APARATO PARA MOLDEAR RECIPIENTES DE BOCA ANCHA.
Un aparato de moldeo por soplado (10) con estiramiento biaxial para moldear recipientes de boca ancha (1) utilizando un método de moldeo por soplado con estiramiento biaxial,
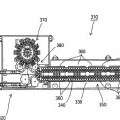
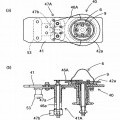
teniendo el recipiente de boca ancha una configuración que incluye un reborde de abertura (5) que se extiende hacia fuera en una parte abierta de un cuerpo principal cilíndrico (3) del recipiente que tiene una parte inferior (2), comprendiendo el aparato: una estación (20) de suministro de preformas para suministrar unas preformas (6), incluyendo cada preforma una parte de moldeo con estiramiento y un reborde de abertura formado a lo largo de una parte abierta de la parte de moldeo con estiramiento; una pluralidad de soportes de preforma (40) para enviar las preformas que se han suministrado desde la estación de suministro de preformas en un estado invertido sobre un único plano alrededor de un circuito en forma de bucle (30) de soportes que está situado sobre un único plano; una estación de calentamiento (60), que está dispuesta en una posición a lo largo del circuito de soportes, para calentar hasta una temperatura adecuada para el moldeo por soplado con estiramiento biaxial las preformas que se transportan mediante los soportes de preforma; una estación de moldeo por soplado (70) accionable para recibir las preformas calentadas en el estado invertido desde los soportes de preforma y sobre el mismo lugar al que las preformas se transportan mediante los soportes de preforma, y para realizar el moldeo por soplado con estiramiento biaxial en la parte de moldeo con estiramiento de cada preforma y no en el reborde de abertura de dicha preforma, para formar por ello una pluralidad de recipientes de boca ancha moldeados, en los que el reborde de abertura de cada una de dichas preformas forma el reborde de abertura del recipiente de boca ancha moldeado; y una estación de recogida (90) para recoger de la estación de moldeo por soplado (70) los recipientes de boca ancha moldeados, en el que cada soporte de preforma (40) incluye una superficie de soporte a modo de armazón (42a) sobre la que descansa, en uso, un reborde de abertura o una superficie extrema de abertura de una preforma en el estado invertido, y en el que cada soporte de preforma incluye medios de prevención del calentamiento para impedir que el reborde de abertura o la parte de rosca y un reborde de abertura de la preforma que descansa sobre la superficie de soporte a modo de armazón sean calentados y encogidos o deformados; caracterizado porque cada medio de prevención del calentamiento incluye: una placa de cubierta (46, 46A), accionable para ser bajada desde arriba de la preforma sobre la superficie de soporte a modo de armazón (42a) para cubrir al menos una parte del reborde de abertura; y un mecanismo de levantamiento/bajada (47; 47A) para levantar y bajar la placa de cubierta
Tipo: Patente Internacional (Tratado de Cooperación de Patentes). Resumen de patente/invención. Número de Solicitud: PCT/JP2002/007237.
Solicitante: FRONTIER INC.
Nacionalidad solicitante: Japón.
Dirección: 322, OHAZA KOJIMA UEDA-SHI, NAGANO-KEN 386-1322 JAPON.
Inventor/es: SUZUKI,Saburo.
Fecha de Publicación: .
Fecha Solicitud PCT: 16 de Julio de 2002.
Clasificación PCT:
- B29C49/42 TECNICAS INDUSTRIALES DIVERSAS; TRANSPORTES. › B29 TRABAJO DE LAS MATERIAS PLASTICAS; TRABAJO DE SUSTANCIAS EN ESTADO PLASTICO EN GENERAL. › B29C CONFORMACIÓN O UNIÓN DE MATERIAS PLÁSTICAS; CONFORMACIÓN DE MATERIALES EN ESTADO PLÁSTICO, NO PREVISTA EN OTRO LUGAR; POSTRATAMIENTO DE PRODUCTOS CONFORMADOS, p. ej. REPARACIÓN (fabricación de preformas B29B 11/00; fabricación de productos estratificados combinando capas previamente no unidas para convertirse en un producto cuyas capas permanecerán unidas B32B 37/00 - B32B 41/00). › B29C 49/00 Moldeo por soplado, es decir, soplando una preforma o un parisón en un molde por obtener la forma deseada; Aparatos a este efecto. › Elementos constitutivos, detalles o accesorios; Operaciones auxiliares.
