Procedimiento y sistema de accionamiento y posicionamiento para una matriz de conmutación automatizada.
Un aparato de conmutación automatizada para interconectar eléctricamente cualquier línea en un conjunto delíneas de entrada con cualquier línea en un conjunto de líneas de salida,
comprendiendo el aparato deconmutación:
una matriz (100) de conmutación que comprende una pluralidad de medios deslizantes (130) de contactoque conectan selectivamente cualquiera de las líneas de entrada con cualquiera de las líneas de salida;un medio de accionamiento para mover los medios (130) de contacto sobre el aparato de conmutación;un medio de detección de la posición para detectar la posición de los medios (130) de contacto sobre elaparato de conmutación; y
un medio de control conectado a dicho medio de accionamiento y a dicho medio de detección de la posiciónpara mover con precisión el medio (130) de contacto hasta una posición deseada sobre el aparato deconmutación, caracterizado porque
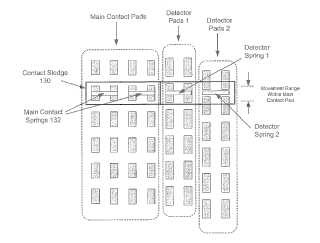
dicha matriz (100) de conmutación incluye una pluralidad de almohadillas principales (110) de contactoconductoras eléctricamente dispuestas sobre la misma y dispuestas en una pluralidad de trenes decontacto, y
dicho medio (130) de contacto incluye un conjunto de resortes principales (132) de contacto que sonacoplables de forma deslizante con dichas almohadillas principales de contacto para interconectar laslíneas, y
dicha matriz (100) de conmutación comprende, además, unos conjuntos primero y segundo de almohadillasdetectoras dispuestos sobre la misma en proximidad a dichos trenes de contacto, y en el queel medio (130) de contacto incluye, además, conjuntos correspondientes de resortes detectores que sonacoplables de forma deslizante con dichos conjuntos primero y segundo de almohadillas detectoras paradetectar la posición precisa de los medios de contacto.
Tipo: Patente Internacional (Tratado de Cooperación de Patentes). Resumen de patente/invención. Número de Solicitud: PCT/IB2005/050164.
Solicitante: NORDIA INNOVATION AB.
Nacionalidad solicitante: Suecia.
Dirección: P.O. BOX 7363 103 90 STOCKHOLM SUECIA.
Inventor/es: ROOS, STURE.
Fecha de Publicación: .
Clasificación Internacional de Patentes:
- H04Q1/14 ELECTRICIDAD. › H04 TECNICA DE LAS COMUNICACIONES ELECTRICAS. › H04Q SELECCION (conmutadores, relés, selectores H01H; redes de comunicación inalámbricas H04W). › H04Q 1/00 Detalles de aparatos o de disposiciones de selección. › Armazones de distribución.
PDF original: ES-2395285_T3.pdf
Fragmento de la descripción:
Procedimiento y sistema de accionamiento y posicionamiento para una matriz de conmutación automatizada Campo de la invención La presente invención versa, en general, acerca de la infraestructura de una red de telecomunicaciones y, más en particular, acerca de un procedimiento y un sistema para la automatización de matrices de conmutación para llevar a cabo interconexiones usando un medio de accionamiento y detección de la posición para una operación mejorada.
