INDICADOR DEL ESTADO DE ACIDO, BATERIA, PROCEDIMIENTO PARA LA FABRICACION DE UN INDICADOR DEL ESTADO DE ACIDO Y PROCEDIMIENTO PARA LA FABRICACION DE UNA BATERIA.
Indicador del estado de ácido para una batería (11), en particular para un acumulador de plomo,
con
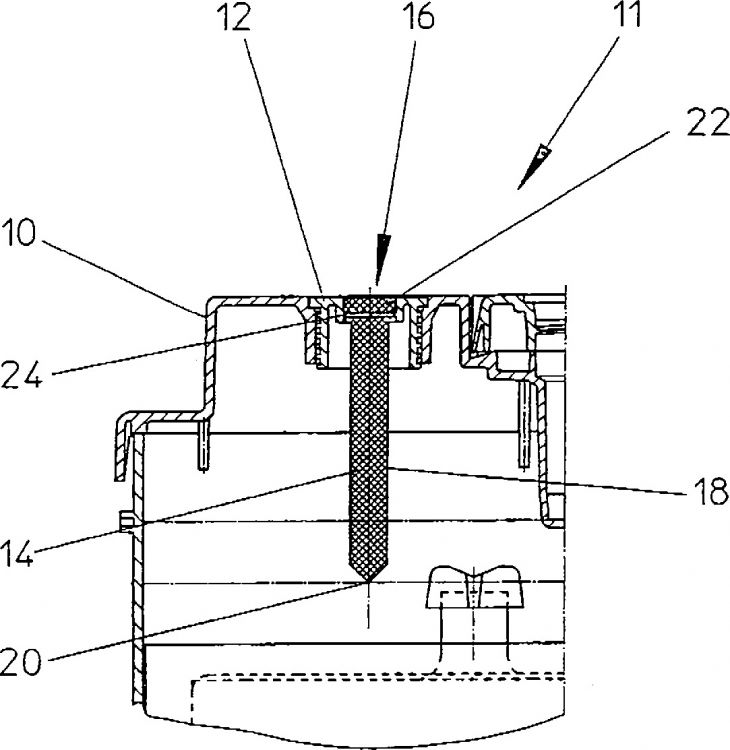
(a) una varilla de control (14) y
(b) un soporte (12) para sujetar la varilla de control (14) y para fijar el indicador del estado de ácido (16) en una caja (10) de la batería (11),
caracterizado porque la varilla de control (14) y el soporte (12) se fabrican mediante moldeo por inyección de dos componentes fabricándose el soporte (12) mediante recubrimiento por extrusión de la varilla de control (14)
Tipo: Patente Internacional (Tratado de Cooperación de Patentes). Resumen de patente/invención. Número de Solicitud: PCT/DE2007/001924.
Solicitante: VB AUTOBATTERIE GMBH & CO. KGAA.
Nacionalidad solicitante: Alemania.
Dirección: AM LEINEUFER 51,30419 HANNOVER.
Inventor/es: RICHTER, GEROLF, DR., STREUER, PETER.
Fecha de Publicación: .
Fecha Concesión Europea: 9 de Junio de 2010.
Clasificación Internacional de Patentes:
- B29C45/16H
- H01M10/06 ELECTRICIDAD. › H01 ELEMENTOS ELECTRICOS BASICOS. › H01M PROCEDIMIENTOS O MEDIOS, p. ej. BATERÍAS, PARA LA CONVERSION DIRECTA DE LA ENERGIA QUIMICA EN ENERGIA ELECTRICA. › H01M 10/00 Células secundarias; Su fabricación. › Acumuladores de plomo (acumuladores de semi-plomo H01M 10/20).
- H01M10/48C
- H01M2/04C2
Clasificación PCT:
- H01M10/48 H01M 10/00 […] › Acumuladores combinados con disposiciones para medida, ensayo o indicación de estado, p. ej. del nivel o de la densidad del electrolito (detalles constructivos de las conexiones que llevan corriente para detectar condiciones dentro de las células o baterías, p. ej. terminales detectores de voltaje, H01M 50/569).
- H01M2/04
- H01M2/12
Fragmento de la descripción:
Indicador del estado de ácido, batería, procedimiento para la fabricación de un indicador del estado de ácido y procedimiento para la fabricación de una batería.
La invención se refiere a un indicador del estado de ácido para una batería, en particular para un acumulador de plomo, con una varilla de control y un soporte para sujetar la varilla de control y para fijar el indicador del estado de ácido en una caja de la batería. Según un segundo aspecto, la invención se refiere a un batería. Según un tercer aspecto, la invención se refiere a un procedimiento para la fabricación de un indicador del estado de ácido y de una batería.
