de un tipo de máquina, y más especialmente los elementos fijos más grandes (B23Q 37/00 tiene prioridad). › Soportes fijos de herramientas o piezas (B23Q 1/70 tiene prioridad; mesas auxiliares B23Q 1/74; contrapuntos B23B 23/00).
- B23Q1/76 B23Q 1/00 […] › Lunetas; Apoyos.
- B64F5/00 B […] › B64 AERONAVES; AVIACION; ASTRONAUTICA. › B64F INSTALACIONES EN TIERRA O INSTALACIONES EN CUBIERTA DE PORTAAVIONES ESPECIALMENTE ADAPTADAS PARA SU USO EN CONEXIÓN CON AERONAVES; DISEÑO, FABRICACIÓN, ENSAMBLAJE, LIMPIEZA, MANTENIMIENTO O REPARACIÓN DE AERONAVES, NO PREVISTOS EN OTRO LUGAR; MANIPULACIÓN, TRANSPORTE, ENSAYO O INSPECCIÓN DE COMPONENTES DE AERONAVES, NO PREVISTOS EN OTRO LUGAR. › Diseño, fabricación, ensamblado, limpieza, mantenimiento o reparación de aeronaves, no previstos en otro lugar; Manipulación, transporte, ensayo o inspección de componentes de aeronaves, no previstos en otro lugar.
PDF original: ES-2525838_T3.pdf
Fragmento de la descripción:
Aparato para aligerar paneles o placas delgadas mediante retirada de material
La presente invención se refiere a un aparato para el mecanizado de retirada de material de artículos finos, flexibles y conformados, tales como paneles, placas o láminas de metal fabricadas de aleaciones ligeras de aluminio, titanio, o compuestos metálicos o basados en resinas orgánicas. 5
Estado de la técnica
En algunos campos de la industria, por ejemplo en el campo aeronáutico del revestimiento del fuselaje, se requiere y se utilizan paneles metálicos que tienen espesores finos, en el orden de unos pocos milímetros, y también de diversas formas y curvas, en los que, después de su formación previa, se deben hacer operaciones destinadas a la obtención de bolsillos o pozos, avellanados o simplemente una reducción en el espesor para un aligeramiento, en 10 donde se puede hacer, sin afectar a la resistencia de los mismos.
De acuerdo con la técnica conocida, tales operaciones pueden realizarse mediante un proceso de ataque químico, que también se define como fresado químico. Este proceso se realiza con un enmascaramiento preventivo, mediante una película protectora llamada "enmascarante", de las superficies del panel, y despejándose sólo el área a tratar, para dejarla al descubierto. Después, el panel se sumerge o se pulveriza con una solución capaz de 15 convertir el metal en una sal metálica, que se elimina posteriormente mediante una renovación continua de la solución de reacción. Sin embargo, este proceso implica diversas operaciones y desventajas. De hecho, el panel debe ser sometido a una limpieza preliminar. A continuación, debe cubrirse con una película protectora con el cuidado de cortar y retirar partes de película donde tiene que realizarse el fresado químico. Después del tratamiento químico, los paneles se lavarán por lo menos para la retirada de la película de enmascarar restante. Las áreas con 20 diferentes profundidades no pueden realizarse solamente con una operación; las soluciones de reacción utilizadas podrían convertirse en fuentes de residuos a tratar y los fluidos de lavado también tienen que ser tratados.
Con el objetivo de superar los inconvenientes del proceso de fresado químico, también se ha propuesto el mecanizado de paneles delgados y flexibles del tipo antes mencionado mediante la retirada localizada de material mediante herramientas de fresado, de perforación o similares. Cada panel se apoya entonces sobre un respectivo 25 soporte fijo o móvil, de manera que la parte de su lado a mecanizar se podría acceder con una herramienta llevada por al menos un cabezal operativo de una máquina herramienta que puede tener diseños diferentes. Pero en este caso el empuje de la herramienta tendería a deformar indebidamente el panel delgado y flexible y no sería capaz de controlar directamente la profundidad de pasada en el área de trabajo de vez en cuando. Por lo tanto, surge el problema de contrarrestar el empuje de la herramienta en la pieza de trabajo, problema que trata de ser resuelto 30 mediante el uso de un elemento de intercalación que se apoya en el lado opuesto del panel en el área de trabajo, que está frente a la herramienta que opera en el otro lado.
