Procedimiento para la producción de piezas de fundición por medio de una técnica de fundición a partir de una masa fundida de metal.
Procedimiento para la producción de piezas de fundición mediante la técnica de fundición a partir de una masa fundida de metal utilizando
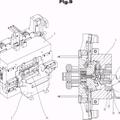
- un molde de fundición (5) dispuesto en una máquina de fundición (G) de manera que puede pivotar alrededor de un eje de pivotado con orientación horizontal (HS),
que define un espacio interior hueco del molde (10) que refleja la respectiva pieza de fundición que se va a fundir, y que presenta
- una tapa (9) que limita el espacio interior hueco del molde (10) por uno de sus lados, en la que está prevista por lo menos una abertura de llenado (13) para introducir la masa fundida de metal (S) dentro del espacio interior hueco del molde (10),
- una pared lateral de referencia (7) que topa con la tapa (9), y que limita el espacio interior hueco del molde (10) por uno de sus lados mediante superficies de pared (24), en las que un plano principal (HE) de la pared lateral de referencia (7), que se extiende de manera axialmente paralela al eje de pivotado (HS), está dispuesto de tal manera que su orientación se aproxima al valor medio de las orientaciones (VW) de las superficies de pared (24), que en cada caso también se extienden en una dirección orientada de manera paralela al eje de pivotado (HS),
- un fondo (6), cuyas superficies de fondo asociadas al espacio interior hueco del molde (10) reflejan la terminación en el lado del fondo de la pieza de fundición,
y
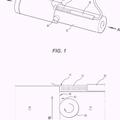
- una artesa (15), que en su lado de entrada para el vertido de la masa fundida de metal en la artesa (15) y en un lado de salida que topa con el lado de entrada y con el fondo de la artesa (15) está abierta respectivamente por lo menos por secciones, a través de la que la masa fundida de metal cargada en la artesa (15) fluye desde la artesa (15) al interior del molde de fundición (5) durante la operación de fundición,
estando dispuesta la artesa (15) de tal manera junto al molde de fundición (5) que su lado de salida (16) queda adyacente a la tapa (9) del molde de fundición (5) y el fondo (18) de la artesa (15) está asociado a la pared lateral de referencia (7), solapándose la abertura de entrada (13) del molde de fundición (5) y la sección abierta del lado de salida (16) por lo menos mutuamente,
caracterizado por las siguientes etapas de trabajo:
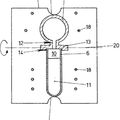
- hacer pivotar el molde de fundición (5) a una posición de carga, en la que el plano principal (HE) de la pared lateral de referencia (7) forma, con el nivel del baño (BS) de una porción de masa fundida de metal (S) que se va a cargar en la artesa (15), un ángulo ß1 que es menor de 180°, y el nivel del baño (BS) de la porción de masa fundida de metal (S) que se va a cargar en la artesa (15) se encuentra por debajo de la abertura de llenado (13) del molde de fundición (5);
- llenar la artesa (15) colocada en la posición de llenado con una porción de masa fundida de metal (S) suficiente para llenar el molde de fundición (5);
y
- hacer pivotar el molde de fundición (5) junto con la artesa (15) dispuesta junto al mismo alrededor del eje de pivotado (HS) en una dirección de pivotado en la que, debido al pivotado, la masa fundida de metal (S) fluye desde el artesa (15) al interior del molde de fundición (5), continuando el pivotado hasta que se haya alcanzado una posición final, en la que el molde de fundición (5) se ha llenado con la masa fundida de metal (S), y siendo el ángulo ß1 formado entre el plano principal (HE) de la pared lateral de referencia (7) y el nivel del baño (BS) de la porción de masa fundida de metal (S) respectiva contenida dentro de la artesa (15) siempre más pequeño que 180°, por lo menos hasta que la masa fundida que fluye al interior del molde de fundición (5) alcanza el fondo (6) del molde de fundición (5).
Tipo: Patente Internacional (Tratado de Cooperación de Patentes). Resumen de patente/invención. Número de Solicitud: PCT/EP2014/076292.
Solicitante: Nemak, S.A.B. de C.V.
Nacionalidad solicitante: México.
Dirección: Libramiento Arco Vial Km. 3.8 66000 García, Nuevo León MEXICO.
Inventor/es: CALIN,LIVIU, IRAUSCHEK,FRIEDRICH, HARTL,WALTER, MANN,REINHARD.
Fecha de Publicación: .
