Procedimiento para la fabricación de un inserto roscado con rosca interior y exterior e inserto roscado.
Procedimiento para la fabricación de un inserto roscado con rosca interior y exterior que tienen pasos de roscadistintos o iguales,
en el que el inserto roscado se conforma previamente en un lado con el perfil de la rosca exterior(11) y en su otro lado con el perfil de la rosca interior (12), caracterizado porque el inserto roscado se enrolla apartir de una banda perfilada (13) conformada previamente con los correspondientes perfiles roscados.
Tipo: Patente Internacional (Tratado de Cooperación de Patentes). Resumen de patente/invención. Número de Solicitud: PCT/EP2008/007829.
Solicitante: LUDWIG HETTICH & CO..
Nacionalidad solicitante: Alemania.
Dirección: Dr. Kurt-Steim-Strasse 28 78713 Schramberg-Sulgen ALEMANIA.
Inventor/es: HETTICH, ULRICH, HETTICH, STEFAN.
Fecha de Publicación: .
Clasificación Internacional de Patentes:
- B21H3/00 TECNICAS INDUSTRIALES DIVERSAS; TRANSPORTES. › B21 TRABAJO MECANICO DE LOS METALES SIN ARRANQUE SUSTANCIAL DE MATERIAL; CORTE DEL METAL POR PUNZONADO. › B21H FABRICACION DE ARTICULOS METALICOS ESPECIALES POR LAMINADO, p. ej. TORNILLOS, RUEDAS, ANILLOS, CILINDROS, BOLAS (principalmente a partir de chapas B21D). › Fabricación de cuerpos helicoidales o de cuerpos con ciertas partes en forma helicoidal (engranajes helicoidales B21H 5/00; curvado en hélice de fleje o similar B21D 11/06; formación de tubos o de paredes de tubos en forma de hélice B21D 15/04).
- B21K1/56 B21 […] › B21K FABRICACION DE ARTICULOS METÁLICOS FORJADOS O PRENSADOS, p. ej. HERRADURAS, REMACHES, BULONES O RUEDAS (fabricación de artículos especiales por trabajo de las hojas metálicas sin arranque sustancial de material B21D; Trabajo de alambre B21F; fabricación de alfileres, agujas o clavos B21G; fabricación de artículos especiales por laminado B21H; máquinas de forjar, prensar, martillar en general B21J; fabricación de cadenas B21L; chapado B23K). › B21K 1/00 Fabricación de elementos de máquinas. › de elementos fileteados.
- F16B33/02 MECANICA; ILUMINACION; CALEFACCION; ARMAMENTO; VOLADURA. › F16 ELEMENTOS O CONJUNTOS DE TECNOLOGIA; MEDIDAS GENERALES PARA ASEGURAR EL BUEN FUNCIONAMIENTO DE LAS MAQUINAS O INSTALACIONES; AISLAMIENTO TERMICO EN GENERAL. › F16B DISPOSITIVOS PARA UNIR O BLOQUEAR LOS ELEMENTOS CONSTRUCTIVOS O LAS PARTES DE LAS MAQUINAS, p. ej. CLAVOS, CLAVIJAS, TUERCAS, TORNILLOS, BULONES, ANILLOS QUE FORMAN RESORTE, ABRAZADERAS, BRIDAS, GRAPAS, CUÑAS; UNIONES O ARTICULACIONES (acoplamientos para la transmisión de mecanismos de rotación F16D). › F16B 33/00 Características comunes a los bulones y a las tuercas (clavijas para paredes F16B 13/00). › Forma del roscado; Perfiles de roscado particulares (usados como bloqueo de tornillos F16B 39/30).
- F16B37/12 F16B […] › F16B 37/00 Tuercas o piezas similares con entradas de rosca (clavijas para paredes F16B 13/00). › con superficies de entrada de rosca formadas por introducción de muelles en espiral, discos o análogos; Piezas independientes de bobinado de alambre usadas como bulones; Forma del roscado dentro de agujeros.
