MÁQUINA AUTOPROPULSADA Y AUTÓNOMA PARA FUSIONAR TUBERÍAS DE POLIOLEFINA MEDIANTE CALOR.
SE SUELDAN EXTREMO CONTRA EXTREMO TUBERIAS POLIOLEFINICAS, MEDIANTE UNA MAQUINA (M) AUTOPROPULSADA Y AUTONOMA,
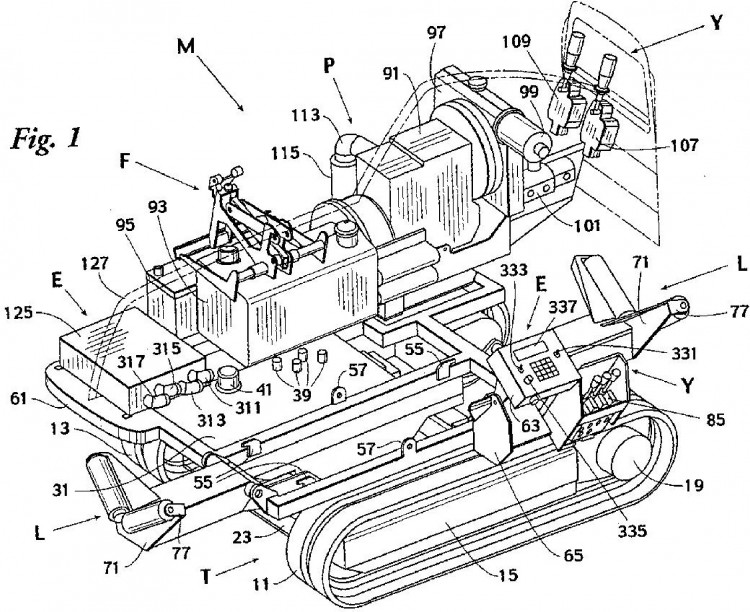
QUE REALIZA TODAS LAS ETAPAS NECESARIAS PARA EL PROCEDIMIENTO, SIN LA NECESIDAD DE NINGUNA OTRA MAQUINA O EQUIPO. SE CONTROLAN INDEPENDIENTEMENTE ORUGAS PARALELAS ACCIONADAS HIDRAULICAMENTE (11, 13) PARA UNA MAXIMA MANIOBRABILIDAD. UN MONTAJE DE MORDAZAS REVERSIBLE ACCIONADO HIDRAULICAMENTE Y CONTROLADO POR ORDENADOR (J), MUEVE ALTERNATIVAMENTE EL NUEVO TRAMO DE TUBERIA EN RELACION A LA LINEA EXISTENTE DE TUBERIAS. UN UTILLAJE DE REFRENTAR (F) PARA CORTAR Y CONFORMAR LOS EXTREMOS DE TUBERIA A UNIR, Y UN CALENTADOR PARA FUNDIR LOS EXTREMOS DE TUBERIA A FUSIONAR, ESTAN CONECTADOS UMBILICALMENTE A LA MAQUINA PARA ACCIONAMIENTO A BORDO O REMOTO. EL ORDENADOR, TAMBIEN SOBRE UN UMBILICAL, PERMITE AL OPERADOR ACCIONAR LA MAQUINA EN UN MODO NORMAL, EN EL QUE EL OPERADOR CONTROLA MANUALMENTE LOS PROCEDIMIENTOS DE REFRENTADO, TERMODIFUSION Y FUSIONAMIENTO, O UN MODO AUTOMATICO EN EL QUE SE CONTROLA AUTOMATICAMENTE POR ORDENADOR EL PROCEDIMIENTO DE FUSIONAMIENTO. EL ORDENADOR PERMITE TAMBIEN AL OPERADOR ELEGIR UN MODO DE REGISTRO SECUENCIAL DE DATOS, EN EL QUE SE GRABAN LA PRESION DE ACCIONAMIENTO, LA TEMPERATURA DEL CALENTADOR Y LOS DATOS TEMPORALES, PARA PROPORCIONAR UNA HISTORIA, PARA CADA UNION REALIZADA POR LA MAQUINA
Tipo: Patente Europea. Resumen de patente/invención. Número de Solicitud: E98307298.
Solicitante: MCELROY MANUFACTURING, INC.
Nacionalidad solicitante: Estados Unidos de América.
Dirección: P.O. BOX 580550 TULSA, OKLAHOMA 74158-0550 ESTADOS UNIDOS DE AMERICA.
Inventor/es: MCELROY,ARTHUR H.,II, PORTER,DAVID W, DEAVER,RICHARD A, CHIN,KEAN C.
Fecha de Publicación: .
Fecha Solicitud PCT: 9 de Septiembre de 1998.