Clasificación antigua:
Países PCT: Austria, Bélgica, Suiza, Alemania, Dinamarca, España, Francia, Reino Unido, Grecia, Italia, Liechtensein, Luxemburgo, Países Bajos, Suecia, Mónaco, Portugal, Irlanda, Eslovenia, Finlandia, Rumania, Chipre, Lituania, Letonia, Ex República Yugoslava de Macedonia, Albania.
PDF original: ES-2358736_T3.pdf
Fragmento de la descripción:
Campo técnico
La presente invención se refiere a un método de moldeo por soplado con estiramiento biaxial y a un aparato de moldeo que puede moldear recipientes de boca ancha, que se utilizan como recipientes para helados o bebidas lácteas, consecutivamente y a alta velocidad.
Técnica relacionada
Los recipientes de plástico utilizados para helado y bebidas lácteas están formados usualmente con la configuración de un cono truncado o una pirámide truncada con una boca ancha, y tienen un reborde de abertura delgado formado alrededor del borde de la abertura. Usualmente, tales recipientes de boca ancha están formados mediante un método de moldeo por compresión o un método de moldeo por vacío a partir de polietileno, poliestireno, o una lámina de plástico de tipo poliolefina, tal como HIPS o similar.
Con más detalle, en un método usual, plástico laminar que se coge de un rollo de lámina de plástico se transporta a través de una estación de calentamiento y se calienta hasta una temperatura adecuada para el moldeo. A continuación, el plástico calentado se transporta hasta una estación de moldeo en la que un molde móvil presiona el plástico desde arriba con una fuerza predeterminada de compresión, de manera que el plástico es presionado hacia abajo entrando en un molde de conformación que está situado por debajo del plástico y se aplica una presión neumática predeterminada. Dado que una pluralidad de cavidades de moldeo están formadas en una matriz en el molde de conformación, el plástico laminar es estirado mediante la presión neumática y es presionado hacia el interior de cada cavidad de moldeo de manera que el plástico se moldea tomando la forma de recipientes. En el siguiente proceso, se realiza el desbarbado mediante el molde móvil que presiona contra el plástico laminar desde arriba, a efectos de cortar cada recipiente moldeado. La parte de armazón restante del plástico laminar, que permanece después de haber cortado las partes correspondientes a los recipientes moldeados en la matriz, se recicla, aunque dependiendo del material utilizado, dicha parte de armazón puede ser descartada.
De este modo, después de que haya sido enviado plástico laminar de una longitud predeterminada a la estación de moldeo, el transporte del plástico se detiene hasta que se completa el moldeo, y una vez que se completa el moldeo de un número predeterminado de recipientes, una cantidad predeterminada del plástico laminar se transporta una vez más. Es decir, los recipientes se moldean en lotes.
El método usual anterior para moldear recipientes de boca ancha tiene los problemas siguientes. En primer lugar, dado que los recipientes de boca ancha con una configuración tridimensional están formados a partir de plástico laminar, cuanto más profundos son los recipientes, más pequeño llega a ser el grosor del material de los lados del recipiente, lo que hace que los recipientes sean menos rígidos y que sea difícil fabricar recipientes de boca ancha con suficiente resistencia al impacto por caída. En particular, cuando un recipiente de boca ancha se fabrica con una profundidad predeterminada, o superior, a partir de un material PET, la resistencia de los lados del recipiente no se puede mantener, lo que hace la fabricación incluso más difícil.
Un segundo problema es que alrededor del 50% del plástico laminar se abandona después del moldeo. Cuando se utiliza un material, tal como PET, que es difícil de reciclar, se tiene el problema de una pérdida alta de material.
