MÉTODO PARA LA PRODUCCIÓN DE VIRUTAS PLANAS DE MADERA.
Método para la producción de virutas planas para materiales de madera con orientación de estructura,
con las siguientes etapas del método: 1.1 se genera un producto de partida a partir de material que contiene lignocelulosa; 1.2 el producto de partida tiene una longitud entre 20 y 200 mm; 1.3 el producto de partida se somete a un tratamiento hidrotérmico, que comprende un tratamiento térmico así como un tratamiento con humedad; 1.4 el tiempo de aplicación asciende al menos a tres minutos y la temperatura de aplicación asciende al menos a 40ºC; 1.5 el producto de partida se somete a un arranque de virutas o división
Tipo: Patente Internacional (Tratado de Cooperación de Patentes). Resumen de patente/invención. Número de Solicitud: PCT/EP2008/000563.
Solicitante: LOTH, ROBERT.
Nacionalidad solicitante: Alemania.
Dirección: ALEMANIA.
Inventor/es: LOTH, ROBERT.
Fecha de Publicación: .
Fecha Solicitud PCT: 25 de Enero de 2008.
Clasificación Internacional de Patentes:
- B27L11/00C
- B27L11/02 TECNICAS INDUSTRIALES DIVERSAS; TRANSPORTES. › B27 TRABAJO O CONSERVACION DE LA MADERA O DE MATERIALES SIMILARES; MAQUINAS PARA CLAVAR, GRAPAR O COSER EN GENERAL. › B27L DESCORTEZADO O QUITADO DE VESTIGIOS DE RAMAS (silvicultura A01G ); RAJADO DE LA MADERA; FABRICACION DE HOJAS DE MADERA PARA CHAPADO, VARILLAS, BASTONCILLOS, VIRUTAS, FIBRAS O POLVO DE MADERA. › B27L 11/00 Fabricación de virutas, partículas, polvo, o productos similares, a partir de madera (desintegración en general B02C; hojas de sierra para desbastar o herramientas de serrar combinadas con medios para desmenuzar los recortes B27B 33/20; obtención de fibras para la hilatura D01B 1/00; por procedimientos húmedos D21B 1/12 ); Herramientas a este efecto. › de virutas de madera o partículas similares.
Clasificación PCT:
- B27L11/02 B27L 11/00 […] › de virutas de madera o partículas similares.
Países PCT: Austria, Bélgica, Suiza, Alemania, Dinamarca, España, Francia, Reino Unido, Grecia, Italia, Liechtensein, Luxemburgo, Países Bajos, Suecia, Mónaco, Portugal, Irlanda, Eslovenia, Finlandia, Rumania, Chipre, Lituania, Letonia.
Fragmento de la descripción:
La invención se refiere a un método para la producción de virutas planas de madera, también denominadas “virutas OS” (“Oriented Strand”).
En el caso de materiales de madera con orientación de estructura se trata de placas especiales que contienen lignocelulosa o piezas de moldeo con propiedades mecánicas e hígricas ajustadas. A estos materiales de madera pertenecen LSL, PSL y sobre todo OSB. El OSB es el material en madera con orientación de estructura con la mayor importancia económica. Debido a la forma y tamaño de las fibras, los materiales de madera correspondientes disponen de elevadas propiedades mecánicas. Por tanto, se pueden utilizar particularmente como elementos de construcción en ingeniería civil.
A partir del documento US 2 874 909 A se conoce un método para la generación de virutas para la producción de placas con las siguientes etapas del método: a partir de madera fresca o madera reciclada se genera un producto de partida, el producto de partida tiene esencialmente forma de barra, el producto de partida se suministra a un arrancador de virutas, que comprende una pluralidad de cuchillas, que se disponen sobre un anillo de cuchillas, cuyos filos tienen un recorrido al menos aproximadamente paralelo con respecto al eje del anillo y que rodean un espacio de trabajo; el producto de partida se hace girar alrededor del eje del anillo de cuchillas, al mismo tiempo se orienta de tal forma que se sitúa esencialmente de manera paralela con respecto al eje del anillo y por fuerza centrífuga se presiona contra los filos de las cuchillas; el producto de partida tiene una longitud de varios centímetros.
El documento DE 11 71 143 B muestra y describe la influencia de calor, humedad y presión durante la producción de virutas para la mejora de su calidad.
Un método exitoso para la producción de virutas OS se describe en el documento EP 1 335 818 B1. En ese documento se define más exactamente el
diseño del producto de partida.