Fecha Concesión Europea: 17 de Febrero de 2010.
Clasificación Internacional de Patentes:
- B29C65/20 TECNICAS INDUSTRIALES DIVERSAS; TRANSPORTES. › B29 TRABAJO DE LAS MATERIAS PLASTICAS; TRABAJO DE SUSTANCIAS EN ESTADO PLASTICO EN GENERAL. › B29C CONFORMACIÓN O UNIÓN DE MATERIAS PLÁSTICAS; CONFORMACIÓN DE MATERIALES EN ESTADO PLÁSTICO, NO PREVISTA EN OTRO LUGAR; POSTRATAMIENTO DE PRODUCTOS CONFORMADOS, p. ej. REPARACIÓN (fabricación de preformas B29B 11/00; fabricación de productos estratificados combinando capas previamente no unidas para convertirse en un producto cuyas capas permanecerán unidas B32B 37/00 - B32B 41/00). › B29C 65/00 Ensamblado de elementos preformados; Aparatos a este efecto. › en contacto directo, p. ej. con un "espejo".
Clasificación PCT:
- B29C65/20 B29C 65/00 […] › en contacto directo, p. ej. con un "espejo".
Clasificación antigua:
- B29C65/20 B29C 65/00 […] › en contacto directo, p. ej. con un "espejo".
Países PCT: Austria, Bélgica, Suiza, Alemania, Dinamarca, España, Francia, Reino Unido, Grecia, Italia, Liechtensein, Luxemburgo, Irlanda, Finlandia, Chipre.
Fragmento de la descripción:
Máquina autopropulsada y autónoma para fusionar tuberías de poliolefina mediante calor.
Antecedentes de la invención
Esta invención trata generalmente de máquinas portátiles para fundir tuberías de poliolefina y más particularmente se refiere a una máquina autónoma y automotriz y método para el tratamiento de extremo a extremo de dos extremos de tubería alineados axialmente con el propósito de fusión por calor de dichas tuberías.
El principio de fusión por calor es calentar dos superficies a una temperatura determinada y luego fusionar las juntas mediante aplicación de fuerza. La presión causa un flujo de materiales derretidos, que causa el mezclado y así la fusión. Cuando la tubería de poliolefina es calentada, la estructura molecular es transformada de un estado cristalino a una condición amorfa. Cuando la presión de fusión es aplicada, las moléculas de cada extremo de tubería se mezclan. Cuando la unión se enfría, las moléculas vuelven a su forma cristalina, las interfaces originales han desaparecido y las dos tuberías forman una tubería homogénea. El área de unión llega a ser más fuerte que la tubería por sí misma en ambas condiciones de tensión y presión.
El principio de operación de este proceso de fusión incluye sujetar las piezas de tubería axialmente para permitir todas las operaciones posteriores que tienen lugar, enfrentar los extremos de tuberías para establecer superficies de acoplamiento paralelas limpias perpendiculares al eje central de las tuberías, alinear los extremos de tuberías entre sí para minimizar el desajuste o alta-baja de las paredes de la tubería, calentar a una primera fuerza especificada en un patrón de fundición que penetra en la tubería alrededor de ambos extremos, unir los patrones de fundición con una segunda fuerza especificada que debe ser constante alrededor del área de la intercara y asegurar la unión fundida inmóvil con una tercera fuerza especificada hasta el enfriado adecuado.
Las máquinas de fusión de tuberías portátiles presentes conocidas son generalmente máquinas tipo carrito de cuatro ruedas tal como se describió en U. S. Patent No. 3,729,360; No 4,352,708 y No 5,013,376. Aunque estas máquinas resultan bastantes buena, requieren una gran cantidad de mano de obra y equipamiento adicional caro tal como grúas, carretillas elevadoras, tractores, camiones y similares para cargar, descargar y posicionar de forma precisa la máquina en la tubería. Muchas máquinas son dañadas durante el proceso de carga y descarga. Además, los operadores experimentan stress y fatiga en el manejo de las máquinas en terrenos y condiciones difíciles.
Además de los problemas de movilidad, maniobrabilidad y estabilidad de de las máquinas en general, varios componentes de máquinas conocidos también presentan problemas adicionales. Los sistemas hidráulicos son complejos y poco manejables y requieren gastos considerables de tiempo y trabajo en la preparación para el uso off-cart. Los hidráulicos están limitados porque permiten la selección de sólo unas pocas presiones de operación. La operación de enfrentamiento es complicada porque el encarador no es fácilmente manejable adentro y fuera de la posición entre las tuberías por un operador cuando trabaja con la máquina off-cart. Los cojinetes guía del encarador, que están tradicionalmente integrados en al cuerpo, se desgastan y finalmente la precisión en el registro axial de la tubería fija y móvil se ve disminuida. Esto resulta en tiempo indeseable de parada de la máquina durante la reparación y alto coste de reparación del enfrentador. El conjunto de la mordaza, necesario para agarrar y mover las tuberías durante el proceso, requiere que el frontal del carro esté en el extremo libre de la tubería. El calentador es incómodo de almacenar para transportar y soportar en el sitio durante periodos en los que no se utiliza.
