Procedimiento para montar a presión un recubrimiento de superficie de al menos una capa sobre un tablero de material derivado de la madera así como dispositivo de alimentación para una prensa de ciclo corto.
Procedimiento para montar a presión un recubrimiento de superficie de al menos una capa sobre un tablero dematerial derivado de la madera (41) en una prensa de ciclo corto (10),
que comprende un plato prensador (11,12)calentable superior y uno inferior así como un dispositivo de alimentación (100), en el que
- por medio del dispositivo de alimentación (100) al menos una capa de un material de recubrimiento seposiciona y se mantiene en una posición definida sobre el lado superior del tablero de material derivado de lamadera (41), que presenta una capa de resina sintética duroplástica, no endurecida, secada, aplicada en formalíquida en el lado inferior, y se introduce entonces la misma en el espacio entre los platos prensadores (11,12)
- a continuación se prensa el recubrimiento de superficie con el tablero de material derivado de la madera (41)
- y por último se descarga el tablero de material derivado de la madera (41) recubierto.
Tipo: Patente Europea. Resumen de patente/invención. Número de Solicitud: E08015107.
Solicitante: FLOORING TECHNOLOGIES LTD..
Nacionalidad solicitante: Alemania.
Dirección: FLASSKUHLE 6, 58452 WITTEN ALEMANIA.
Fecha de Publicación: .
Clasificación Internacional de Patentes:
- B27N3/22 TECNICAS INDUSTRIALES DIVERSAS; TRANSPORTES. › B27 TRABAJO O CONSERVACION DE LA MADERA O DE MATERIALES SIMILARES; MAQUINAS PARA CLAVAR, GRAPAR O COSER EN GENERAL. › B27N FABRICACION DE OBJETOS POR PROCEDIMIENTOS EN SECO, CON O SIN AGENTES AGLOMERANTES ORGANICOS, A PARTIR DE PARTICULAS O DE FIBRAS DE MADERA O DE OTRAS MATERIAS LIGNOCELULOSICAS O SUSTANCIAS ORGANICAS ANALOGAS (conteniendo materias de cemento B28B; formación de sustancias en estado plástico B29C; tableros de fibras hechos a partir de suspensiones de fibras D21J; secado F26B 17/00). › B27N 3/00 Fabricación de objetos sustancialmente planos, p. ej. paneles a partir de partículas o fibras. › Carga o descarga.
- B27N7/00 B27N […] › Postratamiento, p. ej. reducción del abultamiento o contracción, alisamiento; Protección de los bordes de los tableros contra la humedad.
- B30B15/30 B […] › B30 PRENSAS. › B30B PRENSAS EN GENERAL; PRENSAS NO PREVISTAS EN OTRO LUGAR (producción de las ultrapresiones o de ultrapresiones con temperaturas elevadas para obtener modificaciones en una sustancia, p. ej. para fabricar diamantes artificiales, B01J 3/00). › B30B 15/00 Partes constitutivas de prensas o accesorios de prensas; Medidas auxiliares tomadas en relación con el prensado (dispositivos de seguridad F16P). › Suministro del material a las prensas.
- B32B38/18 B […] › B32 PRODUCTOS ESTRATIFICADOS. › B32B PRODUCTOS ESTRATIFICADOS, es decir, HECHOS DE VARIAS CAPAS DE FORMA PLANA O NO PLANA, p. ej. CELULAR O EN NIDO DE ABEJA. › B32B 38/00 Operaciones auxiliares relacionadas con los procesos de estratificación. › Manipulación de las hojas o del estratificado.
- B44C5/04 B […] › B44 ARTES DECORATIVAS. › B44C REALIZACION DE EFECTOS DECORATIVOS (procedimientos para aplicar líquidos u otros materiales fluidos a superficies en general B05D; conformación de materias plásticas o de sustancias en estado plástico B29C; procedimientos de impresión para imágenes-transferencia B41M 3/12; procedimientos termográficos de reproducción o de marcado B41M 5/00 ); MOSAICOS; MARQUETERIA (imitación de mosaicos o de marquetería B44F 11/04 ); COLOCACION DE PAPELES PINTADOS. › B44C 5/00 Procesos para la realización de objetos decorativos particulares. › Placas ornamentales, p. ej. paneles decorativos, placas decorativas.
