SALIENTE DE MOLDEO PARA MOLDEAR UN TUBO FLEXIBLE DE LÁMINAS.
Saliente de moldeo para moldear un tubo flexible de láminas, con una envolvente saliente (44) como superficie de apoyo para una tira de material de envase (26) a introducir y con una pared de saliente (50) adyacente a la envolvente saliente (44) a lo largo de un canto de transformación (46) y que define una dirección axial (z) como superficie de apoyo para un tubo flexible de láminas (32) formado en el canto de transformación (46) a partir de la tira de material de envase (26),
con eje del tubo flexible dispuesto en dirección axial (z), caracterizado porque debajo del canto de transformación (46) en la pared de saliente (50) está previsto un orificio (52), que se puede conectar con una fuente de vacío, para la aspiración del tubo flexible de láminas (32) en la pared de saliente (50)
Tipo: Patente Internacional (Tratado de Cooperación de Patentes). Resumen de patente/invención. Número de Solicitud: PCT/EP2008/062659.
Solicitante: ROBERT BOSCH GMBH.
Nacionalidad solicitante: Alemania.
Dirección: POSTFACH 30 02 20 70442 STUTTGART ALEMANIA.
Inventor/es: FRULIO,Ralf.
Fecha de Publicación: .
Fecha Solicitud PCT: 23 de Septiembre de 2008.
Clasificación Internacional de Patentes:
- B65B61/08 TECNICAS INDUSTRIALES DIVERSAS; TRANSPORTES. › B65 TRANSPORTE; EMBALAJE; ALMACENADO; MANIPULACION DE MATERIALES DELGADOS O FILIFORMES. › B65B MAQUINAS, APARATOS, DISPOSITIVOS O PROCEDIMIENTOS DE EMBALAJE DE OBJETOS O MATERIALES; DESEMBALAJE (dispositivos para la colocación en paquetes y el prensado de puros A24C 1/44; dispositivos para tensar y fijar ataduras adaptadas para ser soportadas por el objeto u objetos a fijar B25B 25/00; colocación de cierres en botellas, tarros o recipientes análogos B67B 1/00 - B67B 6/00; limpieza, llenado y cierre simultáneo de botellas B67C 7/00; vaciado de botellas, jarras, latas, cubas, barriles o contenedores similares B67C 9/00). › B65B 61/00 Dispositivos accesorios diversos que operan sobre hojas, cintas, bandas, ataduras, receptáculos o paquetes, no previstos en otro lugar. › sirviéndose de láminas rotativas.
- B65B9/22 B65B […] › B65B 9/00 Encerrado sucesivo de objetos, de cantidades de materiales, p. ej. líquidos o semilíquidos, en bandas planas, plegadas o tubulares, hechas de hojas de materia flexible; División de los tubos flexibles llenados para formar paquetes. › Formando rebordes o salientes; Formadores de tubos.
Clasificación PCT:
- B65B9/22 B65B 9/00 […] › Formando rebordes o salientes; Formadores de tubos.
Países PCT: Austria, Bélgica, Suiza, Alemania, Dinamarca, España, Francia, Reino Unido, Grecia, Italia, Liechtensein, Luxemburgo, Países Bajos, Suecia, Mónaco, Portugal, Irlanda, Eslovenia, Finlandia, Rumania, Chipre, Lituania, Letonia, Ex República Yugoslava de Macedonia, Albania.
PDF original: ES-2358384_T3.pdf
Fragmento de la descripción:
Campo técnico
La presente invención se refiere a un saliente de moldeo para moldear un tubo flexible de láminas, con una envolvente saliente como superficie de apoyo para una tira de material de envase a introducir y con una pared de saliente adyacente a la envolvente saliente a lo largo de un canto de transformación y que define una dirección axial como superficie de apoyo para un tubo flexible de láminas formado en el canto de transformación a partir de la tira de material de envase, con eje del tubo flexible dispuestos en dirección axial. En el marco de la invención está también una máquina de formación de bolsas de tubo flexible con un saliente de moldeo de acuerdo con la invención.
