Cabezal extrusor así como procedimiento de extrusión.
Cabezal extrusor para la fabricación de una preforma de varias capas en forma de manguera de un materialtermoplástico reblandecido,
con por lo menos una banda de visualización de material traslúcido, que transcurre en ladirección de extrusión, con por lo menos dos vías de alimentación para la alimentación del material plastificadoprocedente de varias extrusoras hacia una disposición de canales anulares, con un intersticio anular de una tobera deintersticio anular dispuesta a continuación de la disposición de canales anulares, eventualmente estando intercalado unespacio acumulador anular, con por lo menos un orificio de canal de fluencia que desemboca en la disposición de canalesanulares para la incorporación de la banda de visualización, comprendiendo la disposición de canales anulares unoscanales anulares (3a, b, c) dispuestos concéntricos entre sí, que forman unas vías de fluencia independientes entre sípara las distintas capas (10a, b, c) del preformado, caracterizado porque el orificio del canal de fluencia (8) desembocaen el respectivo canal anular (3b), corriente arriba del intersticio anular (7) y/o de un espacio acumulador anular (15) en lazona de la separación de las vías de fluencia.
Tipo: Patente Europea. Resumen de patente/invención. Número de Solicitud: E04002867.
Solicitante: KAUTEX MASCHINENBAU GMBH.
Nacionalidad solicitante: Alemania.
Dirección: KAUTEXSTRASSE 54 53229 BONN ALEMANIA.
Inventor/es: BALZER, MARTIN, KLUSENER, PETER, PAPPERT, MICHAEL, STEHR, ROGER, DÖHMEN,WILLI, ECKERSKORN,HEINZ-WERNER, FORST,LUTZ.
Fecha de Publicación: .
Clasificación Internacional de Patentes:
- B29C47/04
- B29C47/06
- B29C47/22
- B29C49/04 TECNICAS INDUSTRIALES DIVERSAS; TRANSPORTES. › B29 TRABAJO DE LAS MATERIAS PLASTICAS; TRABAJO DE SUSTANCIAS EN ESTADO PLASTICO EN GENERAL. › B29C CONFORMACIÓN O UNIÓN DE MATERIAS PLÁSTICAS; CONFORMACIÓN DE MATERIALES EN ESTADO PLÁSTICO, NO PREVISTA EN OTRO LUGAR; POSTRATAMIENTO DE PRODUCTOS CONFORMADOS, p. ej. REPARACIÓN (fabricación de preformas B29B 11/00; fabricación de productos estratificados combinando capas previamente no unidas para convertirse en un producto cuyas capas permanecerán unidas B32B 37/00 - B32B 41/00). › B29C 49/00 Moldeo por soplado, es decir, soplando una preforma o un parisón en un molde por obtener la forma deseada; Aparatos a este efecto. › Moldeo por extrusión-soplado.
PDF original: ES-2419162_T3.pdf
Fragmento de la descripción:
Cabezal extrusor así como procedimiento de extrusión La invención se refiere a un cabezal extrusor para la fabricación de una preforma de varias capas en forma de manguera de un material termoplástico reblandecido, con por lo menos una banda de visualización de material translucido que transcurre en la dirección de extrusión, con por lo menos dos vías de alimentación para la alimentación del material plastificado procedente de varias extrusoras hacia una disposición de canales anulares, con un intersticio anular de una tobera de intersticio anular dispuesta a continuación de la disposición de canales anulares, estando intercalado eventualmente un espacio acumulador anular, con por lo menos un orificio de canal de fluencia que desemboca en la disposición de canales anulares para la incorporación de la banda de visualización.
La invención se refiere además a un procedimiento para la extrusión de una preforma de capas múltiples en forma de manguera a base de un material termoplástico reblandecido.
Un cabezal extrusor de la clase citada inicialmente se conoce por ejemplo por el documento WO 98/08668. En esta publicación se describe un recipiente a modo de barril de plástico con una banda de visualización de plástico traslúcido que se extiende en la pared de éste en dirección axial, así como a un dispositivo para su fabricación.