Sin embargo, el método es mejorable. Esto se refiere sobre todo a la calidad de la viruta plana individual. Ésta, si es posible, tiene que presentar todavía mayor calidad con respecto a su diseño y su superficie. Además, durante el arranque de virutas se debe producir un máximo de virutas planas de alta calidad, sin embargo, sólo un mínimo de fracción de material fino. Finalmente se debe minimizar la necesidad energética.
La invención se basa en el objetivo de indicar un método, con el que se pueda producir un material de fibras de piezas de madera en trozos (productos de partida tales como maxi-astillas y astillas planas), que contenga altas fracciones de fibras extremadamente planas y pequeñas fracciones de producto fino. Además, la necesidad de energía de arranque de virutas debe ser mínima.
Este objetivo se resuelve mediante las características de la reivindicación 1.
Los conceptos esenciales de la invención se refieren a la forma del producto de partida así como la proporción de una etapa de tratamiento adicional: el producto de partida, de hecho, se somete a un tratamiento intermedio con influencia de calor y humedad antes de que se siga tratando mecánicamente.
El tratamiento que se ha mencionado con humedad y calor se aplica después del desmenuzado en el producto de partida (maxi-astillas). Se puede combinar con la aplicación de presión superior a la atmosférica.
Para el tratamiento con calor se puede usar cualquier tipo de fuente de calor, a modo de ejemplo, dispositivos de microondas o infrarrojos. También se considera un tratamiento con agua caliente o un tratamiento con vapor.
Todo el método se puede realizar de forma discontinua o continua. En el trabajo continuo se puede concebir la aplicación de tornillos sin fin de transporte. Los tornillos sin fin se pueden equipar con una mezcla de madera troceada-agua. La presión se puede generar si una válvula de bloqueo al final del tornillo sin fin de transporte deja libre una hendidura de salida limitada y, por tanto, produce una presión en el tornillo sin fin de transporte. En el tornillo sin fin de transporte puede tener lugar también un tratamiento con vapor. También se puede usar la aplicación de presión negativa o sobrepresión.
Los resultados son sorprendentes. El proceso de acuerdo con la invención, de hecho, tiene las siguientes ventajas:
- el proceso de arranque de virutas suministra una alta fracción de virutas planas y una fracción mínima de material fino no deseado; - la calidad de las virutas planas es mejor que las generadas hasta ahora: las virutas son de superficie intachable, adecuadas para la generación de placas de OS; las virutas además tienen mayor resistencia que hasta ahora; - las fibras muestran por lo demás debido al tratamiento hidrotérmico y el arranque de virutas cuidadoso menos grietas, el riesgo de un despedazado posterior por procesos posteriores durante la producción de OSB de este modo es menor; - el gasto energético específico en kWh, con respecto a la unidad cuantitativa de virutas de OS generadas es considerablemente menor que en métodos conocidos; - como material de partida se considera cualquier material que contenga lignocelulosa, por tanto, madera, madera de desecho, madera triturada, madera reciclada, sin embargo, también materiales exóticos tales como bambú, palmera. La invención se explica con más detalle mediante el dibujo. En el mismo serepresenta con detalle lo siguiente:
La Figura 1 muestra en un diagrama de bloques el desarrollo de un método para la producción de placas de OS.
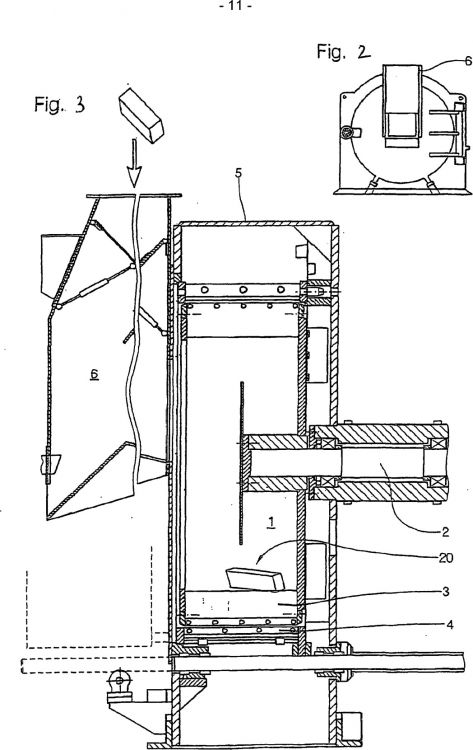
La Figura 2 muestra un arrancador de virutas en una vista desde delante, es decir, en una vista sobre el lado sobre el que se sitúa la tapa de la cubierta con el inserto para el producto de partida.