Es, por lo tanto, un objeto de esta invención proporcionar una máquina para fusionar tuberías de poliolefina que son totalmente autónomas. Otro objeto de esta invención para proporcionar una máquina, para fusionar tuberías de poliolefinas que no requieren un equipamiento adicional para llevar a cabo la operación de la máquina. Otro objeto de esta invención para proporcionar una máquina, para fusionar tuberías de poliolefinas que tiene orugas de transporte alineadas para el movimiento a lo largo de un eje paralelo al alineamiento axial de la tubería dentro de las mordazas de la maquina. Es también un objeto de esta invención proporcionar una máquina, para fusionar tuberías de poliolefinas que son autopropulsadas para movimiento adelante o atrás, movimiento a la derecha o izquierda y movimiento de giro alrededor de su centro. Un objeto adicional de esta invención es proporcionar una máquina, para fusionar tuberías de poliolefinas que se mueve a lo largo de la tubería desde la posición de una unión completada a la siguiente. Otro objeto de esta invención es proporcionar una máquina, para fusionar tuberías que tienen un tren de orugas para mejorar la movilidad, estabilidad y maniobrabilidad. Todavía, otro objeto de esta invención es proporcionar una máquina para fusionar tuberías de poliolefina que sea fácilmente maniobrable en terrenos difíciles. Es también objeto de esta invención proporcionar una máquina para fusionar tuberías de poliolefinas que facilitan un alineamiento axial de la máquina con la tubería. Un posterior objeto de esta invención es proporcionar una máquina para fusionar tuberías de poliolefina que tiene un bajo centro de masa para mejorar la estabilidad. Otro objeto de esta invención es proporcionar una máquina, para fusionar tuberías de poliolefina que tienen un conjunto de mordaza fácilmente desmontable a posiciones remotas en cuneta. Otro objeto de esta invención es proporcionar una máquina para operar en varios modos. Otro objeto de esta invención es proporcionar una máquina, para fusionar tuberías de poliolefinas que está computerizado para permitir la selección de un amplio rango de presiones de operación. Todavía otro objeto de esta invención es proporcionar una máquina, para fusionar tuberías de poliolefinas que tienen un encarador con cojinetes guía de compensación de desgaste que son fácilmente reemplazable en campo.
La invención proporciona una máquina de soldadura extremo a extremo de tuberías de poliolefinas según la reivindicación 1 de las reivindicaciones anexas.
Según la invención, se proporciona una máquina para la soldadura extremo a extremo de tuberías de poliolefinas. La máquina es autopropulsada y autónoma para desarrollar todos los pasos necesarios en el sistema de soldadura sin la necesidad de otras máquinas o equipamiento. Un chasis está soportado en una pareja de orugas paralelas giratorias independientemente para permitir el movimiento lineal del chasis en la dirección de avance o retroceso, girar el movimiento del chasis en las direcciones izquierda o derecha y movimiento rotacional del chasis sobre su centro.
Un conjunto de mordaza montado en un lateral del chasis tiene un par de mordazas fijas para agarrar un extremo de una tubería y un par de mordazas deslizantes para agarrar un extremo de la sección libre del tubo para ser soldada a la tubería existente. Las mordazas deslizantes se mueven al unísono sobre un carro montado sobre barras de guía paralelas que se extienden en ejes opuestos diametralmente en el plano horizontal en relación con el eje central longitudinal de la tubería. Preferiblemente, la tubería y los ejes de las varillas guía son paralelos a los ejes longitudinales de las orugas. Es también preferible que el conjunto de mordaza sea montado en un patín que puede estar fijado al chasis ya sea en una posición de avance de una mordaza fija o mordaza deslizante y que las pinzas de la mordaza sean reversibles para que el operador pueda acceder a las mordazas sin alcanzar el conjunto de mordaza o la máquina independientemente de la posición del patín.
Las orugas y el carro son accionados por un sistema de alimentación montado en el otro lado del chasis. Preferiblemente el sistema de alimentación incluye un motor diesel que lleva una bomba hidráulica quad y un generador. Una batería de 12 voltios, una caja de control eléctrico incluyendo un microprocesador y dispositivos electrónicos de apoyo y un tanque de combustible diesel forman parte de la fuente de alimentación. Las orugas son guiadas hidráulicamente por dos de las secciones de bombas quad y son manualmente controladas por el operador en una primera estación de control en...