Los documentos US 5.121.907, WO 2005/046931 y EP 1564135B1, por ejemplo, son indicativos de la técnica anterior respecto a este documento. En particular, el primero de estos documentos describe solamente una mesa giratoria para la recolocación de una placa plana en una placa curvada/conformada y que la soporta durante el 35 mecanizado, pero sin divulgar ni sugerir cómo se realizan las operaciones. Otros documentos se refieren a procedimientos de procesamiento de materiales laminares que incluyen principalmente la utilización de un elemento de soporte individual sustancialmente esférico o semiesférico con un cabezal de contraempuje. Esto, sin embargo, define una superficie de soporte de la pieza de trabajo esencialmente en forma de punta y, sin embargo, más o menos equivalente en tamaño a la superficie de empuje de la herramienta y que, cuando la pieza de trabajo se 40 curva, se apoya sólo tangencialmente sobre la zona a sostener. Por lo tanto, el elemento de soporte, al estar constantemente delante de la herramienta y para que su acción de soporte sea eficaz, debe seguir continuamente los movimientos de la herramienta, tanto es así que la herramienta y el elemento de soporte deben controlarse y desplazarse en sincronismo y sus ejes debe coincidir entre sí. En otras palabras, el elemento de soporte está limitado de manera funcional y cinemática a la herramienta, ya que tiene que seguir cada movimiento de esta última 45 y la distancia entre la herramienta y el elemento de soporte tiene que medirse continuamente durante el trabajo.
El documento EP-0 507 033 divulga un aparato según el preámbulo de la reivindicación 1.
Objeto de la invención
La presente invención tiene como objetivo resolver el problema ya mencionado y eliminar los inconvenientes antes mencionados y hacer más flexible y eficaz la mecanización de retirada de material de los paneles o placas delgadas, 50 flexibles y conformadas (denominadas en lo sucesivo simplemente como pieza de trabajo o piezas de trabajo) para su uso, por ejemplo, en la fabricación de aeronaves comerciales.
Otro objeto de la presente invención es maximizar la calidad de la fabricación que se puede obtener a través de un modelado matemático de las piezas de trabajo.
Por lo tanto, en su primer aspecto, la presente invención se refiere a un aparato como se define en la reivindicación 55 1.
Preferiblemente, cada elemento de soporte está asociado con un actuador neumático correspondiente que controla el movimiento respecto al tablero.
El aparato propuesto en el presente documento proporciona mejoras y tiene ventajas significativas respecto a la técnica conocida. De hecho, permite, en general, optimizar el espacio de trabajo, limitándolo a no mucho más que las dimensiones máximas de la pieza de trabajo a mecanizar, para disminuir el área a mantener limpia de virutas, 5 además, ayudando a la evacuación de las mismas y a la reducción de los tiempos de los ciclos de trabajo.
Preferiblemente, la mesa de trabajo es estacionaria e incluye dos resaltes paralelos a una distancia variable y, en relación con dichos resaltes, unos medios de soporte diseñados para constituir un plano de configuración variable para un soporte transitorio de la pieza de trabajo a mecanizar, y unos medios de sujeción diseñados para sujetar al menos los lados de la pieza de trabajo y sujetarla durante su mecanizado independientemente de dichos medios de 10 soporte.
Alternativamente, la mesa de trabajo puede desplazarse al menos en el plano de soporte de la pieza de trabajo a mecanizar, o en paralelo a un plano de manipulación de la unidad de mecanizado. También con esta configuración, la mesa de trabajo tiene medios de soporte y medios de sujeción independientes de la pieza de trabajo a mecanizar.