La Figura 3 muestra en una escala ampliada un corte axial del arrancador de virutas de acuerdo con la Figura 2.
La Figura 4 muestra en una representación ampliada un recorte de la Figura 3, de hecho, un paquete de cuchillas.
El diagrama de bloques de acuerdo con la Figura 1 muestra las siguientes estaciones del método para la producción de placas de OS:
El producto a procesar se aloja en primer lugar en la estación 100. A este respecto se trata en el caso de este ejemplo de palés de madera usados. Evidentemente se consideran todos los demás materiales posibles que contienen lignocelulosa, como se ha mencionado anteriormente.
En la estación 101 tiene lugar un despedazado previo, a modo de ejemplo, en una trituradora.
En la estación 102 tiene lugar un desmenuzado. En este punto se genera el producto de partida. Tiene al menos aproximadamente forma de barra.
En la estación 103 tiene lugar un tratamiento con humedad y calor. El tratamiento puede consistir en una inmersión en agua caliente. El agua tiene una temperatura superior a 50ºC, a modo de ejemplo, 60, 70, 80, 90, 100ºC. El tiempo de permanencia se sitúa entre 3 y 30 minutos. También se consideran intervalos de tiempo más prolongados, a modo de ejemplo, una hora, dos horas, etc.
En lugar de la inmersión en agua caliente también se considera un escaldado con vapor caliente.
El tratamiento húmedo-caliente también puede tener lugar bajo presión superior a la atmosférica o inferior a la atmosférica, por tanto, en un recipiente cerrado. A este respecto, el producto de partida -por tanto, la madera troceada-se impregnan completamente. Tiene lugar un cierto plastificado, en un caso dado por una disolución de la lignina.
En la estación 104 se pre-criba el producto de partida.
En la estación 105 tiene lugar el arranque de virutas. El resultado son virutas
OS con un grosor de viruta de 0,2 a 0,8 mm, mejor de 0,2 a 0,6 mm.
Al arranque de virutas sigue un cribado posterior en la estación 106.
A esto sigue un procesamiento posterior hasta placas de OS en la estación
107.
Como se observa con detalle en las Figuras 2 y 3, el arrancador de virutas comprende un rotor 1, que está accionado por un árbol 2. El rotor 1 contiene una corona de alas paralelas al eje 3. Un cesto de cuchillas con cuchillas 4 también dispuestas paralelos al eje rodea al rotor 1. El rotor 1 y el cesto de cuchillas a su vez están dispuestos en una cubierta 5 y rodeados de forma común por la misma. La cubierta 5 presenta una entrada 6 para la madera troceada...
Reivindicaciones:
1. Método para la producción de virutas planas para materiales de madera con orientación de estructura, con las siguientes etapas del método:
1.1 se genera un producto de partida a partir de material que contiene lignocelulosa;
1.2 el producto de partida tiene una longitud entre 20 y 200 mm;
1.3 el producto de partida se somete a un tratamiento hidrotérmico, que comprende un tratamiento térmico así como un tratamiento con humedad;
1.4 el tiempo de aplicación asciende al menos a tres minutos y la temperatura de aplicación asciende al menos a 40ºC;
1.5 el producto de partida se somete a un arranque de virutas o división.
2. Método de acuerdo con la reivindicación 1, caracterizado porque durante el tratamiento hidrotérmico se aplican calor seco o vapor o agua caliente o un baño de agua o un tratamiento con microondas o un tratamiento de alta frecuencia.
3. Método de acuerdo con la reivindicación 1 ó 2, caracterizado porque el tratamiento hidrotérmico del producto de partida tiene lugar antes del arranque de virutas o división o durante el arranque de virutas o división.
4. Método de acuerdo con una de las reivindicaciones 1 a 3, caracterizado porque el producto de partida presenta después del tratamiento hidrotérmico una humedad de más del 35% de desecación completa.
5. Método de acuerdo con una de las reivindicaciones 1 a 4, caracterizado porque el tratamiento hidrotérmico se realiza a presión superior a la atmosférica o inferior a la atmosférica.
6. Método de acuerdo con una de las reivindicaciones 1 a 5, caracterizado porque el arranque de virutas del producto de partida se realiza en arrancadores de virutas de anillo de cuchillas, arrancadores de virutas de árbol de cuchillas o arrancadores de virutas de disco.