PDF original: ES-2398996_T3.pdf
Fragmento de la descripción:
Procedimiento para la fabricación de un inserto roscado con rosca interior y exterior e inserto roscado La invención se refiere a un procedimiento para la fabricación de un inserto roscado con rosca interior y exterior que tienen respectivamente paso de rosca y número de vueltas de rosca libremente seleccionable, así como a un inserto roscado. Los insertos roscados conocidos de este tipo (documentos US 3.687.181A, US 2007/009341A1) se generan mediante el giro de un material plano conformado previamente en ambos lados con los correspondientes perfiles roscados alrededor de un eje que discurre en dirección longitudinal del inserto roscado, quedando una junta longitudinal.
Los insertos roscados de este tipo se usan como elementos de unión para la generación de uniones de piezas de diversos materiales, como uniones de acero con plástico, acero con aluminio o acero con madera. Los insertos roscados tanto pueden incrustarse o insertarse en la fabricación de piezas como pueden introducirse posteriormente para fines de reparación.
Se conocen y se usan casquillos roscados macizos con rosca interna y externa con pasos de rosca libremente seleccionables en forma estructural de una entrada o de múltiples entradas. Los casquillos roscados de este tipo pueden adaptarse de manera ideal a los requerimientos en pares de materiales distintos. Sin embargo, la fabricación mediante mecanizado con desprendimiento de viruta es sumamente costosa y está cargada de desechos debido a los grandes volúmenes de viruta que se producen.
Además se conocen insertos roscados enrollados a partir del alambre perfilado, por ejemplo con la denominación comercial HELICOIL. En tales insertos roscados, el paso de la rosca exterior es forzosamente igual al paso de la rosca interior. La fabricación de tales insertos roscados es considerablemente más económica. Sin embargo su uso está limitado, debido a los pasos de rosca iguales de roscas internas y externas, ya que una unión generada con ello es resistente sólo de manera limitada.
La invención se basa en el objetivo de crear un procedimiento para la fabricación de un inserto roscado del tipo descrito anteriormente así como un inserto roscado que por un lado pueda fabricarse de manera económica y que por otro lado pueda usarse de manera no limitada para todos los objetivos de unión concebibles.
Para la solución de este objetivo sirven un procedimiento según la reivindicación 1 y un inserto roscado según la reivindicación 7.
Ciertas configuraciones ventajosas de la invención están indicadas en las reivindicaciones dependientes.
Es esencial para la invención el conocimiento de que un inserto roscado enrollado a partir de una banda perfilada, perfilada en ambos lados, con el perfil de rosca exterior deseado en el lado exterior y el perfil de rosca interior deseado en el lado interior puede cumplir completamente los requisitos de todas las variantes de aplicación en cuanto a la fabricación, resistencia y durabilidad de la unión.
También es concebible que la rosca exterior y la rosca interior tengan dirección de vuelta opuesta, o sea una está configurada con vuelta a la izquierda y la otra con vuelta a la derecha.
Con pasos distintos de roscas interiores y roscas exteriores ha de procurarse que una vuelta de enrollamiento de la banda perfilada corresponda al múltiplo en números enteros de las vueltas de rosca. Esto se garantiza mediante la configuración de la invención según las reivindicaciones 5 y 11.
En un sistema de coordenadas X, Y relacionado con la banda perfilada están indicados en las reivindicaciones 6 y 12 los ángulos de paso para la rosca exterior y para la rosca interior de forma general, que han de seleccionarse para el respectivo perfil de rosca en la banda perfilada. El inserto roscado puede estar fabricado, aparte de los metales usuales, al menos parcialmente también de plástico.