Los indicadores del estado de ácido se usan, por ejemplo, en acumuladores de plomo y sirven allí para la indicación del estado de carga. Los indicadores del estado de carga de este tipo están basados en el efecto de que la densidad de un electrolito existente en la batería varia en función del estado de carga de la batería. Los indicadores del estado de ácido comprenden para ello un flotador, cuya fuerza ascendente depende de la densidad del electrolito. En la varilla de control está dispuesto un dispositivo indicador, que determina la fuerza ascendente del flotador y que indica con ayuda de la misma el estado de carga de la batería. Está previsto un soporte, para unir la varilla de control a una caja, en la que están dispuestos los demás componentes de la batería.
En el documento DE 29821994 U1 está descrito un indicador del estado de ácido, en el que la varilla de control y el soporte forman un elemento de construcción integral. El inconveniente de ello es que un plástico especialmente adecuado para la varilla de control por lo general es poco adecuado como material para el soporte.
En el indicador del estado de ácido conocido por el documento DE 29808883 U1, la varilla de control está unida por soldadura al soporte. El inconveniente aquí es que la unión por soldadura supone una etapa de trabaja adicional en la fabricación, que aumenta los costes de fabricación.
Por el documento EP 1432061 A1 se conoce un indicador del estado de ácido en el que una varilla de control está fijada mediante un soporte en una caja de la batería. Para garantizar un buen efecto de estanqueidad entre la varilla de control y el soporte, entre la varilla de control y el soporte están previstas juntas de componentes blandos. En el documento EP 1633008 A1 está descrita una sonda de diagnóstico para una batería de arranque, en la que una varilla de control está dispuesta en un soporte, en el que está dispuesta una junta con una falda de obturación orientada hacia fuera. Las juntas sufren envejecimiento, lo cual supone un inconveniente. Además, el montaje de una junta aumenta los costes de fabricación.
Otros indicadores del estado de ácido se fabrican metiéndose la varilla de control a presión en el soporte, de modo que entre los dos se obtiene un ajuste forzado. A continuación, el soporte y la varilla de control unida al mismo se unen firmemente a la caja de la batería en el marco de la fabricación. En los indicadores del estado de ácido de este tipo ha resultado ser un inconveniente que incluso al preverse un ajuste forzado no puede garantizarse que la unión entre la varilla de control y el soporte sea estanca al ácido y al gas. Por esta razón, tras la fabricación de la batería debe comprobarse la estanqueidad a gas y ácido del indicador del estado de ácido, lo cual es complicado y caro.
Otro conveniente es que también una unión en primer lugar estanca entre la varilla de control y el soporte puede sufrir faltas de estanqueidad en circunstancias desfavorables.
Por el documento DE 4007 905 A1 se conoce un dispositivo indicador para un palpador de medición de batería, en el que una placa que actúa como palpador de medición está sujetada en un tapón insertado, presentando la placa que actúa como palpador de medición en el tapón insertado una curvatura de 90° y quedando sujetada en el tapón insertado mediante recubrimiento por extrusión.
Por el documento DE 202005019009 U1 se conoce un polo de batería aislado para una batería de plomo-ácido, fabricándose el polo de batería mediante recubrimiento por extrusión del electrodo.
Por el documento DE 20220044 U1 se conoce un dispositivo de circulación de electrolito para un acumulador de plomo, que tiene un tubo conductor de aire, que está envuelto por un manguito de obturación elástico fabricado mediante recubrimiento por extrusión. Con ayuda del manguito de obturación, el tubo conductor de aire puede disponerse de forma estanca en un tramo cilíndrico orientado hacia el interior de una abertura de alojamiento.
Por el documento DE 7822820 U1 se conoce una boquilla de paso de polo para acumuladores. Para obtener una estanqueidad frente al electrolito entrante, el electrodo que forma el polo del elemento está recubierto por extrusión con un cuerpo de plástico termoplástico.
Por lo tanto, la invención tiene el objetivo de indicar un indicador del estado de ácido que tenga una unión estanca a gas y ácido ajustable de forma segura para el proceso entre la varilla de control y el soporte.
La invención resuelve el problema mediante un indicador del estado de ácido con las características de la reivindicación 1. Según un segundo aspecto, la invención resuelve el problema mediante el procedimiento para la fabricación de un indicador del estado de ácido con las características de la reivindicación 12.