Un cabezal extrusor similar a la clase citada inicialmente, pero en el cual el orificio del canal de fluencia no desemboca en el sistema de canales anulares sino en el intersticio anular dispuesto a continuación, se da a conocer en el documento EP 0 575 039 A1. En esta publicación se describe un cabezal extrusor para la fabricación de varias preformas de capas múltiples en forma de manguera, con el cual se pueden producir unos productos extruidos casi idénticos de cada una de las estaciones de extrusión del cabezal.
Se da a conocer además en el documento WO 02/085602 A1 un cabezal de extrusión sin tobera de intersticio anular. En esta publicación se describe un procedimiento para la fabricación de un flujo de masa fundida en forma de columna, eventualmente de capas múltiples en el que la columna extruida de plástico se introduce en un molde hueco con un perfil superficial predeterminado. La columna es hueca para poder incorporar eventualmente otros componentes en la columna extruida. Además se genera en el centro de la columna una presión de aire positiva para asegurar la columna impidiendo que se colapse.
La fabricación de contenedores de plástico por el procedimiento de soplado por extrusión, con bandas de visualización que se extiendan en su dirección longitudinal, ya es conocida generalmente, tanto para contenedores de una sola capa como también en contenedores realizados con capas múltiples. En el caso de contenedores moldeados por soplado por extrusión realizados de una sola capa se inyecta generalmente en el cabezal de extrusión una banda de un material de otro color o transparente, a través de un orificio de canal de fluencia que se extiende en dirección transversal a la de extrusión. Esta inyección tiene lugar junto con una separación del producto extruido en el cabezal de extrusión. Corriente abajo del punto de alimentación se vuelven a unir los flujos parciales, teniendo lugar la soldadura de la masa fundida.
Los cordones de soldadura que transcurren en dirección axial entre los diferentes flujos parciales de producto extruido son puntos débiles del contenedor terminado, que en el caso de embalajes pequeños y ligeros se pueden admitir.
El control óptico del nivel de llenado del contenido del contenedor no es deseable únicamente para contenedores reducidos. Esto se refiere por ejemplo a los llamados “IBCs” (Intermediate Bulk Container) y bidones.
El control del nivel de llenado del material cargado no presenta entonces problemas si estos contenedores están fabricados de un material más o menos traslúcido. Pero a menudo es sin embargo necesario, tal como se propone en el documento WO 98/08668, dotar a tales contenedores a modo de bidón de un entintado, que sirve por ejemplo como protección contra la radiación UV, o que trata de hacer eléctricamente conductor al contenedor como protección contra cargas electroestáticas. Tales contenedores se fabrican generalmente con una pared de varias capas, donde únicamente está teñida la capa exterior, que por lo general es la más delgada.
Para asegurar también en tales contenedores un control óptico del nivel de llenado se propone en el documento WO 98/08668, prever únicamente en las capas exteriores teñidas del recipiente coextruido una banda de visualización de plástico traslúcido. Esto tiene especialmente la ventaja de que no es necesario efectuar la hendidura del producto extruido durante la extrusión en la zona de la capa interior que es la que le confiere la estabilidad al contenedor.
Para realizar este procedimiento conocido se prevé en el documento WO 98/08668 el empleo de un cabezal acumulador con un espacio acumulador anular que se ensancha en forma de embudo. En el embudo del cabezal acumulador están previstos tres distribuidores anulares que están conectados respectivamente a una extrusora con distintas masas fundidas de plástico. Los distribuidores anulares desembocan en un canal anular situado previamente a la tobera o al intersticio de la tobera en el cual se reúnen los productos producto extruidos. En este canal anular se alimenta por debajo de la desembocadura de todos los distribuidores anulares la masa fundida de plástico traslúcida a través de un orificio de canal de fluencia, y precisamente de modo que la banda de visualización solamente atraviese las dos capas exteriores del total de tres capas del producto coextruido. Estas dos capas exteriores consisten en una capa exterior teñida y de una capa interior de material reciclado. La alimentación tiene lugar a través de un cuerpo director de flujo que se extiende por lo menos hasta la masa fundida de plástico que forma la capa interior de la preforma.