En general, entonces, la mesa de trabajo, debido a su configuración, permite una única colocación de la pieza de 15 trabajo durante todo el ciclo de trabajo y, por lo tanto, menos necesidad de manipulación de la pieza de trabajo, ausencia de liberación y recuperación posterior de la pieza de trabajo durante el ciclo de trabajo, menor riesgo de errores de trabajo y también la posibilidad de realizar procesos complementarios, tales como la perforación u otra etapa de aligeramiento. Además, y ventajosamente, la mesa de trabajo es ajustable para su adaptación a piezas de trabajo de diferentes tamaños y formas y así la pieza de trabajo está siempre y firmemente en la misma posición 20 horizontal para todas las operaciones de trabajo.
En cuanto al tablero de soporte y de contraempuje, tiene las siguientes ventajas:
- es capaz de adaptarse a cada diseño de la superficie de la pieza de trabajo a mecanizar, también antes de interactuar con la propia pieza de trabajo, de acuerdo con un programa de control que tiene en cuenta la forma de una superficie como tal, 25
- proporciona una superficie de descanso grande para un mejor soporte de la pieza de trabajo y contrarresta el empuje de la pieza de trabajo,
- se libera funcionalmente de la herramienta, de manera que se puede mantener estacionaria mientras la herramienta realiza la operación en curso, y también
- permite las operaciones de trabajo con la herramienta en varias porciones de la pieza de trabajo en la zona 30 que se apoya en el mismo tablero de contraempuje,
- puede ajustar y administrar de vez en cuando la profundidad de pasada, así como los movimientos de la herramienta en función de la operación que se realiza.
El... [Seguir leyendo]
Reivindicaciones:
1. Aparato (11) para el aligeramiento de piezas de trabajo (19) delgadas, flexibles y conformadas, tales como paneles, placas o láminas de metal, mediante la mecanización de retirada de material de sus superficies, que comprende una unidad de mecanizado portátil móvil provista de al menos una herramienta (18) , una mesa de trabajo fija o móvil respecto a la unidad de mecanizado para recibir y soportar una pieza de trabajo (19) 5 preconformada a mecanizar, y unos medios de contraempuje diseñados para apoyarse contra una parte de la superficie de la pieza de trabajo (19) en oposición a una de dichas herramientas de trabajo (18) , en el que la mesa de trabajo (13) comprende medios de soporte (23) , diseñados para constituir un lecho o un plano de configuración variable para un soporte transitorio de la pieza de trabajo (19) a mecanizar, caracterizado porque comprende medios de sujeción (28) diseñados para soportar la pieza de trabajo durante su mecanizado independientemente de 10 dichos medios de soporte (23) , y porque los medios de contraempuje consisten en un tablero (14) que lleva una pluralidad de elementos de soporte (33) orientados hacia la pieza de trabajo (19) a mecanizar, en el que dicho tablero (14) es móvil de acuerdo con varios ejes y dichos elementos de soporte (33) pueden operar individualmente o en grupos entre una posición proximal respecto al tablero (14) y una posición distal respecto al tablero (14) para definir un plano de soporte sustancialmente complementario a la forma de la superficie de la pieza de trabajo (19) 15 contra la cual se deben apoyar los medios de contraempuje.
2. Aparato según la reivindicación 1, en el que la mesa de trabajo (13) comprende además dos resaltes laterales paralelos (20) capaces de colocarse a una distancia variable y que cooperan con dichos medios de soporte (23) , y dichos medios de sujeción (28) están diseñados para sujetar al menos los lados longitudinales de la pieza de trabajo y para soportarla durante su mecanizado independientemente de dichos medios de soporte (23) . 20
3. Aparato según la reivindicación 1 o la reivindicación 2, en el que la mesa de trabajo (13) está fijada respecto a la unidad de mecanizado (12) y el tablero de contraempuje (14) es móvil respecto a la mesa de trabajo (13) .