Antecedentes de la invención En una red típica de telecomunicaciones, la oficina central aloja una centralita telefónica a la que están conectadas a la red líneas domésticas y empresariales de abonado de lo que se denomina bucle local. Muchas de estas conexiones a abonados domésticos se realizan normalmente usando un par de hilos de cobre, también denominados par trenzado, que, colectivamente, forman una gran red de cobre operada por el proveedor de telecomunicaciones. Dentro de la oficina central, las conexiones de líneas entre el lado de la centralita y el lado del abonado terminan en un distribuidor principal (MDF) , que es normalmente el punto en el que se realizan las interconexiones entre las líneas de abonado y las líneas de la centralita. Casi todos los aspectos de la red de telecomunicaciones están automatizados, con la excepción notable de la red de cobre. La gestión de la infraestructura de la red cobre es un procedimiento muy intensivo en mano de obra que resulta en uno de los costos más significativos que afrontan los proveedores de telecomunicaciones. Esto se debe a que, tradicionalmente, la oficina central despacha técnicos a la instalación del MDF para que instalen interconexiones manualmente usando hilos de puente o para que analicen o verifiquen las líneas de la red de cobre. En consecuencia, hace tiempo que los proveedores de servicio desean reducir la cantidad de mano de obra requerida para mantener y gestionar la infraestructura de cobre automatizando el procedimiento de crear, suprimir o modificar interconexiones de pares de líneas en el MDF. En años recientes se han desarrollado y comercializado varias soluciones automatizadas de interconexión. Muchos de estos productos implementan una matriz de conmutación automatizada que usa relés electromecánicos o tecnologías robóticas para realizar las interconexiones. Un inconveniente fundamental en el uso de relés electromecánicos es que su tamaño físico limita la capacidad de la matriz de conmutación. En otras palabras, para gestionar más líneas deben añadirse más relés, lo cual es generalmente muy difícil, dadas las limitaciones de espacio de la matriz. Además, las soluciones robóticas, a la larga, tienden a presentar problemas de fiabilidad y mantenimiento que tienden a aumentar los costos. Aunque las soluciones de la técnica anterior existen desde hace algún tiempo, ninguna de ellas ha podido cumplir los requisitos de rentabilidad y escalabilidad requeridos por los proveedores de servicios de telecomunicaciones.
La patente estadounidense 4.817.134 da a conocer una matriz de conmutación automatizada para conectar mediante interconexiones un conjunto de pares de líneas dentro de un único plano. Las interconexiones en la matriz de conmutación se realizan usando elementos cortocircuitantes 24 para conectar eléctricamente un primer conjunto de pares de líneas a un segundo conjunto de pares de líneas orientados perpendicularmente. Los elementos de contacto son movidos a su posición haciendo girar tornillos de posicionamiento por medio de dos motores de velocidad gradual que operan en combinación. El primer motor de velocidad gradual opera haciendo girar un tornillo 37 de posicionamiento del motor para mover el segundo motor de velocidad gradual hasta una posición deseada frente al tornillo seleccionado 26 de posicionamiento del elemento cortocircuitante. El segundo motor de velocidad gradual opera moviendo el elemento cortocircuitante para interconectar el par de líneas. Una desventaja de la matriz de conmutación descrita es el número limitado de pares de líneas que puede interconectar y la falta de escalabilidad para gestionar el crecimiento en el número de líneas en la oficina central. Dado que la capacidad de la matriz de conmutación está diseñada desde el principio, es difícil añadir capacidad de conmutación según lo dicten las condiciones en mercados de crecimiento rápido.
Otro inconveniente es que la matriz de conmutación descrita no proporciona una manera de determinar la posición de los elementos cortocircuitantes. Aunque es teóricamente posible calcular la posición de los elementos cortocircuitantes contando los impulsos de los motores de velocidad gradual, la información de la posición se perdería si hubiese una interrupción en el suministro eléctrico o si ocurre una pérdida de sincronización, por ejemplo, si los engranajes patinan. Recuperar la información de la posición requeriría mover los elementos de contacto a una posición de reposición, provocando con ello interrupciones del servicio muy poco deseables para las conexiones existentes. Sin información precisa de la posición sobre los elementos cortocircuitantes no es posible llevar a cabo funciones de mantenimiento tales como la limpieza de puntos de contacto moviendo periódicamente los elementos cortocircuitantes ligeramente hacia atrás y hacia delante sin interrumpir las conexiones existentes. Además, la acción de vaivén permite que los elementos de accionamiento se “ejerciten” durante largos periodos de inactividad, lo que puede aumentar la vida útil del dispositivo.
En vista de lo anterior, resulta deseable proporcionar una matriz de conmutación automatizada con un mecanismo de accionamiento y un sistema de posicionamiento que sea fiable, económica y que supere las desventajas de la técnica anterior.