Un tercer problema es que, dado que el plástico laminar se transporta hasta la estación de moldeo y un número predeterminado de recipientes de boca ancha se forman en un lote, no es posible realizar eficientemente de manera continua una serie de operaciones de moldeo.
Los documentos US-A-4.641.758 y US-A-4.047.874 describen, cada uno, métodos de moldeo por soplado según la técnica anterior.
Descripción de la invención
En vista de los problemas descritos anteriormente, un objeto de la presente invención es proporcionar un método y un aparato de moldeo con estiramiento biaxial para recipientes de boca ancha que pueden fabricar continua y eficientemente recipientes de boca ancha, sin utilizar una película de plástico sino recalentando preformas que se moldean con antelación y realizando el moldeo por soplado con estiramiento biaxial.
Un objeto adicional de la presente invención es proporcionar un método y un aparato de moldeo con estiramiento biaxial para recipientes de boca ancha que pueden fabricar recipientes de boca ancha con resistencia suficiente, incluso cuando los recipientes son profundos.
Aún otro objeto de la presente invención es proporcionar un método y un aparato de moldeo con estiramiento biaxial para recipientes de boca ancha que pueden fabricar recipientes de boca ancha sin desperdicios.
Según la presente invención, se ha previsto un aparato de moldeo por soplado con estiramiento biaxial para moldear recipientes de boca ancha utilizando un método de moldeo por soplado con estiramiento biaxial, teniendo el recipiente de boca ancha una configuración que incluye un reborde de abertura que se extiende hacia fuera en una parte abierta de un cuerpo principal cilíndrico del recipiente que tiene una parte inferior; una estación de suministro de preformas para suministrar unas preformas, incluyendo cada preforma una parte de moldeo con estiramiento y un reborde de abertura formado a lo largo de un parte abierta de la parte de moldeo con estiramiento; una pluralidad de soportes de preforma para enviar las preformas que se han suministrado desde la estación de suministro de preformas en un estado invertido sobre un único plano alrededor de un circuito en forma de bucle de soportes que está situado sobre un único plano; una estación de calentamiento, que está dispuesta en una posición a lo largo del circuito de soportes, para calentar hasta una temperatura adecuada para el moldeo por soplado con estiramiento biaxial las preformas que se transportan mediante los soportes de preforma; una estación de moldeo por soplado accionable para recibir las preformas calentadas en el estado invertido desde los soportes de preforma y sobre el mismo lugar al que las preformas se transportan mediante los soportes de preforma, y para realizar el moldeo por soplado con estiramiento biaxial en la parte de moldeo con estiramiento de cada preforma y no en el reborde de abertura de dicha preforma, para formar por ello una pluralidad de recipientes de boca ancha moldeados, en los que el reborde de abertura de cada una de dichas preformas forma el reborde de abertura del recipiente de boca ancha moldeado; y una estación de recogida para recoger de la estación de moldeo por soplado los recipientes de boca ancha moldeados, en el que cada soporte de preforma incluye una superficie de soporte a modo de armazón sobre la que descansa, en uso, un reborde de abertura o una superficie extrema de abertura de una preforma en el estado invertido, y en el que cada soporte de preforma incluye medios de prevención del calentamiento para impedir que el reborde de abertura o la parte de rosca y un reborde de abertura de la preforma que descansa sobre la superficie de soporte a modo de armazón sean calentados; caracterizado porque cada medio de prevención del calentamiento incluye: una placa de cubierta, accionable para ser bajada desde arriba de la preforma sobre la superficie de soporte a modo de armazón para cubrir al menos una parte del reborde de abertura; y un mecanismo de levantamiento/bajada para levantar y bajar la placa de cubierta.
Además, cada soporte de preforma puede incluir preferentemente medios correctores de posición para corregir una posición de la preforma que descansa sobre la superficie de soporte a modo de armazón.
Cada medio corrector de posición puede incluir un núcleo que se puede insertar en el reborde de abertura de la preforma a través de una abertura central de la superficie de soporte a modo de armazón desde debajo de la superficie de soporte a modo de armazón, y un mecanismo de levantamiento/bajada para levantar y bajar el núcleo.