4. Aparato según la reivindicación 2 o la reivindicación 3, en el que dichos medios de soporte (23) se encuentran a bordo de lechos (22) montados entre los resaltes laterales (20) de la mesa de trabajo (13) , en el que dichos medios de sujeción (28) están asociados con dichos resaltes laterales (20) orientados hacia el eje longitudinal de la mesa de 25 trabajo, siendo cada medio de soporte sustancialmente vertical y con una altura ajustable y estando dichos lechos guiados y siendo capaces de desplazarse en paralelo respecto a sí mismos de acuerdo a la dirección de los resaltes laterales (20) , para acercarse y separarse mutuamente dependiendo de la pieza de trabajo a mecanizar.
5. Aparato según la reivindicación 4, en el que cada medio de soporte comprende un accionador (24) con un servomotor de control (25) de un vástago (26) que puede extenderse en altura y que lleva un cabezal con una 30 ventosa (27) ajustable en todas direcciones y conectada al menos a una fuente de vacío.
6. Aparato según la reivindicación 5, en el que dichos medios de soporte (23) están fijados al lecho (22) respectivo.
7. Aparato según la reivindicación 5, en el que dichos medios de soporte (23) están controlados y son móviles selectivamente a lo largo del lecho (22) en una dirección transversal respecto a la mesa de trabajo (13) .
8. Aparato según una cualquiera de las reivindicaciones anteriores, en el que cada medio de agarre (28) comprende 35 una abrazadera (29) montada en el extremo de una varilla (30) llevada por un soporte (31) asociado con un respectivo resalte lateral (20) de la mesa de trabajo (13) .
9. Aparato según la reivindicación 8, en el que los soportes (31) de los medios de sujeción (28) están fijados a los resaltes laterales (20) y las varillas (30) que llevan las abrazaderas (29) se pueden colocar en la dirección transversal a la mesa de trabajo (13) . 40
10. Aparato según la reivindicación 8, en el que los soportes (31) de los medios de sujeción (28) son móviles a lo largo de los resaltes laterales (20) y las varillas (30) que llevan las abrazaderas (29) podrían colocarse en la dirección transversal a la mesa de trabajo.
11. Aparato según una cualquiera de las reivindicaciones 8 a 10, en el que cada abrazadera (29) está articulada y puede orientarse en cualquier dirección respecto a la respectiva varilla (30) . 45
12. Aparato según una cualquiera de las reivindicaciones anteriores, en el que el tablero de contraempuje (14) tiene unas dimensiones limitadas, en comparación con toda la superficie de la pieza de trabajo (19) , pero intercepta un área mayor que el área interceptada de manera instantánea mediante la herramienta de trabajo.
13. Aparato según una cualquiera de las reivindicaciones anteriores 1 a 12, en el que el tablero de contraempuje (14) se lleva a la posición de reposo contra la pieza de trabajo mientras la herramienta está inoperativa, y se 50 mantiene estacionaria en dicha posición de reposo cuando la herramienta está trabajando.
14. Aparato según una cualquiera de las reivindicaciones anteriores 1 a 13, en el que la junta de contraempuje (14) es móvil respecto a la mesa de trabajo (13) de acuerdo con tres ejes lineales ortogonales y es susceptible de oscilaciones/inclinaciones al menos en dos direcciones ortogonales entre sí.
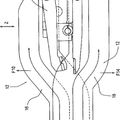
15. Aparato según una cualquiera de las reivindicaciones anteriores 1 a 14, en el que el tablero de contraempuje (14) comprende un cuerpo plano (32) que lleva una pluralidad ordenada de elementos de soporte (33) , en el que dichos elementos de soporte comprenden un actuador (35) correspondiente y que puede ser activado y desplazado respecto a dicho plano, de manera independiente entre sí, entre la posiciones proximal y distal mediante dicho accionador (35) . 5
16. Aparato según la reivindicación 15, en el que cada elemento de soporte (33) está provisto de un cabezal (34) diseñado para apoyarse contra la pieza de trabajo (19) , pudiéndose orientar dicho cabezal.