Estado de la técnica
Se conoce a partir del documento US-A-6 006 501 una máquina de fabricación de bolsas de tubo flexible con salientes de moldeo del tipo mencionado al principio. En máquinas de este tipo, el producto a llenar cae desde una instalación de dosificación desde arriba en el tubo flexible de láminas creado a partir de un saliente de moldeo o un tubo de moldeo. Para la capacidad de las instalaciones es esencial en este caso la altura de caída, que debe recorrer el producto a llenar desde que sale de la instalación de dosificación hasta el envase, puesto que la velocidad de caída se determina sobre todo por la aceleración terrestre y no se puede elevar adicionalmente. Con esta finalidad, es ventajoso el empleo de los llamados salientes de moldeo, que presentan una altura de construcción especialmente baja. En este caso, la altura de construcción es tanto menor cuanto más empinado es el ángulo de entrada de las láminas, es decir, cuando más fuertemente se desvía la lámina en el canto de transformación, el llamado “collar”. Sin embargo, en el caso de ángulos de entrada muy empinados es un problema que la lámina no se extiende ya plana debido a la fuerte deformación, sino que tiende a la formación de ondas y de arrugas. Esto puede conducir a deterioros del material de envase (por ejemplo, delaminación), a costuras de sellado no herméticas debido a la formación de pliegues y a envases poco atractivos desde el punto de vista óptico. Este efecto se reduce a través del apoyo de la lámina desde el interior por medio de un tubo de dosificación, pero no se puede evitar de esta manera en el caso de ángulos de entrada muy empinados.
Existe el deseo de fabricar bolsas de tubo flexible estrechas y alargadas –la llamada bolsa “StickPack”- con alta potencia en el orden de magnitud de 100 ciclos / minuto. Para elevar todavía más la potencia, se realizan las máquinas StickPack de varias trayectorias, es decir, que las máquinas procesan varias tiras de material de envase sobre un número correspondiente de salientes de moldeo, de manera que se fabrican varios envases en paralelo.
Representación de la invención
La invención tiene el cometido de configurar un saliente de moldeo del tipo mencionado al principio de tal forma que se pueda incrementar adicionalmente la altura de construcción para la elevación de la capacidad de llenado sin los inconvenientes que resultan a partir de un ángulo de entrada más empinado sobre el comportamiento de la lámina después del canto de transformación.
A la solución del cometido de acuerdo con la invención conduce que debajo del canto de transformación en la pared de saliente está previsto un orificio, que se puede conectar con una fuente de vacío, para la aspiración del tubo flexible de láminas en la pared de saliente.
En una forma de realización preferida del saliente de moldeo de acuerdo con la invención están previstos una pluralidad de orificios.
A través de una presión negativa aplicada a través de los orificios entre la lámina y la pared de moldeo, la lámina es aspirada hacia la pared del saliente de moldeo y de esta manera avanza sin ondulaciones ni arrugas. A través del desarrollo liso se cuida el material de envase, de manera que se puede evitar, por ejemplo, una delaminación. De la misma manera, se evitan pliegues, que conducen a costuras no herméticas y a envases descuidados. A través de la acción de apoyo del vacío se puede prescindir en el caso individual de un tubo de dosificación que se apoya desde el interior.
Los orificios pueden ser primeros extremos de taladros o ranuras que pasan a través del saliente de moldeo, que desembocan con segundos extremos con preferencia en un canal colector que se puede conectar con un canal principal, de manera que el canal principal se puede conectar en una fuente de vacío.
Los orificios están dispuestos simétricamente a una línea, que se extiende en la dirección axial a través del punto más alto del borde de formación, dentro de una zona de superficie de la pared de saliente que está delimitada por a 1/3 de la línea circunferencial y que se extiende en la dirección axial desde el punto más alto del borde de formación hasta una distancia que corresponde a 1/3 de la distancia entre el punto más alto y el punto más bajo (P2) del borde de formación.