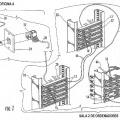
Resumen de la invención Brevemente descritos, y según realizaciones y características relacionadas de la invención, se proporcionan un procedimiento y un sistema para automatizar una placa de matriz de conmutación para interconectar una línea en un conjunto de líneas de entrada con una línea en un conjunto de líneas de salida, como, por ejemplo, en la 5 automatización de interconexiones para pares de líneas en un distribuidor principal (MDF) de una oficina central de una red de telecomunicaciones. La placa de la matriz de conmutación comprende una pluralidad de patines de contacto accionados por medios de accionamiento que incluyen una pluralidad de tronillos de posicionamiento del patín para acoplar de forma deslizante el patín de contacto con las almohadillas principales de contacto. En una primera realización de la invención, los medios de accionamiento incluyen el accionamiento de cada uno de los 10 tornillos de posicionamiento del patín con, por ejemplo, un motor de velocidad gradual. En una segunda realización, dos motores de velocidad gradual cooperan para hacer girar tornillos respectivos de posicionamiento lateral para mover un engranaje de accionamiento lateral a su sitio para que se acople con un tornillo seleccionado de posicionamiento del patín y lo haga girar. En una tercera realización, se usa un único motor eléctrico que opera con un conjunto de embrague magnético para posicionar el engranaje de accionamiento lateral para que se acople con el tornillo seleccionado de posicionamiento del patín. Un controlador de la placa de la matriz de conmutación está conectado a un sistema de detección de la posición y a los motores para permitir un posicionamiento preciso del patín de contacto sobre la placa de la matriz de conmutación.
En un aspecto procedimental de la invención, se proporciona un procedimiento de automatización de la placa de la matriz de conmutación descrita en lo que antecede. Con el engranaje de accionamiento lateral acoplado entre unos 20 tornillos primero y segundo de posicionamiento lateral, cuando se hace girar el primer tornillo de posicionamiento lateral ya sea en la dirección de las agujas del reloj o en la dirección contraria, mientras se mantiene estacionario el segundo tornillo de posicionamiento lateral, se induce un movimiento lateral del engranaje de accionamiento lateral en una dirección, ya sea hacia la izquierda o la derecha. Esto mueve el engranaje de accionamiento lateral a su posición para que se acople con el tornillo seleccionado de posicionamiento del patín. Cuando los tornillos de posicionamiento lateral son girados de forma síncrona en direcciones opuestas, el engranaje de accionamiento lateral permanece estacionario y hace girar el tornillo de posicionamiento del patín, que puede el patín de contacto. El controlador usa el sistema de detección de la posición para posicionar de forma precisa el patín de contacto sobre la matriz.
Breve descripción de los dibujos La invención,... [Seguir leyendo]
Reivindicaciones:
1. Un aparato de conmutación automatizada para interconectar eléctricamente cualquier línea en un conjunto de líneas de entrada con cualquier línea en un conjunto de líneas de salida, comprendiendo el aparato de conmutación:
una matriz (100) de conmutación que comprende una pluralidad de medios deslizantes (130) de contacto que conectan selectivamente cualquiera de las líneas de entrada con cualquiera de las líneas de salida; un medio de accionamiento para mover los medios (130) de contacto sobre el aparato de conmutación; un medio de detección de la posición para detectar la posición de los medios (130) de contacto sobre el aparato de conmutación; y
un medio de control conectado a dicho medio de accionamiento y a dicho medio de detección de la posición para mover con precisión el medio (130) de contacto hasta una posición deseada sobre el aparato de conmutación, caracterizado porque dicha matriz (100) de conmutación incluye una pluralidad de almohadillas principales (110) de contacto conductoras eléctricamente dispuestas sobre la misma y dispuestas en una pluralidad de trenes de contacto, y dicho medio (130) de contacto incluye un conjunto de resortes principales (132) de contacto que son acoplables de forma deslizante con dichas almohadillas principales de contacto para interconectar las líneas, y dicha matriz (100) de conmutación comprende, además, unos conjuntos primero y segundo de almohadillas detectoras dispuestos sobre la misma en proximidad a dichos trenes de contacto, y en el que el medio (130) de contacto incluye, además, conjuntos correspondientes de resortes detectores que son acoplables de forma deslizante con dichos conjuntos primero y segundo de almohadillas detectoras para detectar la posición precisa de los medios de contacto.