La disposición antes descrita adolece del inconveniente de que no se puede fijar con exactitud el límite entre las capas de la banda de visualización traslúcida con relación a la estructura de tres capas del producto extruido. Con el fin de asegurar que la masa fundida de plástico transparente atraviesa totalmente las dos capas exteriores, es necesario según las circunstancias situar el cuerpo director del flujo con relación al eje longitudinal del cabezal extrusor con una orientación radial hacia el interior, colocándolo de tal modo que quede rodeado, aunque solo escasamente, por el producto extruido de la capa interior. Esto significa una reducción del espesor de pared de la capa interior cerrada sobre sí misma en esta zona, que trae consigo una pérdida de estabilidad del contenedor.
Si el cuerpo director del flujo no se extiende completamente a través de las dos capas exteriores, da lugar a que sufra por ello la calidad de la banda de visualización. Realizar la extensión del cuerpo director del flujo exactamente en el plano de separación entre las capas interiores y exteriores apenas será posible o en todo caso lo será de forma casual. La realización antes descrita resulta especialmente inconveniente si se ha de modificar o variar el espesor de las distintas capas del preformado. Entonces es preciso efectuar en cada caso una adaptación de la profundidad de introducción del cuerpo director del flujo.
La invención se plantea por lo tanto el objetivo de proporcionar un cabezal extrusor de la clase citada inicialmente mediante el cual se eviten estos inconvenientes.
La invención se plantea además el objetivo de proporcionar un procedimiento de extrusión mediante el cual se pueda producir una preforma de capas múltiples con banda de visualización, en la cual esté exactamente definido el limite de la capa de visualización con relación a las otras capas.
Este objetivo se resuelve en primer lugar mediante un cabezal extrusor para la fabricación de una preforma de capas múltiples en forma de manguera, de un material plástico termoplástico reblandecido con por lo menos una banda de visualización de un material traslúcido que transcurre en la dirección de extrusión, con por lo menos dos vías de alimentación para alimentar plástico plastificado procedente de varias extrusoras hacia una disposición de canales anulares, con un intersticio anular de una tobera de intersticio anular dispuesta a continuación de la disposición de canales anulares, eventualmente intercalando un espacio acumulador anular, y con por lo menos un orificio de canal de fluencia que desemboca en la disposición de canales anulares para introducir la banda de visualización, estando caracterizado... [Seguir leyendo]
Reivindicaciones:
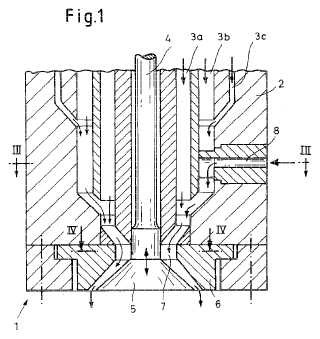
1. Cabezal extrusor para la fabricación de una preforma de varias capas en forma de manguera de un material termoplástico reblandecido, con por lo menos una banda de visualización de material traslúcido, que transcurre en la dirección de extrusión, con por lo menos dos vías de alimentación para la alimentación del material plastificado procedente de varias extrusoras hacia una disposición de canales anulares, con un intersticio anular de una tobera de intersticio anular dispuesta a continuación de la disposición de canales anulares, eventualmente estando intercalado un espacio acumulador anular, con por lo menos un orificio de canal de fluencia que desemboca en la disposición de canales anulares para la incorporación de la banda de visualización, comprendiendo la disposición de canales anulares unos canales anulares (3a, b, c) dispuestos concéntricos entre sí, que forman unas vías de fluencia independientes entre sí para las distintas capas (10a, b, c) del preformado, caracterizado porque el orificio del canal de fluencia (8) desemboca en el respectivo canal anular (3b) , corriente arriba del intersticio anular (7) y/o de un espacio acumulador anular (15) en la zona de la separación de las vías de fluencia.
2. Cabezal extrusor según la reivindicación 1, caracterizado porque el orificio del canal de fluencia (8) desemboca en el canal anular (3b) a través de un divisor del flujo (11) .
3. Cabezal extrusor según la reivindicación 2, caracterizado porque el divisor de flujo (11) está situado en un canal anular exterior (3b) , concretamente de modo que provoque una división completa en dirección axial del material extruido que atraviesa este canal anular.
4. Cabezal de extrusión según una de las reivindicaciones 1 a 3, caracterizado porque los canales anulares (3a, b, c) desembocan directamente en el intersticio anular (7) de la tobera del intersticio anular.