PDF original: ES-2400395_T3.pdf
Fragmento de la descripción:
Procedimiento para montar a presión un recubrimiento de superficie de al menos una capa sobre un tablero de material derivado de la madera así como dispositivo de alimentación para una prensa de ciclo corto La invención se refiere a un procedimiento para montar a presión un recubrimiento de superficie de al menos una capa sobre un tablero de material derivado de la madera, en el que el tablero de material derivado de la madera presenta una capa de resina sintética duroplástica, no endurecida, secada, aplicada en el lado inferior, en una prensa de ciclo corto, que comprende un plato prensador calentable superior y uno inferior así como un dispositivo de alimentación. La invención se refiere además a un dispositivo de alimentación para una prensa de ciclo corto así como a una prensa de ciclo corto.
Los tableros de material derivado de la madera comprenden todos los materiales que se componen de madera o principalmente de madera y que se encuentran en forma procesada en forma de placa. Los tableros de material derivado de la madera pueden fabricarse a partir de chapa de madera de diferente espesor, así como a partir de listones, fibras de madera o de una combinación de los mismos.
Los tableros de material derivado de la madera se recubren para distintas aplicaciones. Esto se produce para dar un aspecto determinado a la superficie y/o para hacer que la superficie sea insensible frente a determinadas cargas.
En el sentido del requisito mencionado en primer lugar, el tablero se provee de una decoración, que o bien se pinta, se pulveriza, se imprime o se aplica en forma de un papel impreso. La capa decorativa debe protegerse por lo general mediante un recubrimiento adicional. Esto puede producirse mediante un revestimiento, un papel transparente empapado con resina sintética duroplástica. Las resinas sintéticas duroplásticas usadas presentan una buena resistencia al desgaste en estado endurecido, que puede aumentarse aún más, según sea necesario, mediante aditivos, tales como por ejemplo partículas de corindón.
Las resinas sintéticas duroplásticas, tales como resinas fenólicas, melamina y/o resinas de urea, pueden procesarse en forma líquida y secarse previamente, pero endurecen sólo con la acción simultánea de la presión (aproximadamente 2-4 MPa) y calor (por ejemplo 180 ºC) . En la fabricación industrial esto se produce en una prensa calentada, que prensa el revestimiento (y la decoración) con el tablero de material derivado de la madera. Estas resinas sintéticas tienen la propiedad indeseada de que durante el endurecimiento experimentan una contracción, lo que, durante el prensado con la superficie del tablero, lleva a tensiones que deforman el tablero y que lo hacen por lo tanto inutilizable.
Para contrarrestar este efecto se usa un trefilado de contracción, normalmente en forma de un papel empapado en resina sintética, de forma similar al revestimiento que se aplica sobre el lado opuesto al tablero. Con ello se consigue que se compensen mutuamente las tensiones sobre el lado superior y el lado inferior.
Para fabricar tableros planos, recubiertos, según el estado de la técnica, por ejemplo el documento DE 103 60 187 o el documento DE 197 18 866, hasta ahora deben posicionarse una sobre otra al menos tres capas (trefilado de contracción, tablero de material derivado de la madera y capa decorativa o revestimiento) , desplazarse hasta la prensa o prensarse. El requisito para que un paquete, compuesto por el trefilado de contracción, el tablero así como al menos una, por lo general dos o más capas del recubrimiento de superficie deba prensarse en una operación de trabajo, lleva a problemas. Es muy costoso proteger las capas individuales frente a desplazamientos, lo que es importante en particular para un posicionamiento correcto de la decoración. (Al acelerarse y frenarse el paquete, el tablero tiende sobre todo deslizarse sobre el trefilado de contracción) .