En el caso de utilización de un tubo de dosificación que se apoya desde el interior, normalmente es suficiente que los orificios estén dispuestos en una zona relativamente pequeña directamente debajo del canto de transformación. Sin embargo, si debe prescindirse de un tubo de dosificación, entonces los orificios deben disponerse esencialmente sobre toda la longitud del saliente de moldeo.
Los orificios presentan con preferencia un diámetro o bien una anchura de la ranura desde aproximadamente 0,5 hasta 3 mm.
El espacio intermedio entre los orificios ejerce una función de apoyo sobre la lámina que se apoya en el saliente de moldeo, mientras que la superficie total de los orificios influye sobre la fuerza de tracción que actúa sobre la lámina a través del vacío aplicado. Para una realización óptima del procedimiento es necesaria una relación adecuada entre el área del espacio intermedio y el área total de los orificios.
El área, que sirve como superficie de apoyo para la lámina, del espacio intermedio entre los orificios en la zona de los orificios representa con preferencia al menos el 40 %, en particular del 50 al 70 %, del área total de esta zona, que está constituida por el espacio intermedio y los orificios.
Las ventajas que resultan, entre otros, con el saliente de moldeo de acuerdo con la invención son las siguientes:
- altura de construcción baja, que implica altura de caída baja y capacidad alta de la máquina,
- tratamiento cuidadoso del material de envase, sin daños por delaminación,
- elevada hermeticidad y seguridad del proceso,
- elevada calidad óptica de los envases,
- se puede prescindir de un tubo de dosificación,
- se puede ajustar la presión de apoyo o bien presión negativa necesaria y de esta manera se puede optimizar el desarrollo de las láminas a través de una influencia sobre la fricción.
Breve descripción del dibujo Otras ventajas, características y detalles de la invención se deducen a partir de la descripción siguiente de ejemplos de realización preferidos así como con la ayuda del dibujo; éste muestra de forma esquemática lo siguiente:
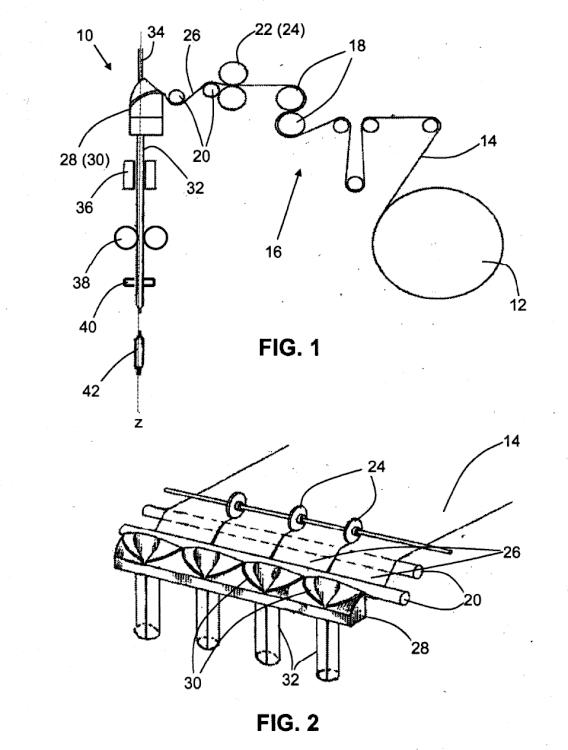
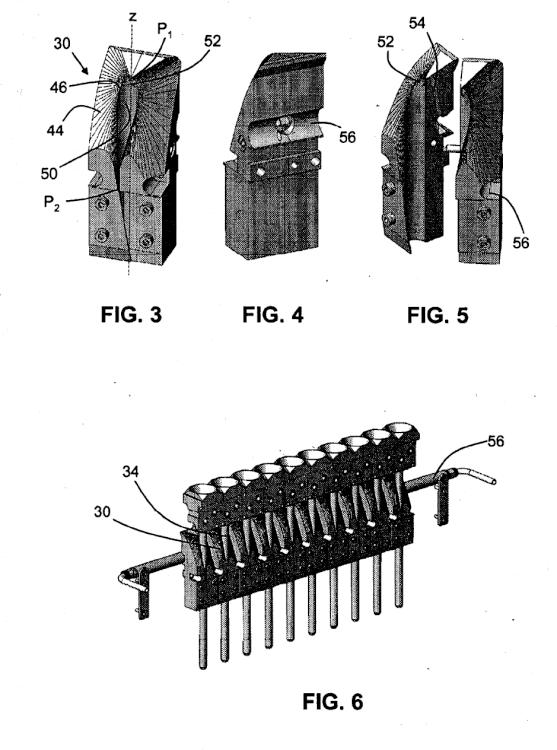
La figura 1 muestra una vista lateral de una máquina de varias tiras StickPack. La figura 2 muestra una vista inclinada sobre un detalle de la máquina de la figura 1. La figura 3 muestra una vista inclinada sobre el lado delantero de un saliente de moldeo de acuerdo con la