2. El aparato según la reivindicación 1 caracterizado porque dicha matriz (100) de conmutación deslizante comprende una pluralidad de tornillos (120) de posicionamiento accionados por el medio de accionamiento para mover los medios de contacto.
3. El aparato según la reivindicación 2 caracterizado porque cada uno de los tornillos (120) de posicionamiento está accionado por un motor eléctrico que es controlado por el medio de control.
4. El aparato según la reivindicación 2 caracterizado porque dicho medio de accionamiento comprende, 30 además:
unos tornillos primero y segundo (154, 156) de posicionamiento lateral accionados por el medio de accionamiento; y un engranaje (158) de accionamiento lateral acoplado entre los tornillos primero y segundo de posicionamiento lateral,
por lo que la combinación en rotación de los tornillos (154, 156) de posicionamiento lateral induce el movimiento lateral del engranaje (158) de accionamiento lateral hasta una posición para acoplarse selectivamente con uno de dichos tornillos (120) de posicionamiento y en el que la rotación sincronizada de los tornillos (154, 156) de posicionamiento lateral induce la rotación estacionaria del engranaje (158) de accionamiento lateral para hacer girar al tornillo seleccionado (120) de posicionamiento para mover el
medio (130) de contacto.
5. El aparato según la reivindicación 4 caracterizado porque dichos tornillos primero y segundo de posicionamiento lateral están accionados por motores eléctricos (150, 152) que son controlados por el medio de control.
6. El aparato según la reivindicación 4 caracterizado porque el medio de accionamiento rotativo comprende un
motor eléctrico (150) que acciona el primer tornillo de posicionamiento lateral en un extremo, estando acoplado el otro extremo a una disposición de embrague (180) que es acoplable selectivamente para hacer girar de forma síncrona el segundo tornillo de posicionamiento lateral de una manera que induzca el movimiento lateral y la rotación estacionaria en el engranaje de accionamiento lateral.
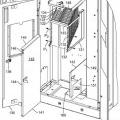
7. El aparato según una cualquiera de las reivindicaciones anteriores caracterizado porque la matriz (100) de 50 conmutación está configurada en una disposición apilada para aumentar el número de líneas interconectables.
8. El aparato según la reivindicación 7 caracterizado porque la matriz (100) de conmutación está incorporada en una pluralidad de módulos de interconexión para su instalación en un bastidor de distribución, operando dicha pluralidad de módulos de interconexión en cooperación con un sistema de interconexión automatizado para establecer, suprimir o modificar interconexiones de forma remota.
9. Un procedimiento de automatización de un aparato de matriz de conmutación según la reivindicación 3, comprendiendo el procedimiento las etapas de:
desplazar el medio (130) de contacto para acoplar un conjunto predeterminado de almohadillas de contacto para hacer girar el tornillo (120) de posicionamiento del medio de contacto; detectar la posición del medio de contacto; y ajustar, si es necesario, la posición del medio (130) de contacto con base en la posición detectada,
posicionándose el medio (130) de contacto con precisión sobre la matriz (100) de conmutación mediante el medio de control en comunicación con el medio de detección de la posición y accionando uno o varios motores eléctricos los tornillos (120) de posicionamiento.
10. El procedimiento según la reivindicación 9 en el que un engranaje de accionamiento lateral está acoplado entre unos tornillos primero y segundo de posicionamiento lateral, comprendiendo la operación de desplazamiento 10 del medio (130) de contacto las etapas de:
hacer girar el primer tornillo de posicionamiento lateral ya sea en la dirección de las agujas del reloj o en la dirección contraria, mientras se mantiene estacionario el segundo tornillo de posicionamiento lateral, para inducir un movimiento lateral del engranaje de accionamiento lateral en una primera dirección lateral o una segunda dirección lateral, respectivamente;
posicionar el engranaje de accionamiento lateral para que se acople con un tornillo seleccionado de posicionamiento del medio (130) de contacto; y hacer girar de forma síncrona los tornillos primero y segundo de posicionamiento lateral para inducir la rotación estacionaria del engranaje de accionamiento lateral para acoplar y hacer girar de forma selectiva el tornillo de posicionamiento del medio (130) de contacto para mover el medio (130) de contacto para establecer la interconexión.