La estación de moldeo por soplado puede incluir un circuito circular y una pluralidad de conjuntos de molde para moldear por soplado con estiramiento que dan vueltas al circuito circular con una separación predeterminada, cada uno de los conjuntos de molde para moldear por soplado con estiramiento puede incluir un primer molde y un segundo molde que se abren y se cierran uno con relación al otro en una dirección... [Seguir leyendo]
Reivindicaciones:
1. Un aparato de moldeo por soplado (10) con estiramiento biaxial para moldear recipientes de boca ancha (1) utilizando un método de moldeo por soplado con estiramiento biaxial, teniendo el recipiente de boca ancha una configuración que incluye un reborde de abertura (5) que se extiende hacia fuera en una parte abierta de un cuerpo principal cilíndrico (3) del recipiente que tiene una parte inferior (2), comprendiendo el aparato:
una estación (20) de suministro de preformas para suministrar unas preformas (6), incluyendo cada preforma una parte de moldeo con estiramiento y un reborde de abertura formado a lo largo de una parte abierta de la parte de moldeo con estiramiento;
una pluralidad de soportes de preforma (40) para enviar las preformas que se han suministrado desde la estación de suministro de preformas en un estado invertido sobre un único plano alrededor de un circuito en forma de bucle (30) de soportes que está situado sobre un único plano;
una estación de calentamiento (60), que está dispuesta en una posición a lo largo del circuito de soportes, para calentar hasta una temperatura adecuada para el moldeo por soplado con estiramiento biaxial las preformas que se transportan mediante los soportes de preforma;
una estación de moldeo por soplado (70) accionable para recibir las preformas calentadas en el estado invertido desde los soportes de preforma y sobre el mismo lugar al que las preformas se transportan mediante los soportes de preforma, y para realizar el moldeo por soplado con estiramiento biaxial en la parte de moldeo con estiramiento de cada preforma y no en el reborde de abertura de dicha preforma, para formar por ello una pluralidad de recipientes de boca ancha moldeados, en los que el reborde de abertura de cada una de dichas preformas forma el reborde de abertura del recipiente de boca ancha moldeado; y
una estación de recogida (90) para recoger de la estación de moldeo por soplado (70) los recipientes de boca ancha moldeados,
en el que cada soporte de preforma (40) incluye una superficie de soporte a modo de armazón (42a) sobre la que descansa, en uso, un reborde de abertura o una superficie extrema de abertura de una preforma en el estado invertido, y
en el que cada soporte de preforma incluye medios de prevención del calentamiento para impedir que el reborde de abertura o la parte de rosca y un reborde de abertura de la preforma que descansa sobre la superficie de soporte a modo de armazón sean calentados y encogidos o deformados;
caracterizado porque cada medio de prevención del calentamiento incluye: una placa de cubierta (46, 46A), accionable para ser bajada desde arriba de la preforma sobre la superficie de soporte a modo de armazón (42a) para cubrir al menos una parte del reborde de abertura; y un mecanismo de levantamiento/bajada (47; 47A) para levantar y bajar la placa de cubierta.
2. El aparato de moldeo por soplado con estiramiento biaxial para recipientes de boca ancha según la reivindicación 1,
en el que cada soporte de preforma incluye medios correctores de posición para corregir una posición de la preforma que descansa sobre la superficie de soporte a modo de armazón.
3. El aparato de moldeo por soplado con estiramiento biaxial para recipientes de boca ancha según la reivindicación 2,
en el que cada medio corrector de posición incluye un núcleo (43) que se puede insertar en el reborde de abertura
(8) de la preforma (6) a través de una abertura central de la superficie de soporte a modo de armazón (42a) desde debajo de la superficie de soporte a modo de armazón, y un mecanismo de levantamiento/bajada para levantar y bajar el núcleo (43).