invención. La figura 4 muestra una vista inclinada sobre el lado trasero del saliente de moldeo de la figura 3. La figura 5 muestra una vista inclinada sobre el lado delantero del saliente de moldeo abierto de la figura 3. La figura 6 muestra una vista inclinada sobre una disposición de salientes de moldeo de acuerdo con la invención
para una máquina de varias trayectorias StickPack. Descripción de ejemplos de realización En una máquina de fabricación de bolsas de tubo flexible 10, realizada de varias trayectorias, representada en las
figuras 1 y 2, para la fabricación de las llamadas bolsas “StickPack”, se desenrolla un material de envase desde un rollo de reserva 12 y se conduce como tira de lámina ancha 14 sobre un sistema de rodillos 16, por ejemplo con rodillos tensores 18 y rodillos de desviación 20 hacia una estación de corte 22 y se cortan en la estación de corte 22 por medio de varias cuchillas de corte giratorias 24 en tiras de material... [Seguir leyendo]
Reivindicaciones:
1. Saliente de moldeo para moldear un tubo flexible de láminas, con una envolvente saliente (44) como superficie de apoyo para una tira de material de envase (26) a introducir y con una pared de saliente (50) adyacente a la envolvente saliente (44) a lo largo de un canto de transformación (46) y que define una dirección axial (z) como superficie de apoyo para un tubo flexible de láminas (32) formado en el canto de transformación (46) a partir de la tira de material de envase (26), con eje del tubo flexible dispuesto en dirección axial (z), caracterizado porque debajo del canto de transformación (46) en la pared de saliente (50) está previsto un orificio (52), que se puede conectar con una fuente de vacío, para la aspiración del tubo flexible de láminas (32) en la pared de saliente (50).
2. Saliente de moldeo de acuerdo con la reivindicación 1, caracterizado porque están previstos una pluralidad de orificios (52).
3. Saliente de moldeo de acuerdo con la reivindicación 1 ó 2, caracterizado porque los orificios (52) son primeros extremos de taladros o ranuras que pasan a través del saliente de moldeo (30).
4. Saliente de moldeo de acuerdo con la reivindicación 3, caracterizado porque los taladros o ranuras desembocan con segundos extremos en un canal colector (54) que se puede conectar con un canal principal (56) y el canal principal (56) se puede conectar en una fuente de vacío.