7. Método de acuerdo con la reivindicación 6, caracterizado por las siguientes características:
7.1 el producto de partida (20) se suministra a un arrancador de virutas, que comprende una pluralidad de cuchillas (4), que están dispuestas sobre un anillo de cuchillas, cuyos filos tienen un recorrido al menos aproximadamente paralelo con respecto al eje del anillo y que rodean un espacio de trabajo;
7.2 el producto de partida (20) se hace girar alrededor del eje de anillo de cuchillas, al mismo tiempo se orienta de tal forma que se sitúa esencialmente de forma paralela con respecto al eje del anillo y se presiona por fuerza centrífuga contra los filos de las cuchillas (4);
7.3 los parámetros de funcionamiento tales como la forma de las cuchillas, el ángulo de las cuchillas se seleccionan de tal forma que se producen virutas planas con un grosor de viruta de 0,2 a 0,8 mm, preferiblemente de 0,2 a 0,6 mm;
7.4 al arranque de virutas se pre-conecta una etapa de criba para dejar pasar solamente productos de partida de determinadas dimensiones;
7.5 al arranque de virutas se conecta posteriormente una etapa de clasificación, para clasificar las virutas según criterios de su forma o sus dimensiones o su peso.
Patentes similares o relacionadas:
Método de obtención de un bloque de virutas de madera y bloque de virutas de madera obtenible mediante dicho método, del 30 de Abril de 2020, de KING COOK IN WOOD S.L: Método de obtención de un bloque de virutas de madera y bloque de virutas de madera obtenible mediante dicho método. La presente invención describe […]
Dispositivo para el recorte de madera, del 1 de Enero de 2020, de Eschlböck - Maschinenbau Gesellschaft m.b.H: Dispositivo para el recorte de madera, que comprende una pluralidad de discos de rotor dispuestos sobre un eje de rotor de un rotor, […]
 Máquina desmenuzadora, del 5 de Agosto de 2015, de KOMPTECH GmbH: Máquina desmenuzadora , en particular para desmenuzar madera en rollo y/o corte verde, con un rotor de desmenuzar con cuchillas desmenuzadoras […]
Máquina desmenuzadora, del 5 de Agosto de 2015, de KOMPTECH GmbH: Máquina desmenuzadora , en particular para desmenuzar madera en rollo y/o corte verde, con un rotor de desmenuzar con cuchillas desmenuzadoras […]
Método de obtención de virutas de madera y virutas de madera obtenidas mediante dicho método, del 21 de Febrero de 2014, de MURESAN, Marinela: La invención describe un método de obtención de virutas de madera así como virutas de madera obtenidas mediante dicho método. El método comprende las etapas de separar […]
 Conjunto de cuchillas, del 14 de Marzo de 2012, de KEY KNIFE, INC.: Conjunto de cuchillas para su utilización con un aparato para cortar madera con un conjunto anular que comprende dos placas extremas […]
Conjunto de cuchillas, del 14 de Marzo de 2012, de KEY KNIFE, INC.: Conjunto de cuchillas para su utilización con un aparato para cortar madera con un conjunto anular que comprende dos placas extremas […]
PRODUCTO PRIMARIO, PROCEDIMIENTO Y DISPOSITIVO PARA PRODUCIR VIRUTAS DE MADERA., del 16 de Julio de 2006, de B. MAIER ZERKLEINERUNGSTECHNIK GMBH: Procedimiento para la producción de virutas orientadas para fabricar tableros de virutas orientadas mediante los siguientes pasos del procedimiento: a partir de madera fresca […]
DISPOSITIVO PARA LA LIMPIEZA DEL ANILLO DE CUCHILLAS DE UN UTIL DE MECANIZADO POR ARRANQUE DE VIRUTAS DE ANILLO DE CUCHILLAS., del 16 de Marzo de 2006, de MAIER, B. ZERKLEINERUNGSTECHNIK GMBH: Dispositivo para la limpieza del anillo de cuchillas de un útil de mecanizado por arranque de virutas de anillo de cuchillas; 1.1 con un mecanismo […]
 MAQUINA PARA FABRICAR VIRUTAS DE MADERA, del 4 de Agosto de 2010, de HERNANDEZ ZAMORA,JOAN: 1. Máquina para fabricar virutas de madera, destinada para la obtención de virutas a partir de troncos mediante cortes de realización de las virutas, caracterizada porque […]
MAQUINA PARA FABRICAR VIRUTAS DE MADERA, del 4 de Agosto de 2010, de HERNANDEZ ZAMORA,JOAN: 1. Máquina para fabricar virutas de madera, destinada para la obtención de virutas a partir de troncos mediante cortes de realización de las virutas, caracterizada porque […]