11. El procedimiento según la reivindicación 10 en el que los tornillos de posicionamiento del medio de contacto son girados por motores eléctricos separados.
12. El procedimiento según las reivindicaciones 9 o 10 en el que cada uno de los tornillos primero y segundo de posicionamiento lateral es girado por un motor eléctrico.
13. El procedimiento según la reivindicación 10 en el que un motor eléctrico acciona el primer tornillo de posicionamiento lateral en un extremo, y de tal modo que el otro extremo esté acoplado a una disposición de embrague que es acoplable selectivamente para hacer girar de forma síncrona el segundo tornillo de posicionamiento lateral de una manera que induzca el movimiento lateral y la rotación estacionaria del engranaje de accionamiento lateral.
14. El procedimiento según una cualquiera de las reivindicaciones 9-13 en el que la disposición de la matriz (100) de conmutación está incorporada en una pluralidad de módulos de interconexión para su instalación en un bastidor de distribución, operando la pluralidad de módulos de interconexión en cooperación con un sistema de interconexión automatizado para automatizar de forma remota el establecimiento o la supresión de interconexiones.
Patentes similares o relacionadas:
Cuadro de distribución de fibra óptica con módulos y paneles conectores pivotantes, del 29 de Abril de 2019, de CommScope Technologies LLC: Un módulo de terminación de fibra óptica que comprende: un alojamiento que tiene extremos separados primero y segundo y laterales separados primero […]
Equipo modular de control y telecomunicaciones para centros de distribución de señales de telefonía, del 26 de Junio de 2017, de GESTIÓN E INSTALACIONES INSATEL, S.L: Equipo modular de control y telecomunicaciones pera centros de distribución de señales de telefonía que permite una gestión integral de entrada / salida de toda […]
Concentrador de distribución de fibra con chasis montado de manera pivotante, del 9 de Noviembre de 2016, de ADC TELECOMMUNICATIONS, INC.: Un concentrador de distribución de fibra que comprende: un armario que define un interior y que define orificios de alimentación de cables para pasar […]
Cuadro de distribución de fibra óptica con paneles conectores pivotantes, del 27 de Julio de 2016, de CommScope Technologies LLC: Un cuadro de distribución de fibra que comprende: (a) un bastidor que se extiende verticalmente […]
Módulo de conexión del distribuidor, del 25 de Mayo de 2016, de TYCO ELECTRONICS SERVICES GMBH: Módulo de conexión del distribuidor para la tecnología de telecomunicaciones y de datos, que comprende una carcasa, en donde en la carcasa están […]
 Sistemas para seguimiento automático de conexiones de transferencia a dispositivos de redes que utilizan un canal de control separado y métodos y equipos de transferencia relacionados, del 1 de Diciembre de 2015, de COMMSCOPE, INC. OF NORTH CAROLINA: Un método para seguir automáticamente una conexión de transferencia entre un primer puerto conector de un panel de transferencia […]
Sistemas para seguimiento automático de conexiones de transferencia a dispositivos de redes que utilizan un canal de control separado y métodos y equipos de transferencia relacionados, del 1 de Diciembre de 2015, de COMMSCOPE, INC. OF NORTH CAROLINA: Un método para seguir automáticamente una conexión de transferencia entre un primer puerto conector de un panel de transferencia […]
 Región para empalmes aislada, con pared extraíble, del 7 de Septiembre de 2015, de TYCO ELECTRONICS RAYCHEM BVBA: Un bastidor de telecomunicaciones incluye un cuerpo del bastidor que define una región confinada . Una pluralidad de bandejas para empalmes se han dispuesto […]
Región para empalmes aislada, con pared extraíble, del 7 de Septiembre de 2015, de TYCO ELECTRONICS RAYCHEM BVBA: Un bastidor de telecomunicaciones incluye un cuerpo del bastidor que define una región confinada . Una pluralidad de bandejas para empalmes se han dispuesto […]
Caja de distribución para acometidas de fibra óptica, del 24 de Marzo de 2015, de MUSHROOM COMMITTEE, S.L: 1. Caja de distribución para acometidas de fibra óptica, que comprende un cuerpo principal (A) dotado de caras laterales, y que comprende a su vez: […]