4. El aparato de moldeo por soplado con estiramiento biaxial para recipientes de boca ancha según la reivindicación 1,
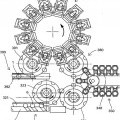
en el que la estación de moldeo por soplado incluye un circuito circular y una pluralidad de conjuntos de molde para moldear por soplado con estiramiento que dan vueltas al circuito circular con una separación predeterminada,
cada uno de los conjuntos de molde para moldear por soplado con estiramiento incluye un primer molde y un segundo molde que se abren y se cierran uno con relación al otro en una dirección vertical, y
cuando el primer molde y el segundo molde están en un estado cerrado, el reborde de abertura de la preforma se sujeta en un estado sellado entre el primer molde y el segundo molde.
5. El aparato de moldeo por soplado con estiramiento biaxial para recipientes de boca ancha según la reivindicación 4,
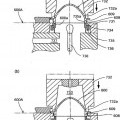
en el que el primer molde es una placa de base en un lado fijo y el segundo molde es un molde de conformación que sube y baja.
6. El aparato de moldeo por soplado con estiramiento biaxial para recipientes de boca ancha según la reivindicación 5,
en el que la placa de base incluye: un anillo ascendente/descendente que tiene una superficie superior sobre la que puede estar colocada una superficie extrema de abertura de una preforma que tiene una parte de rosca para moldear un recipiente de boca ancha que tiene una parte de rosca; y un miembro elástico para sujetar la superficie superior del anillo ascendente/descendente en una posición a la misma altura que una superficie superior de la placa de base, y
cuando el molde de conformación ha sido bajado para conseguir un estado de apriete del molde, el anillo ascendente/descendente es presionado hacia abajo mediante el molde de conformación y el reborde de abertura de la preforma se sujeta en un estado sellado entre el molde de conformación y la placa de base.
7. El aparato de moldeo por soplado con estiramiento biaxial para recipientes de boca ancha según la reivindicación 5,
que comprende además unos medios de aumento de la fuerza de apriete para aplicar una presión neumática, que es igual al aire de soplado, a una superficie trasera del molde de conformación durante el apriete.
8. El aparato de moldeo por soplado con estiramiento biaxial para recipientes de boca ancha según la reivindicación 5,
que comprende además un mecanismo de compresión para mantener un estado apretado del molde de conformación,
en el que el mecanismo de compresión incluye un rodillo de compresión que está en contacto de rodadura con el molde de conformación y presiona hacia abajo dicho molde en el estado apretado.
9. El aparato de moldeo por soplado con estiramiento biaxial para recipientes de boca ancha según la reivindicación 1,
en el que el circuito de soportes incluye un tramo lineal de la trayectoria de transporte que se extiende hasta más allá de la estación de calentamiento y un tramo semicircular de la trayectoria de transporte que está conectado a dicho tramo lineal,
la estación de moldeo por soplado incluye un circuito circular y una pluralidad de conjuntos de molde para moldear por soplado con estiramiento que dan vueltas al circuito circular con una separación predeterminada, y
el radio de una trayectoria de movimiento tomada por las preformas que se transportan alrededor del tramo semicircular de la trayectoria de transporte se ajusta de manera que una separación de alimentación de las preformas transportadas alrededor del tramo semicircular de la trayectoria de transporte se hace concordar con una separación de alimentación de dichos conjuntos de molde transportados alrededor del circuito circular.