Según el estado de la técnica el paquete se protege por medio de un dispositivo de alimentación, que coloca las capas del paquete una sobre otra sobre listones dispuestos en el lado longitudinal, opcionalmente se sujeta sobre estos listones y transporta el bastidor con los paquetes a continuación hasta la prensa. Los listones deben retirarse antes del verdadero proceso de prensado y transportarse marcha atrás. El alto coste en el manejo del dispositivo de alimentación lleva a largos tiempos de ciclo y reduce la rentabilidad del procedimiento.
Para aliviar el coste en el manejo del dispositivo de alimentación, el documento DE 29 28 231 de la empresa Dieffenbacher GmbH & Co. KG propone fijar uno a otro mediante una carga electrostática los sustratos de recubrimiento con las capas que hay que .
El documento DE 24 48 356 de Heinrich Wemhöner KG describe una prensa de ciclo corto, que puede cargarse con un dispositivo de abastecimiento que se basa en cintas transportadoras. A través de los más diversos dispositivos de conexión puede verse influenciada también la velocidad de entrada y de salida del material para prensar de la prensa. No está prevista una fijación del material para prensar sobre las cintas transportadoras.
Para prensar el paquete se usan normalmente prensas de ciclo corto, que se caracterizan por tiempos de prensado comparativamente cortos (aproximadamente 10 segundos) . Una prensa de este tipo para montar a presión recubrimientos, que contienen resina sintética duroplástica, necesita como piezas funcionales dos platos prensadores, que pueden calentarse, y que pueden presionarse uno contra otro con alta presión.
En el estado de la técnica actual no puede acortarse esencialmente más el tiempo empleado para la alimentación y el vaciado de las prensas con los medios técnicos disponibles. Por lo tanto, es objetivo de la presente invención acortar el tiempo de carga. Tiempo de carga se denomina en este caso y en lo sucesivo el tiempo que transcurre entre el final de un proceso de prensado, caracterizado por el levantamiento de los platos prensadores desde el tablero de material derivado de la madera, y el inicio del siguiente proceso de prensado, caracterizado por apoyarse los platos prensadores. Este periodo de tiempo comprende el desplazamiento de los platos prensadores, la descarga del tablero de material derivado de la madera prensado así como la entrada del siguiente tablero de material derivado de la madera.
El objetivo se logra mediante un procedimiento de acuerdo con la reivindicación 1. En este procedimiento para montar a presión un recubrimiento de superficie de al menos una capa sobre un tablero de material derivado de la madera en una prensa de ciclo corto, que comprende un plato prensador calentable superior y uno inferior así como un dispositivo de alimentación, se posiciona por medio del dispositivo de alimentación al menos una capa de un material de recubrimiento sobre el lado superior del tablero de material derivado de la madera, que presenta una capa de resina sintética duroplástica, no endurecida, secada, aplicada en forma líquida en el lado inferior, y se mantiene en una posición definida. Entonces se introduce el tablero de material derivado de la madera en el espacio entre los platos prensadores y a continuación se prensa el recubrimiento de superficie con el tablero de material derivado de la madera. Por último se descarga el tablero de material derivado de la madera recubierto.
El objetivo se logra además mediante un dispositivo de alimentación para una prensa de ciclo corto de acuerdo conla reivindicación 9. Ésta comprende según una primera forma de realización alternativa una primera cinta transportadora, que recorre el dispositivo de alimentación, así como una segunda cinta transportadora, que conecta con la primera cinta transportadora y que recorre una prensa de ciclo corto así como la estación de recepción, o según una segunda forma de realización alternativa una primera cinta transportadora, que recorre la estación de alimentación, así como una segunda cinta transportadora, que está dispuesta adyacente a la primera cinta transportadora y recorre la prensa de ciclo corto, así como una tercera cinta transportadora, que está dispuesta adyacente a la segunda cinta transportadora y recorre la estación de recepción, en el que en el estado de funcionamiento un tablero de material derivado de la madera y al menos una capa de un material de recubrimiento se apoyan sobre la primera cinta transportadora y en la misma están protegidos frente a variaciones de posición por un tope, que está integrado en la cinta transportadora.