Para facilitar una ranura de rosca sin problemas con la parte roscada del inserto roscado enrollado de manera acabada, es ventajoso cuando en la zona de la punta roscada incluyendo de una a dos vueltas de la rosca exterior en la siguiente zona del vástago, la banda perfilada está fabricada de un material especialmente adecuado para la ranura de rosca, tal como un acero templable, y en la zona de transferencia de carga del siguiente vástago está fabricada de un acero inoxidable. Esto permite un procedimiento según la reivindicación 3.
Partiendo de una banda perfilada según la invención pueden fabricarse insertos roscados de cualquier longitud de manera rápida y económica, preferentemente de materiales metálicos de todo tipo, mediante enrollamiento y múltiple separación posterior de manera perpendicular al eje de enrollamiento.
Con el procedimiento según la invención puede variarse así el ángulo de paso de enrollamiento durante el enrollamiento de la banda perfilada, tal como se ha propuesto esto por la parte solicitante en la patente alemana 10 2007 035 183.
El procedimiento según la presente invención permite la fabricación al menos de vástagos roscados más largos de manera más económica que la fabricación mediante mecanizado con desprendimiento de viruta del material macizo. A este respecto podría ajustarse la anchura de la banda perfilada al paso más pequeño de la rosca exterior.
En el procedimiento según la invención no se produce prácticamente ningún desecho en la fabricación, dado que todas las etapas de trabajo esenciales se realizan mediante conformado y no mediante mecanizado con desprendimiento de viruta.
La invención se explica en más detalle a continuación por medio de dibujos esquemáticos de ejemplos de realización con detalles adicionales. Muestran:
las figuras 1 a 4 una primera realización de un inserto roscado según la invención, concretamente la figura 1 una vista lateral,
la figura 2 una vista frontal observada desde el lado de cabeza del inserto roscado,
la figura 3 una parte de un inserto roscado alargado según la primera realización,
la figura 4 un corte según la línea IV-IV en la figura 3;
las figuras 5 a 7 una segunda realización según la invención, concretamente la figura 5 una vista lateral de un inserto roscado según la segunda realización,
la figura 6 una vista lateral de la parte de un inserto roscado alargado según la segunda realización,
la figura 7 un corte según la línea VII-VII en la figura 6; las figuras 8 y 9 una tercera realización de un inserto roscado según la invención, concretamente la figura 8 una vista lateral de una parte del inserto roscado según la tercera realización, y
la figura 9 un corte similar a la figura 7 del inserto roscado según las figura 8;
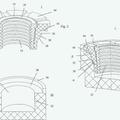
las figuras 10 a 12 vistas en perspectiva de tres insertos roscados distintos según la invención, concretamente la figura 10 un inserto roscado según la figura 1,
la figura 11 un inserto roscado según la figura 5 y
la figura 12 un inserto roscado según la figura 8. A continuación significan:
índice 0 -banda perfilada,
índice 1 -rosca exterior,
índice 2 -rosca interior,
R -radio del eje neutro de la sección transversal del inserto roscado, con el que se vuelve cero el esfuerzo de
flexión, g1, g2 -número de vueltas de la rosca exterior o interior, p0 -paso de enrollamiento de la banda perfilada, p1, p2 -paso de rosca de la rosca exterior o interior, n1, n2 -número de vueltas de la rosca exterior o interior por la longitud del paso de enrollamiento p0, β0 -ángulo de paso de enrollamiento de la banda perfilada en un sistema de coordenadas X0, Y0 relacionado
con el eje A del inserto roscado,
β1’, β2’ -ángulo de paso de rosca de rosca interior/exterior en sistemas de coordenadas X1’, Y1’ y X2’, Y2’
relacionados con la banda perfilada, en el que ejes Y’1, 2 discurren respectivamente de manera paralela a la dirección longitudinal de la banda y los ejes X’1, 2 discurren respectivamente en dirección de la anchura de la banda. A continuación se describen tres realizaciones de un inserto roscado según la invención. Para las tres realizaciones se aplican las siguientes consideraciones y fórmulas.