10. El aparato de moldeo por soplado con estiramiento biaxial para recipientes de boca ancha según la reivindicación 9,
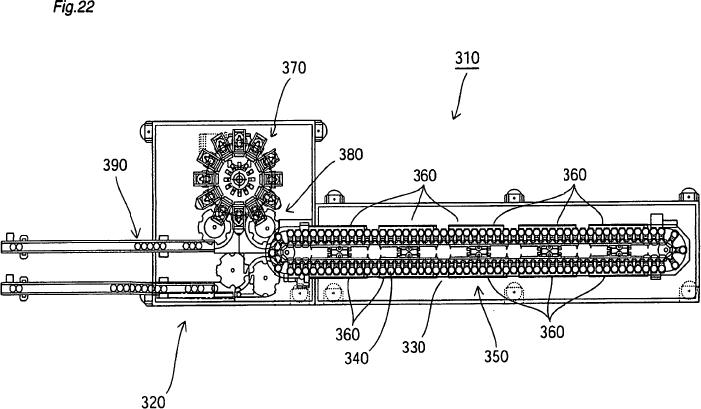
que comprende además unos medios de transferencia para transferir una preforma que es llevada por un soporte de preforma que ha alcanzado una posición de transferencia de preformas del tramo semicircular de la trayectoria de transporte hasta un conjunto de molde para moldear por soplado con estiramiento que ha alcanzado una posición de recepción de preformas del circuito,
en el que los medios de transferencia incluyen una superficie de deslizamiento sobre la que desliza una superficie extrema o una superficie extrema de abertura del reborde de abertura de una preforma, una guía en forma de arco que está formada sobre la superficie de deslizamiento, un disco rotatorio para enviar una preforma situada en la posición de transferencia de preformas a lo largo de la guía en forma de arco a una posición de recepción de preformas y acanaladuras semicirculares que están formadas en una superficie circunferencial exterior a intervalos de un ángulo predeterminado, y
una preforma desliza a lo largo de la superficie de deslizamiento, estando sujetada la preforma entre una acanaladura semicircular y la guía en forma de arco.
11. El aparato de moldeo por soplado con estiramiento biaxial para recipientes de boca ancha según la reivindicación 1,
en el que la estación de suministro de preformas incluye un tubo cilíndrico de suministro de preformas que almacena una pluralidad de preformas, cuya posición está invertida, apiladas una encima de la otra, un mecanismo de caída para hacer que las preformas caigan de una en una desde una abertura extrema inferior del tubo de suministro de preformas utilizando una pluralidad de tornillos, y una rueda de estrella en la que están formadas de modo concéntrico una pluralidad de cavidades semicirculares, en las que ajustan los rebordes de abertura o las partes extremas de abertura de las preformas, recibiendo la rueda de estrella una preforma, que ha caído, en una cavidad semicircular que está situada directamente por debajo de la abertura extrema inferior.
12. El aparato de moldeo por soplado con estiramiento biaxial para recipientes de boca ancha según la reivindicación 1,
en el que la estación de recogida incluye una tobera de aire para soplar hacia arriba un recipiente de boca ancha que ha sido recogido en un estado invertido de la estación de moldeo por soplado, un apilador cilíndrico se extiende en una dirección vertical y recibe el recipiente de boca ancha que ha sido soplado hacia arriba, y un mecanismo de cinta de enrollamiento para enviar hacia arriba el recipiente de boca ancha, que ha sido soplado hacia arriba, desde una abertura extrema inferior del apilador cilíndrico.
13. El aparato de moldeo por soplado con estiramiento biaxial para recipientes de boca ancha según la reivindicación 1,
en el que el circuito de soportes incluye un tramo lineal de la trayectoria de transporte que se extiende hasta más allá de la estación de calentamiento y un tramo semicircular de la trayectoria de transporte que está conectado a dicho tramo lineal,
cada soporte de preforma incluye un brazo horizontal unido a una parte extrema interior del miembro de accionamiento, un mandril que está montado en una parte extrema exterior del brazo horizontal y una superficie de soporte a modo de armazón que está formada sobre una superficie superior del mandril.
14. El aparato de moldeo por soplado con estiramiento biaxial para recipientes de boca ancha según la reivindicación 13,
en el que el brazo horizontal de cada soporte de preforma tiene unas superficies de unión que están formadas sobre cada superficie lateral en una dirección de transporte del brazo horizontal, y
las superficies de unión de los soportes de preforma adyacentes entran en contacto estanco entre sí mientras los soportes de preforma se están transportando alrededor del tramo semicircular de la trayectoria de transporte.
15. El aparato de moldeo por soplado con estiramiento biaxial para recipientes de boca ancha según la reivindicación 14,
en el que la parte extrema interior del brazo horizontal de cada soporte de preforma incluye una parte prolongada que se extiende más allá del miembro de accionamiento, y
las superficies de unión están formadas sobre ambas superficies laterales de la parte prolongada, dado que las superficies están inclinadas un ángulo predeterminado con relación a una dirección que es perpendicular a una dirección de transporte de preformas.