17. Aparato según la reivindicación 15 o la reivindicación 16, en el que los elementos de soporte (33) en el tablero de contraempuje (14) están controlados para adaptarse automáticamente a la superficie de la pieza de trabajo (19) desplazándose topando contra la propia superficie, siendo dichos elementos de soporte simultáneamente móviles 10 entre las posiciones proximal y distal y deteniéndose individualmente, cada uno en su posición distal, tan pronto como se apoyan contra la superficie de la pieza de trabajo (19) .
18. Aparato según una cualquiera de las reivindicaciones anteriores 16 a 17, en el que los elementos de soporte (33) están controlados para ajustarse automáticamente a la superficie de la pieza de trabajo, colocándose dichos elementos en una misma posición distal y moviéndose de nuevo en una diferente extensión respecto a dicha 15 posición distal tan pronto como se apoyan con su cabezal de apoyo (34) contra la superficie (19) de la pieza de trabajo, dependiendo de la forma de esta última.
19. Aparato según una cualquiera de las reivindicaciones anteriores 16 a 18, en el que cada elemento de soporte (33) es móvil entre las posiciones proximal y distal en diferente extensión dependiendo de la forma de la superficie de la pieza de trabajo (19) sobre la que debe apoyarse el cabezal de reposo (34) , incluyendo dicho accionador (35) 20 un freno u otro aparato de bloqueo para estabilizar la posición alcanzada.
20. Aparato según una cualquiera de las reivindicaciones anteriores, en el que los medios de contraempuje comprenden, para cada elemento de soporte (33) , un sensor (332) para detectar el desplazamiento realizado por el respectivo elemento de soporte (33) para desplazarse topando contra la superficie de la pieza de trabajo (19) .
21. Aparato según la reivindicación 20, en el que cada sensor (332) es un codificador que genera una señal 25 indicativa de la posición adoptada por el respectivo elemento de soporte (33) .
22. Aparato según la reivindicación 21, que comprende un controlador programado para adquirir las señales generadas por cada codificador (332) y procesar las mismas señales para definir un modelo matemático de la superficie de la pieza de trabajo (19) .
23. Aparato según la reivindicación 22, en el que dicho controlador está programado para ejecutar programas de 30 fresado sobre la base de dicho modelo matemático.
24. Procedimiento para el mapeado de al menos una porción de la superficie de piezas de trabajo delgadas, flexibles y conformadas, tales como paneles, placas o láminas de metal, comprendiendo el procedimiento las etapas de
a) situar un aparato de acuerdo con la reivindicación 1 y situar una pieza de trabajo (19) a mecanizar sobre la mesa de trabajo (13) de dicho aparato (11) ; y 35
b) colocar dicho tablero (14) en una porción correspondiente de la pieza de trabajo (19) a mapear;
c) mover uno o más de dichos elementos de soporte (33) respecto al tablero (14) y desplazarlos topando contra la superficie de la pieza de trabajo (14) ;
d) detectar el desplazamiento realizado por cada uno de dichos elementos de soporte (33) para desplazarse topando contra la superficie de la pieza de trabajo (19) ; 40
e) en base a la detección de la etapa d) , calcular las coordenadas de cada punto de la superficie de la pieza de trabajo (19) contra la cual se desplazó topando un elemento de soporte (33) ; y
f) repetir las etapas b) a e) para el mapeado de una o más porciones de la superficie de la pieza de trabajo (19) , o toda su superficie.
25. Procedimiento según la reivindicación 24, que comprende además la etapa de: 45
g) en base a dicha etapa e) y/o a dicha etapa f) definir un modelo tridimensional matemático de la superficie de la pieza de trabajo (19) .