Con valores predeterminados para el paso de enrollamiento p0 y el radio R del eje neutro se calcula el ángulo de paso β0 del paso de enrollamiento en Con ello resulta la anchura la anchura b de la banda perfilada de El paso de enrollamiento p0 puede representarse como múltiplo de los pasos de rosca p1 de la rosca exterior y p2 de la rosca interior:
Una banda perfilada con ranuras previstas en la misma para una rosca exterior y una... [Seguir leyendo]
Reivindicaciones:
1. Procedimiento para la fabricación de un inserto roscado con rosca interior y exterior que tienen pasos de rosca distintos o iguales, en el que el inserto roscado se conforma previamente en un lado con el perfil de la rosca exterior
(11) y en su otro lado con el perfil de la rosca interior (12) , caracterizado porque el inserto roscado se enrolla a partir de una banda perfilada (13) conformada previamente con los correspondientes perfiles roscados.
2. Procedimiento según la reivindicación 1, caracterizado porque la banda perfilada se conforma previamente a partir de al menos una chapa metálica.
3. Procedimiento según la reivindicación 2, caracterizado porque la banda perfilada se conforma previamente a partir de dos chapas que están compuestas por un acero templable en la zona de la punta roscada del inserto roscado y un acero inoxidable en la zona de transferencia de carga del inserto roscado, en el que las dos chapas de acero se unen entre sí antes del enrollamiento mediante ensamblaje, particularmente soldadura.
4. Procedimiento según una de las reivindicaciones 1 a 3, caracterizado porque la banda perfilada se enrolla en la zona roscada del inserto roscado con un estrechamiento cónico (14) .
5. Procedimiento según una de las reivindicaciones 1 a 4, caracterizado porque los pasos de rosca (p1, p2) de la rosca exterior y de la rosca interior con respecto al paso de enrollamiento (p0) tienen la siguiente relación:
en la que son n1 = el número de vueltas de la rosca exterior sobre la longitud del paso de enrollamiento p0, n2 = el número de vueltas de la rosca interior sobre la longitud del paso de enrollamiento p0 yn1, n2 son números enteros.
6. Procedimiento según una de las reivindicaciones 1 a 5, caracterizado porque el ángulo de paso β1’ para la rosca exterior y el ángulo de paso β2’ para la rosca interior respectivamente en sistemas de coordenadas X’1, 2, Y’1, 2 relacionados con la banda perfilada resultan de las relaciones
en las que son R = el radio del eje neutro del inserto roscado β1’ = el ángulo de paso de la rosca exterior β2’ = el ángulo de paso de la rosca interior.
7. Inserto roscado con rosca interior y exterior que tienen pasos de rosca distintos o iguales, en el que el inserto roscado está conformado previamente en un lado con el perfil de la rosca exterior (11; 21; 31) y en su otro lado con el perfil de la rosca interior (12; 22; 32) , caracterizado porque el inserto roscado representa un enrollamiento a partir de una banda perfilada (13; 23; 33) conformada previamente con los correspondientes perfiles roscados.
8. Inserto roscado según la reivindicación 7, caracterizado porque el paso de enrollamiento (p0) de la banda perfilada (13; 23) es igual que el paso de rosca (p1) de la rosca exterior (11; 21) o el paso de rosca (p2) de la rosca interior (12; 22) .
9. Inserto roscado según la reivindicación 7, caracterizado porque el paso de enrollamiento de la banda perfilada
(33) y el paso de rosca de la rosca exterior (31) y/o el paso de rosca de la rosca interior (32) son distintos.
10. Inserto roscado según una de las reivindicaciones 7 a 9, caracterizado porque la anchura (b) de la banda perfilada con un ángulo de paso de enrollamiento resulta de con p0 = paso de enrollamiento, β0 = ángulo de paso de enrollamiento en un sistema de coordenadas X0, Y0 relacionado con el eje A del inserto roscado y con R = radio del eje neutro.