16. El aparato de moldeo por soplado con estiramiento biaxial para recipientes de boca ancha según la reivindicación 13,
en el que el brazo horizontal de cada soporte de preforma incluye una parte aplicada que está formada sobre una de las dos superficies laterales en una dirección de transporte de preformas y una parte de aplicación que está formada sobre otra superficie lateral y se puede aplicar a la parte aplicada en la dirección de transporte de preformas, y
mientras que cada soporte de preforma se está transportando sobre el tramo lineal de la trayectoria de transporte, a la parte aplicada del brazo horizontal de cada soporte de preforma se aplica la parte de aplicación de un soporte adyacente de preforma.
17. El aparato de moldeo por soplado con estiramiento biaxial para recipientes de boca ancha según la reivindicación 16,
en el que la parte aplicada y la parte de aplicación están formadas en las superficies laterales de una parte extrema exterior de cada brazo horizontal.
Patentes similares o relacionadas:
Línea y método de embotellado, del 8 de Julio de 2020, de SACMI COOPERATIVA MECCANICI IMOLA SOCIETA' COOPERATIVA: Línea de embotellado de ciclo continuo para recipientes de material termoplástico, que comprende: - al menos una unidad de moldeo para la fabricación de preformas […]
Método y aparato para esterilizar una botella, del 3 de Junio de 2020, de DAI NIPPON PRINTING CO., LTD.: Un método para esterilizar una botella , que comprende las operaciones de: gasificar una solución de peróxido de hidrógeno, descargar desde una boquilla un […]
Método y dispositivo para fabricar botellas, del 25 de Marzo de 2020, de DAI NIPPON PRINTING CO., LTD.: Un método para fabricar una botella esterilizada , que comprende las etapas de: esterilizar bacterias que se adhieren a una preforma hecha […]
Sistema y método para el moldeo por soplado múltiple, del 26 de Febrero de 2020, de Amcor Rigid Plastics USA, LLC: Un sistema para formar un contenedor a partir de una preforma mediante un proceso de moldeo por soplado múltiple que comprende: un primer molde […]
Contenedor moldeado por soplado con estiramiento que tiene un agarre profundo moldeado integralmente y proceso para fabricar dicho contenedor, del 26 de Febrero de 2020, de Plastipak BAWT S.à.r.l: Un proceso para fabricar un contenedor moldeado por soplado con estiramiento que tiene al menos un agarre concavo profundo (G), dicho proceso comprende las etapas de: a) […]
Sistema de movimiento de contenedores entre unidades operativas, del 19 de Febrero de 2020, de SMI S.P.A.: Un sistema de movimiento de contenedores hasta y desde una unidad de procesamiento de dichos contenedores, que comprende: - un carrusel rotativo en […]
 Un molde de soplado para soplar recipientes de material termoplástico, del 25 de Diciembre de 2019, de S.I.P.A. SOCIETA INDUSTRIALIZZAZIONE PROGETTAZIONE E AUTOMAZIONE - S.P.A.: Un molde de soplado para un recipiente de material termoplástico, que comprende dos medios moldes articulados entre sí y un dispositivo cíclico de abertura y […]
Un molde de soplado para soplar recipientes de material termoplástico, del 25 de Diciembre de 2019, de S.I.P.A. SOCIETA INDUSTRIALIZZAZIONE PROGETTAZIONE E AUTOMAZIONE - S.P.A.: Un molde de soplado para un recipiente de material termoplástico, que comprende dos medios moldes articulados entre sí y un dispositivo cíclico de abertura y […]
Método y aparato para producir una botella SBM llena, del 27 de Noviembre de 2019, de FRESENIUS KABI DEUTSCHLAND GMBH: Método para producir un recipiente lleno de una solución de infusión y que tiene un cuerpo principal que incluye un ancho que se extiende a lo largo de un […]