Por último el objetivo se logra mediante una prensa de ciclo corto de acuerdo con la reivindicación 16, que se caracteriza porque comprende un dispositivo de alimentación de acuerdo con una... [Seguir leyendo]
Reivindicaciones:
1. Procedimiento para montar a presión un recubrimiento de superficie de al menos una capa sobre un tablero de material derivado de la madera (41) en una prensa de ciclo corto (10) , que comprende un plato prensador (11, 12) calentable superior y uno inferior así como un dispositivo de alimentación (100) , en el que
- por medio del dispositivo de alimentación (100) al menos una capa de un material de recubrimiento se posiciona y se mantiene en una posición definida sobre el lado superior del tablero de material derivado de la madera (41) , que presenta una capa de resina sintética duroplástica, no endurecida, secada, aplicada en forma líquida en el lado inferior, y se introduce entonces la misma en el espacio entre los platos prensadores (11, 12)
- a continuación se prensa el recubrimiento de superficie con el tablero de material derivado de la madera (41)
-y por último se descarga el tablero de material derivado de la madera (41) recubierto.
2. Procedimiento de acuerdo con la reivindicación 1, caracterizado porque la temperatura de los platos prensadores (11, 12) asciende al menos a 180 ºC, preferentemente al menos a 220 ºC, más preferentemente al menos a 250 ºC.
3. Procedimiento de acuerdo con una de las reivindicaciones anteriores, caracterizado porque el tiempo de carga es inferior a 8 segundos, preferentemente inferior a 7 segundos.
4. Procedimiento de acuerdo con una de las reivindicaciones anteriores, caracterizado porque el tiempo de prensado es inferior a 10 segundos, preferentemente inferior a 8 segundos, de manera especialmente preferente inferior a 7 segundos.
5. Procedimiento de acuerdo con una de las reivindicaciones anteriores, caracterizado porque el tiempo de carga no es superior al tiempo de prensado.
6. Procedimiento de acuerdo con una de las reivindicaciones anteriores, caracterizado porque durante la alimentación así como durante el prensado la capa de resina sintética se encuentra sobre el lado inferior del tablero de material derivado de la madera (41) , y porque el recubrimiento de superficie se encuentra sobre el lado superior.
7. Procedimiento de acuerdo con una de las reivindicaciones anteriores, caracterizado porque la resina sintética usada es melamina, una resina de urea o una resina fenólica.
8. Procedimiento de acuerdo con una de las reivindicaciones anteriores, caracterizado porque el recubrimiento de superficie está compuesto por dos o más capas.
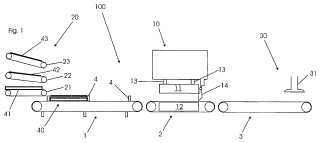
9. Dispositivo de alimentación (100) para una prensa de ciclo corto (10) , en el que el mismo según una primera alternativa
- comprende una primera cinta transportadora (1) , que recorre la estación de alimentación (20) , así como una segunda cinta transportadora (2) , que se conecta con la primera cinta transportadora (1) y que recorre una prensa de ciclo corto (10) así como la estación de recepción (30) ,
o según una segunda alternativa
- comprende una primera cinta transportadora (1) , que recorre la estación de alimentación (20) , así como una segunda cinta transportadora (2) , que está dispuesta adyacente a la primera cinta transportadora (1) y que recorre la prensa de ciclo corto (10) , así como una tercera cinta transportadora (3) , que está dispuesta adyacente a la segunda cinta transportadora (2) y que recorre la estación de recepción (30) ,
en el que
- en el estado de funcionamiento un tablero de material derivado de la madera (41) y al menos una capa de un material de recubrimiento se apoyan sobre la primera cinta transportadora (1) y en la misma están protegidos frente a variaciones de posición por un tope (4) .
10. Dispositivo de acuerdo con la reivindicación 9, caracterizado porque en cada caso el tope está formado por listones, que están orientados en transversal a la dirección de marcha de la primera cinta transportadora (1) .
11. Dispositivo de acuerdo con una de las reivindicaciones 9 o 10, caracterizado porque al menos la segunda cinta transportadora (2) se compone de un material con una conductividad térmica de más de 5 JK-1m-1s-1,
- 1-1-1
preferentemente de más de 20 JK-1ms-1, más preferentemente de más de 150 JK-1ms.