Clasificación Internacional de Patentes:
- B22D23/00 TECNICAS INDUSTRIALES DIVERSAS; TRANSPORTES. › B22 FUNDICION; METALURGIA DE POLVOS METALICOS. › B22D COLADA DE METALES; COLADA DE OTRAS MATERIAS POR LOS MISMOS PROCEDIMIENTOS O CON LOS MISMOS DISPOSITIVOS (trabajo de materias plásticas o sustancias en estado plástico B29C; tratamientos metalúrgicos, empleo de sustancias específicas que se añaden al metal C21, C22). › Procedimientos de colada no previstos en los grupos B22D 1/00 - B22D 21/00 (fabricación de polvos metálicos por colada B22F 9/08; soldadura aluminotérmica B23K 23/00; refusión de metales C22B 9/16).
PDF original: ES-2634203_T3.pdf
Patentes similares o relacionadas:
EQUIPO DE MOLDEO, del 1 de Marzo de 2019, de GIMENEZ BLASCO, Maria: El equipo de moldeo comprende al menos un bastidor con una tapa destinada a fijar una primera parte de un molde y con una mesa , configurada para poder unirse […]
 Procedimiento y dispositivo para la fundición de una pieza de fundición, del 27 de Febrero de 2019, de Nemak, S.A.B. de C.V: Procedimiento para la fundicion de una pieza de fundicion de acuerdo con el principio de fundicion basculante, en el que el metal fundido se vierte desde por lo menos […]
Procedimiento y dispositivo para la fundición de una pieza de fundición, del 27 de Febrero de 2019, de Nemak, S.A.B. de C.V: Procedimiento para la fundicion de una pieza de fundicion de acuerdo con el principio de fundicion basculante, en el que el metal fundido se vierte desde por lo menos […]
 Procedimiento de formación de un tubo sin soldadura de titanio y/o de aleaciones de titanio, del 2 de Enero de 2019, de Future Titanium Technology Pty Ltd: Un procedimiento de formación de secciones de tubo de titanio o de aleación de titanio sin soldadura, comprendiendo el procedimiento las etapas de:
[…]
Procedimiento de formación de un tubo sin soldadura de titanio y/o de aleaciones de titanio, del 2 de Enero de 2019, de Future Titanium Technology Pty Ltd: Un procedimiento de formación de secciones de tubo de titanio o de aleación de titanio sin soldadura, comprendiendo el procedimiento las etapas de:
[…]
Dispositivo y su uso, así como canal de colada para la colada por basculamiento de componentes, del 7 de Junio de 2017, de KSM CASTINGS GMBH: Dispositivo para la colada de componentes, preferentemente de metal ligero, según el principio de la colada por basculamiento, con un molde de colada que […]
Procedimiento para la colada de una pieza de fundición, del 9 de Noviembre de 2016, de Fill Gesellschaft m.b.H: Procedimiento para la colada de una pieza de fundición según el principio de colada por basculamiento, en el que una masa fundida metálica se trasvasa desde al menos […]
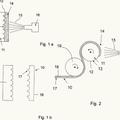 Lámina de reducción de la fricción y procedimiento para su fabricación, del 2 de Marzo de 2016, de Airbus Defence and Space GmbH: Procedimiento para la fabricación de una lámina metálica de reducción de la fricción por medio de estructura estratificada, en el que la lámina […]
Lámina de reducción de la fricción y procedimiento para su fabricación, del 2 de Marzo de 2016, de Airbus Defence and Space GmbH: Procedimiento para la fabricación de una lámina metálica de reducción de la fricción por medio de estructura estratificada, en el que la lámina […]
Procedimiento de producción de un componente de motor y componente de motor, del 30 de Noviembre de 2015, de FEDERAL-MOGUL NURNBERG GMBH: Procedimiento de producción de un componente de motor, en particular de un émbolo para un motor de combustión, en el que se cuela una aleación […]
 PROCEDIMIENTO PARA FABRICAR UNA PLURALIDAD DE COMPONENTES, EN PARTICULAR COMPUESTOS DE ALUMINURO DE TITANIO, Y DISPOSITIVO PARA LLEVAR A CABO ESTE PROCEDIMIENTO, del 22 de Octubre de 2010, de ALD VACUUM TECHNOLOGIES GMBH: Procedimiento para fabricar una pluralidad de componentes, en particular compuestos de un aluminuro de titanio, en el cual una masa fundida del material […]
PROCEDIMIENTO PARA FABRICAR UNA PLURALIDAD DE COMPONENTES, EN PARTICULAR COMPUESTOS DE ALUMINURO DE TITANIO, Y DISPOSITIVO PARA LLEVAR A CABO ESTE PROCEDIMIENTO, del 22 de Octubre de 2010, de ALD VACUUM TECHNOLOGIES GMBH: Procedimiento para fabricar una pluralidad de componentes, en particular compuestos de un aluminuro de titanio, en el cual una masa fundida del material […]