26. Procedimiento según la reivindicación 25, que comprende la etapa de:
h) activar el aparato (11) para realizar el mecanizado de la pieza de trabajo (19) en base a dicho modelo tridimensional matemático 50
Patentes similares o relacionadas:
Dispositivo y procedimiento para la sujeción de una pieza de trabajo montada de manera giratoria, del 10 de Junio de 2020, de SCHWABISCHE WERKZEUGMASCHINEN GMBH: Dispositivo de sujeción para la sujeción de una pieza de trabajo que puede girar alrededor de un eje de giro y presenta una base (2a) y una cabeza […]
Dispositivo de detención de vibración, del 11 de Marzo de 2020, de MATSUURA MACHINERY CORPORATION: Un sistema que incluye: una pieza columnar que está dividida, a lo largo de una dirección circunferencial, en una zona de procesamiento formada en un estado […]
Dispositivo de centrado giratorio para la transferencia guiada de barras de un alimentador a un torno, del 27 de Febrero de 2019, de Bucci Automations S.p.A: Dispositivo de centrado giratorio para su uso durante la transferencia de una barra desde el canal de guiado de un alimentador hasta un torno, comprendiendo el dispositivo […]
Dispositivo de soporte para soportar un tubo en una máquina de procesamiento de tubos, en particular una máquina de corte de tubos por láser, y máquina de procesamiento de tubos que comprende tal dispositivo de soporte, del 23 de Enero de 2019, de Adige S.p.A: Dispositivo de soporte para soportar un tubo (T) en una máquina de procesamiento de tubos , particularmente una máquina de corte de tubos por láser, comprendiendo […]
Rectificadora con una luneta para el apoyo de zonas de pieza de trabajo céntricas durante la mecanización de zonas de pieza de trabajo céntricas y/o excéntricas, en particular de áreas de cojinete en cigüeñales, del 23 de Mayo de 2018, de ERWIN JUNKER MASCHINENFABRIK GMBH: Rectificadora para rectificar zonas de pieza de trabajo céntricas y/o excéntricas en piezas de trabajo , en particular áreas de cojinete en particular […]
DISPOSITIVO DE MECANIZADO DE SUPERFICIES LAMINARES CURVAS, del 17 de Agosto de 2017, de TORRES MARTINEZ,MANUEL: Dispositivo de mecanizado de superficies laminares curvas que comprende: - una primera parte que tiene una herramienta para mecanizar la cara cóncava […]
 Máquina herramienta, en particular máquina rectificadora y soporte de piezas de trabajo para una máquina herramienta, del 6 de Enero de 2016, de FRITZ STUDER AG: Instalación de alojamiento de piezas de trabajo para una máquina herramienta , en particular una máquina rectificadora para la mecanización por arranque de virutas […]
Máquina herramienta, en particular máquina rectificadora y soporte de piezas de trabajo para una máquina herramienta, del 6 de Enero de 2016, de FRITZ STUDER AG: Instalación de alojamiento de piezas de trabajo para una máquina herramienta , en particular una máquina rectificadora para la mecanización por arranque de virutas […]
 CENTRO DE MAQUINADO PARA MAQUINAR PIEZAS DE TRABAJO DE MADERA O DE UN MATERIAL SIMILAR, del 19 de Febrero de 2010, de SCM GROUP S.P.A.: Centro de maquinado para maquinar piezas de trabajo de madera o de un material similar, el centro de maquinado siendo del tipo que comprende al menos: […]
CENTRO DE MAQUINADO PARA MAQUINAR PIEZAS DE TRABAJO DE MADERA O DE UN MATERIAL SIMILAR, del 19 de Febrero de 2010, de SCM GROUP S.P.A.: Centro de maquinado para maquinar piezas de trabajo de madera o de un material similar, el centro de maquinado siendo del tipo que comprende al menos: […]