La invención presenta la ventaja de que mediante el tipo especial de la fabricación del soporte se consigue una unión estanca a gas y ácido segura para el proceso entre la varilla de control y el soporte. De este modo puede renunciarse a un control posterior costoso. Además, se ha mostrado que un indicador del estado de ácido fabricado según la invención tampoco pierde su estanqueidad al gas y al ácido durante el uso.
Además, es ventajosa la fabricación más sencilla, puesto que se evita una inserción de la varilla de control a presión en el soporte. En la fabricación convencional, la varilla de control y el soporte se unen entre si en el estado frío. Para ello, la varilla de control se inserta a presión en el soporte. Para que tras la inserción se obtenga una fuerza de apriete para el ajuste forzado entre los dos, la varilla de control debe recalcarse elásticamente durante la inserción y el soporte debe dilatarse. No obstante, hay limites tanto para la dilatación como para el recalcado debido a la tenacidad de los plásticos usados. Por lo tanto, la varilla de control sólo puede insertarse bajo una presión reducida, por lo que sólo puede obtenerse una fuerza de apriete relativamente reducida entre la varilla de control y el soporte.
Cuando el soporte se fabrica según la invención mediante recubrimiento por extrusión, el plástico plastificado se coloca alrededor de la varilla de control. Al enfriarse, el plástico se contrae y ejerce una fuerza de apriete elevada sobre la varilla de control. Puesto que el soporte se ha fabricado mediante recubrimiento por extrusión de la varilla de control, resulta, por lo tanto, un soporte zunchado en caliente en la varilla de control, que tiene un contacto intimo con la varilla de control. El soporte zunchado en caliente forma con la varilla de control un ajuste forzado especialmente firme, estanco a gas y a ácido, por lo que un indicador del estado de ácido según la invención se distingue de indicadores del estado de ácido según el estado de la técnica.
Por consiguiente, pueden usarse tanto para la varilla de control como para el soporte plásticos que debido a su fragilidad, es decir, debido a su alargamiento de rotura reducido, no podrían usarse en otros casos.
En la presente descripción, por varilla de control se entiende en particular un elemento de construcción que sirve para la indicación de un estado de ácido, en particular de una densidad de ácido de la batería. La varilla de control está realizada preferiblemente de forma transparente u opaca. Cuando la varilla de control se sumerge en el ácido, en el extremo del lado de la caja aparece oscura, por lo demás, clara. La varilla de control permite, en particular, echar un vistazo a una o varias bolas dispuestas en una jaula de bolas para la indicación de la densidad del ácido.
Según la invención, la varilla de control y el soporte se han fabricado mediante moldeo por inyección de dos componentes. Por ello ha de entenderse, en particular, que la varilla de control y el soporte se fabrican en una sola etapa de procedimiento...
Reivindicaciones:
1. Indicador del estado de ácido para una batería (11), en particular para un acumulador de plomo, con
caracterizado porque la varilla de control (14) y el soporte (12) se fabrican mediante moldeo por inyección de dos componentes fabricándose el soporte (12) mediante recubrimiento por extrusión de la varilla de control (14).
2. Indicador del estado de ácido según la reivindicación 1, caracterizado porque la varilla de control (14) está hecha de un primer plástico y el soporte (12) de un segundo plástico, presentando el primer plástico en el enfriamiento una menor contracción que el segundo plástico.
3. Indicador del estado de ácido según una de las reivindicaciones anteriores, caracterizado porque el soporte (12) y la varilla de control (14) están unidos entre sí mediante un ajuste forzado.
4. Indicador del estado de ácido según la reivindicación 3, caracterizado porque el ajuste forzado es estanco a ácido y/o a gas.
5. Indicador del estado de ácido según una de las reivindicaciones anteriores, caracterizado porque la varilla de control (14) presenta una acanaladura (24) y el soporte (12) envuelve la acanaladura (24) con ajuste positivo.
6. Indicador del estado de ácido según una de las reivindicaciones anteriores, caracterizado porque la varilla de control (14) presenta un saliente y el soporte (12) envuelve en saliente con ajuste positivo.
7. Indicador del estado de ácido según una de las reivindicaciones anteriores, caracterizado porque la varilla de control (14) presenta un extremo escalonado para la indicación de distintos estados de ácido.
8. Indicador del estado de ácido según una de las reivindicaciones anteriores, caracterizado porque la varilla de control (14) presenta en el extremo inferior un saliente que sirve para el alojamiento de medios indicadores adicionales, por ejemplo una jaula de bolas para la indicación de la densidad del ácido.