5. Saliente de moldeo de acuerdo con una de las reivindicaciones 1 a 4, caracterizado porque los orificios (52) están dispuestos simétricamente a una línea, que se extiende en la dirección axial (z) a través del punto más alto (P1) del borde de formación (46), dentro de una zona de superficie de la pared de saliente (50) que está delimitada por a 1/3 de la línea circunferencial y que se extiende en la dirección axial (z) desde el punto más alto (P1) del borde de formación (46) hasta una distancia que corresponde a 1/3 de la distancia entre el punto más alto (P1) y el punto más bajo (P2) del borde de formación (46).
6. Saliente de moldeo de acuerdo con una de las reivindicaciones 1 a 5, caracterizado porque los orificios (52) presentan un diámetro o bien una anchura de la ranura de 0,5 a 3 mm.
7. Saliente de moldeo de acuerdo con una de las reivindicaciones 1 a 5, caracterizado porque en la zona de los orificios (52), el área del espacio intermedio entre los orificios (52) que sirve como una superficie de soporte representa al menos el 40 %, en particular del 50 a 70 %, del área total de esta zona, que está constituida por el espacio intermedio y los orificios (52).
8. Máquina de fabricación de bolsas de tubo flexible con un saliente de moldeo de acuerdo con una de las reivindicaciones 1 a 7.
Patentes similares o relacionadas:
 Máquina de empaquetado de tubo de película, del 27 de Noviembre de 2019, de Wiens, Klaus: Máquina de empaquetado de tubo de película que comprende
- dos dispositivos de transporte con dos hombros formadores similares a […]
Máquina de empaquetado de tubo de película, del 27 de Noviembre de 2019, de Wiens, Klaus: Máquina de empaquetado de tubo de película que comprende
- dos dispositivos de transporte con dos hombros formadores similares a […]
Conjunto de Conformación., del 2 de Agosto de 2019, de TNA AUSTRALIA PTY LIMITED: 1. Conjunto de conformación de material en forma de banda para bolsas para una máquina de envasado, incluyendo el conjunto: un armazón que es fijo con respecto […]
Máquina de envasado vertical, del 30 de Enero de 2019, de Martini S.r.l: Máquina de envasado para envasar productos en bolsas , de forma específica, productos sueltos de pequeño tamaño o polvo o productos granulares, […]
CONDUCTO DE CONFORMACIÓN, del 11 de Abril de 2018, de TNA AUSTRALIA PTY LIMITED: Conducto de conformación. Un conjunto de conformación para una máquina de envasado. El conjunto de conformación incluye un armazón que soporta […]
MECANISMO PARA FORMAR SOBRES, del 30 de Noviembre de 2017, de PACK SYSTEM S.A. DE C.V: El mecanismo para formar sobres tiene la ventaja ante otros diseños de que consta únicamente de una lámina la cual se fabrica con base a las dimensiones de la película […]
DISPOSITIVO PARA LA IMPULSIÓN DE UN ELEMENTO LAMINAR PARA UNA MÁQUINA DE ENVASADO, del 14 de Febrero de 2017, de TNA AUSTRALIA PTY LIMITED: Dispositivo para la impulsión de un elemento laminar para una máquina de envasado. Un dispositivo de envasado que incluye una máquina de pesado que entrega […]
DISPOSITIVO PARA LA IMPULSIÓN DE UN ELEMENTO LAMINAR PARA UNA MÁQUINA DE ENVASADO, del 14 de Febrero de 2017, de TNA AUSTRALIA PTY LIMITED: Dispositivo para la impulsión de un elemento laminar para una máquina de envasado. Un dispositivo de envasado que incluye una máquina de pesado que entrega lotes […]
 Máquina de envasado vertical, del 14 de Enero de 2015, de Ulma Packaging Technological Center, S.Coop: 1. Máquina de envasado vertical que comprende un bastidor , un alimentador fijado al bastidor , un útil de formado adaptado […]
Máquina de envasado vertical, del 14 de Enero de 2015, de Ulma Packaging Technological Center, S.Coop: 1. Máquina de envasado vertical que comprende un bastidor , un alimentador fijado al bastidor , un útil de formado adaptado […]