5. Cabezal de extrusión según una de las reivindicaciones 1 a 3, caracterizado porque antes del intersticio anular (7) está dispuesto un espacio acumulador anular (15) , y porque la disposición de canales anulares está realizada como parte de un émbolo anular (14) .
6. Cabezal de extrusión según una de las reivindicaciones 1 a 5, caracterizado porque la disposición de canales anulares comprende tres canales anulares (3a, b, c) , concretamente un canal anular interior (3a) y dos exteriores (3b, c) , estando reunidos los canales anulares exteriores (3b, c) corriente arriba de la desembocadura del canal anular interior (3a) en la tobera del intersticio anular.
7. Procedimiento para la extrusión de un preformado de varias capas en forma de manguera de un material termoplástico reblandecido con por lo menos una banda de un plástico diferente que transcurre en la dirección de extrusión, donde en un cabezal extrusor que comprende una tobera de intersticio anular se conducen varias capas de plástico concéntricas entre sí a través de una parte de la vía de extrusión, por unas vías de fluencia independientes entre sí, y caracterizado porque la banda se incorpora en una capa exterior, corriente arriba de la reunión de los flujos parciales coextruidos.
8. Procedimiento según la reivindicación 7, caracterizado porque como banda de un material de otra clase se incorpora una banda de visualización de plástico traslúcido.
9. Procedimiento según una de las reivindicaciones 7 u 8, caracterizado porque se coextruyen una capa portante interior (10a) y dos capas de recubrimiento exteriores (10b, c) , y porque la banda (9) se incorpora de tal modo que atraviese, al menos en parte, solo las capas de cubierta (10b, c) .
10. Procedimiento según una de las reivindicaciones 7 a 9, caracterizado porque la preforma se extruye de modo continuo.
11. Procedimiento según una de las reivindicaciones 7 a 9, caracterizado porque la preforma se extruye de modo discontinuo.
Patentes similares o relacionadas:
Recipiente multi volumen y procedimiento para el moldeo por soplado del recipiente, del 1 de Julio de 2020, de Corpack GmbH: Un recipiente multi volumen compuesto de un primer elemento y por lo menos un segundo elemento , en el que el primer elemento […]
Recipiente con bolsa interior, del 1 de Julio de 2020, de GAPLAST GMBH: Recipiente, que consiste en un recipiente exterior sustancialmente rígido y una bolsa interior ligeramente deformable, en el que el recipiente exterior y la bolsa interior consisten […]
Procedimiento para producir artículos huecos mediante un procedimiento de soplado con tiempo de ciclo reducido, del 27 de Mayo de 2020, de Plastron S.à.r.l: Procedimiento para producir artículos huecos mediante un procedimiento de soplado con tiempo de ciclo reducido y utilizando un agente de nucleación que mezcla […]
Cabezal de tubo de extrusión para el espumado continuo, del 13 de Mayo de 2020, de W. MULLER GMBH: Cabezal de extrusión para la fabricación de preformas tubulares a partir de plástico extruíble, las cuales están construidas a partir de al menos una primera […]
Procedimiento y dispositivo para la limpieza de un cabezal de extrusión, del 22 de Abril de 2020, de MAUSER-WERKE GMBH: Procedimiento para la limpieza de cabezales de extrusión en la extrusión de materiales termoplásticos, que se expulsan o extrusionan como preforma tubular de una […]
Recipiente con bolsa moldeada en el conjunto de válvula y proceso de fabricación correspondiente, del 22 de Abril de 2020, de Dow Global Technologies LLC: Un proceso que comprende: colocar una bolsa de manga en el conjunto de válvula (SBoV) en un aparato de molde de soplado que tiene dos moldes opuestos y móviles , […]
Sistema y proceso de envasado por soplado, llenado y sellado en frío, del 15 de Abril de 2020, de R.P. SCHERER TECHNOLOGIES, LLC: Un método para el envasado por soplado, llenado y sellado de un producto sensible al calor que está sujeto a la desnaturalización y/o precipitación en el caso de que el […]
Decoración en molde de un artículo y retirada de la decoración, del 1 de Abril de 2020, de ALPLA WERKE ALWIN LEHNER GMBH & CO. KG: Un proceso de decoración en molde para la fabricación de un artículo decorado que comprende las etapas de: - introducir un soporte con una decoración (3, 4, […]