9. Batería, en particular acumulador de plomo, con un indicador del estado de ácido (16) según una de las reivindicaciones anteriores.
10. Procedimiento para la fabricación de un indicador del estado de ácido (16), en particular de un acumulador de plomo, con la etapa: recubrimiento por extrusión de una varilla de control (14) con un soporte (12) para sujetar la varilla de control (14) y para fijar el indicador del estado de ácido (16) en una caja (10) de la batería (11), realizándose el moldeo por inyección de la varilla de control (14) y el recubrimiento por extrusión como procedimiento de moldeo por inyección de dos componentes.
11. Procedimiento según la reivindicación 10, caracterizado porque la varilla de control (14) se recubre por extrusión con el soporte (12) de tal modo que se obtiene un ajuste forzado, en particular un ajuste forzado estanco a gas y/o ácido entre la varilla de control (14) y el soporte (12).
12. Procedimiento según una de las reivindicaciones 10 u 11, caracterizado porque la varilla de control (14) se moldea por inyección con un primer plástico y el soporte (12) con un segundo plástico, que presenta una mayor contracción que el primer plástico, de modo que entre la varilla de control (14) y el soporte (12) se obtiene un ajuste forzado, en particular un ajuste forzado estanco a gas y/o a ácido.
13. Procedimiento según una de las reivindicaciones 10 a 12, caracterizado porque una acanaladura circunferencial (24) que rodea la varilla de control (14) de la varilla de control (14) se recubre por extrusión de modo que en el soporte (12) se forma un saliente que engrana en la acanaladura (24).
14. Procedimiento según una de las reivindicaciones 10 a 15, caracterizado porque un saliente de la varilla de control (14) que rodea la varilla de control (14) se recubre por extrusión de modo que el soporte (12) envuelve el saliente con ajuste positivo.
15. Procedimiento para la fabricación de una batería (11) con las etapas: fabricación de un indicador del estado de ácido (16) según una de las reivindicaciones 12 a 17 y a continuación unión del indicador del estado de ácido (16) a una caja (10) ya los demás componentes, de modo que se obtiene una batería (11).
Patentes similares o relacionadas:
Separadores de batería con nervios cruzados, del 15 de Julio de 2020, de DARAMIC, LLC: Un separador de batería de plomo ácido que comprende: una membrana porosa que tiene una rejilla porosa con una primera superficie y una segunda […]
Batería de plomo-ácido inundada, del 15 de Julio de 2020, de Trojan Battery Company: Una batería recargable de plomo-ácido , que comprende: al menos una placa negativa; al menos una placa positiva que comprende en estado cargado: una rejilla […]
Aditivo de grafito avanzado para mejorar el ciclo de vida útil de las baterías de plomo-ácido de descarga profunda, del 29 de Abril de 2020, de EXIDE TECHNOLOGIES: Una celda de plomo y ácido de descarga profunda para baterías de fuerza motriz, que comprende: un primer electrodo que comprende plomo; un segundo electrodo que […]
Materiales carbonáceos para baterías ácidas de plomo, del 20 de Noviembre de 2019, de CABOT CORPORATION: Una composicion que comprende al menos un material carbonoso y al menos un lignosulfonato metalico, caracterizada porque al menos un lignosulfonato […]
Acumulador de energía para una instalación fotovoltaica, central eléctrica de acumulación de energía, dispositivo de control y procedimiento para operar un acumulador de energía, del 11 de Septiembre de 2019, de ROBERT BOSCH GMBH: Acumulador eléctrico , en particular para una instalación fotovoltaica , con diferentes estados de carga de su capacidad, que es controlada mediante […]
Piezas de bateria que tienen elementos de retención y sellado, del 7 de Agosto de 2019, de WATER GREMLIN COMPANY: Un casquillo de terminal de batería configurado para proporcionar una conexión para una batería, incluyendo el casquillo de terminal de batería : una porción […]
Estera no tejida con tamaño de poro pequeño y relleno hidrófilo/resistente al ácido utilizado en baterías de plomo-ácido, y sus aplicaciones, del 24 de Julio de 2019, de JOHNS MANVILLE: Una estera de refuerzo de fibra no tejida configurada para reforzar un electrodo o alojar a un separador de una batería de plomo-ácido que comprende: - una pluralidad […]
Batería con sensor, del 24 de Julio de 2019, de Insplorion Sensor Systems AB: Una batería que comprende: un material de electrodo (102a), un material de electrolito , un sensor de carga de la batería […]