11. Inserto roscado según una de las reivindicaciones 7 a 10, caracterizado porque los pasos de rosca (p1, p2) de la rosca exterior y de la rosca interior con respecto al paso de enrollamiento (p0) tienen la siguiente relación:
en la que son 10 n1 = el número de vueltas de la rosca exterior sobre la longitud del paso de enrollamiento p0, n2 = el número de vueltas de la rosca interior sobre la longitud del paso de enrollamiento p0 yn1, n2 son números enteros.
12. Inserto roscado según una de las reivindicaciones 7 a 11, caracterizado porque el ángulo de paso β1’ para la rosca exterior y el ángulo de paso β2’ para la rosca interior respectivamente en sistemas de coordenadas X’1, 2, Y’1, 2 15 relacionados con la banda perfilada resultan de las relaciones en la que son R = el radio del eje neutro del inserto roscado β1’ = el ángulo de paso de la rosca exterior β2’ = el ángulo de paso de la rosca interior.
Patentes similares o relacionadas:
Inserto roscado de alambre con un muñón de montaje que puede recurvarse, así como su fabricación e instalación, del 1 de Julio de 2020, de BOLLHOFF VERBINDUNGSTECHNIK GMBH: Inserto roscado de alambre para el montaje en una rosca receptora (A) de un componente (B), que presenta las siguientes características: a. una hélice cilíndrica […]
Estructura helicoidal para un inserto roscado, del 24 de Junio de 2020, de Ludwig Hettich Holding GmbH & Co. KG: Estructura helicoidal para la transmisión de un momento de fuerza a un casquillo de inserto roscado , que presenta una rosca exterior y opcionalmente […]
Tuerca de inserción, unidad de fijación que incluye la tuerca de inserción y cartucho de proceso que utiliza la unidad de fijación, del 8 de Abril de 2020, de CANON KABUSHIKI KAISHA: Tuerca de inserción fabricada de metal, que está configurada para ser introducida en un sustrato fabricado de resina, comprendiendo […]
Casquillo previsto para conectar una raíz de pala de una pala de turbina eólica directa o indirectamente a un repartidor de una turbina, del 18 de Marzo de 2020, de Viventus Holding B.v: El casquillo para conectar una raíz de pala de una pala de turbina eólica directa o indirectamente a un repartidor de una turbina, comprendiendo […]
Dispositivo de bloqueo para sujetar un elemento de desgaste, del 5 de Febrero de 2020, de METALOGENIA RESEARCH & TECHNOLOGIES S.L: Dispositivo de bloqueo para sujetar una pieza de desgaste sobre un soporte para excavadoras y máquinas similares, que comprende: - un elemento de bloqueo […]
Dispositivo de bloqueo para sujetar un elemento de desgaste en un soporte en una máquina de movimiento de tierras, del 4 de Diciembre de 2019, de METALOGENIA RESEARCH & TECHNOLOGIES S.L: Dispositivo de bloqueo para sujetar un elemento de desgaste en un soporte en una máquina de movimiento de tierras, que comprende: - un eje central […]
Tornillo auto-roscable con espiral de rosca separada y diferentes pasos angulares parciales, del 11 de Septiembre de 2019, de HILTI AKTIENGESELLSCHAFT: Tornillo formador de rosca con una caña , que presenta en una zona delantera de la caña una punta para la introducción en un taladro […]
 Elemento soldable por fricción y método para unir el elemento soldable por fricción a un alojamiento, del 3 de Octubre de 2018, de BOLLHOFF VERBINDUNGSTECHNIK GMBH: Elemento soldable por fricción que se puede sujetar por medio de un método de soldadura por fricción en un canal de un alojamiento […]
Elemento soldable por fricción y método para unir el elemento soldable por fricción a un alojamiento, del 3 de Octubre de 2018, de BOLLHOFF VERBINDUNGSTECHNIK GMBH: Elemento soldable por fricción que se puede sujetar por medio de un método de soldadura por fricción en un canal de un alojamiento […]