12. Dispositivo de acuerdo con una de las reivindicaciones 9 a 11, caracterizado porque al menos la segunda cinta transportadora (2) es resistente a la temperatura hasta al menos 200 ºC, preferentemente hasta al menos 250 ºC, de manera especialmente preferente hasta al menos 280 ºC.
13. Dispositivo de acuerdo con una de las reivindicaciones 9 a 12, caracterizado porque al menos la segunda cinta
transportadora (2) se compone de aramida y está recubierta con politetrafluoroetileno.
14. Dispositivo de acuerdo con una de las reivindicaciones 9 a 13, caracterizado porque su consumo de potencia asciende a menos de 40 kW, preferentemente a menos de 30 kW, de manera especialmente preferente a menos de 20 kW.
15. Dispositivo de acuerdo con una de las reivindicaciones 9 a 14, caracterizado porque comprende un dispositivo (30) para la recepción de los materiales prensados.
16. Prensa de ciclo corto (10) , caracterizada porque comprende un dispositivo de alimentación (100) de acuerdo con una de las reivindicaciones 9 a 15.
17. Prensa de ciclo corto de acuerdo con la reivindicación 16, caracterizada porque están dispuestos medios para
la fijación de la posición (14) de un tablero de material derivado de la madera (41) sobre o en la prensa de ciclo corto (10) .
18. Prensa de ciclo corto de acuerdo con la reivindicación 16 o 17, caracterizada porque está dispuesto un tope (4) para la fijación de la posición de un tablero de material derivado de la madera (41) .
19. Prensa de ciclo corto de acuerdo con una de las reivindicaciones 16-18, caracterizada porque en cada caso un
tope (4) está formado por listones, que están orientados en transversal a la dirección de marcha de una cinta transportadora (2) .
Patentes similares o relacionadas:
Procedimiento para la producción de un laminado, del 24 de Junio de 2020, de SWISS KRONO Tec AG: Procedimiento para la producción de un laminado multicapa, presentando cada capa del laminado una banda de papel impregnada con resina sintética, […]
Moldura en material mineral, del 11 de Junio de 2020, de MARMOLES IZQUIERDO S.L: 1. Moldura en material mineral, de especial aplicación en la industria del arte funerario, así como en la construcción en general, caracterizado porque […]
Método de fabricación de un panel de construcción, del 10 de Junio de 2020, de VALINGE INNOVATION AB: Un método de fabricación de un panel de construcción con una capa de superficie decorativa, un núcleo y una capa (3') de equilibrio y/o protectora, en donde el método […]
Procedimiento para fabricar un tablero de material derivado de la madera resistente a la abrasión y línea de producción para ello, del 13 de Mayo de 2020, de FLOORING TECHNOLOGIES LTD.: Procedimiento para la fabricación de un tablero de material derivado de la madera resistente a la abrasión con una cara superior y una cara inferior, estando prevista […]
Panel con capa decorativa así como procedimiento para la impresión de placas, del 29 de Abril de 2020, de Xylo Technologies AG: Panel , en particular panel de pared, cubierta o suelos, que comprende una placa soporte , placa soporte que está provista al menos sobre […]
Tablero laminado, del 15 de Abril de 2020, de SWISS KRONO Tec AG: Tablero laminado, que presenta un núcleo de al menos una capa de un papel impregnado de resina sintética y dos caras externas, caracterizado porque […]
Procedimiento y dispositivo de producción de una superficie estructurada, del 8 de Abril de 2020, de Hymmen GmbH Maschinen- und Anlagenbau: Procedimiento de producción de una superficie decorativa en una pieza de trabajo con las siguientes etapas: - suministrar (S10) la pieza de trabajo , que […]
Método para fabricar paneles con una superficie decorativa, del 25 de Marzo de 2020, de Unilin BVBA: Método para fabricar paneles con una superficie decorativa, en el que dichos paneles comprenden al menos un sustrato y una capa superior , en el que dicha capa […]