Reivindicaciones:
1. Una máquina (M) para el soldado extremo a extremo de tuberías de poliolefinas comprende:
Un par de orugas (11, 13) paralelas con un eje longitudinal y giratorio en las direcciones de avance y retroceso;
Un bastidor (C, 47, 49, 51) conectando dichas orugas (11, 13) para el movimiento de las mismas a lo largo de dicho eje longitudinal;
Primeras mordazas (211, 213) fijas a dicho bastidor (C, 47, 49, 51) para el agarre de una primera tubería en alineación con dicho eje longitudinal;
Segundas mordazas (207, 209) montadas deslizablemente sobre dicho bastidor (C, 47, 49, 51) para un movimiento alternativo a lo largo de dicho eje longitudinal para el agarre de una segunda tubería en alineación longitudinal respecto a la primera tubería;
Medios de accionamiento (Y) montados en dicho bastidor (C, 47, 49, 51) para girar dichas orugas (11, 13) y mover alternativamente dichas segundas mordazas (207, 209);
Primeros medios de control (107, 109) montados en dicho bastidor (C, 47, 49, 51) y conectados a dichos medios de accionamiento (Y) para controlar la rotación de dichas orugas (11, 13);
Medios (F, 167) insertables entre las tuberías con dichas segundas mordazas (207, 209) desactivadas en un estado de separación para simultáneamente enfrentar extremos opuestos de las tuberías alineadas con dichas segundas mordazas (207, 209) activadas hacia una condición "juntas" hasta que los extremos opuestos de las tuberías están alineados en planos paralelos;
Medios (H) insertables entre los extremos enfrentados de las tuberías con dichas segundas mordazas (207, 209) desactivadas en un estado de separación para el calentamiento simultáneo de los extremos enfrentados de las tuberías hasta una condición de derretido con dichas segundas mordazas (207, 209) activadas hacia la condición "juntas"; y
un segundo medio de control (440) montado en dicho bastidor (C, 47, 49, 51) y conectado a dichos medios de accionamiento (Y) para controlar reciprocidades movimiento alternativo de dichas segundas mordazas (207, 209) y para monitorizar la temperatura de dicho medio calentador (H) para llevar los extremos de tubería enfrentados a una condición de derretido y para unir los extremos de tubería juntos.
2. Una máquina según la reivindicación 1, dichos medios de accionamiento (Y) siendo hidráulicos.
3. Una máquina según la reivindicación 1, dichas orugas (11, 13) siendo accionadas independientemente.
4. Una máquina según la reivindicación 1 además comprendiendo los medios para conectar selectivamente dichas orugas (11, 13) y dichas segundas mordazas (207, 209) a dichos medios de accionamiento (Y).
5. Una máquina según la reivindicación 1, dicho primer medio de control (107, 109), siendo operable manualmen- te.
6. Una máquina según la reivindicación 2, dicho segundo medio de control comprendiendo un ordenador (440) montado en dicho bastidor (C, 47, 49, 51) y además conectado a dichos medios de accionamiento (Y) y dichos medios de calentamiento (H) para controlar el movimiento alternativo de dichas segundas mordazas (207, 209) y monitorizar la temperatura de dichos medios de calentamiento (H) en respuesta a una presión a tiempo real, datos de temperatura y tiempo preregistrados y detectad cuando dichas segundas mordazas (207, 209) están conectadas a dicho medio de accionamiento hidráulico (Y).
7. Una máquina según la reivindicación 6, dicho ordenador (440) dando respuesta a la operación manual de al menos un dispositivo electrónico conectado al mismo para hacer que dichos medios de accionamiento (Y) insten al extremo anterior de la segunda tubería contra dichos medios de encaramiento (F, 167), y dichos medios de encaramiento (F, 167) contra el extremo posterior de la primera tubería a una primera presión hidráulica.
8. Una máquina según la reivindicación 6, dicho ordenador (440) dando respuesta a la operación manual de al menos un dispositivo electrónico conectado al mismo para hacer que dichos medios de accionamiento (Y) insten al extremo enfrentado de la segunda tubería contra dichos medios de calentamiento (H) y dichos medios de calentamiento (H) contra el extremo enfrentado de la primera tubería a una segunda presión hidráulica y para mantener dichos medios de calentamiento (H) a una predeterminada temperatura por un tiempo predeterminado para llevar los extremos de las tuberías a una condición de derretido.
9. Una máquina según la reivindicación 8, dicho ordenador dando respuesta a una operación manual de al menos un dispositivo electrónico conectado al mismo para hacer que dichos medios de accionamiento (Y) insten al extremo derretido de la segunda tubería contra el extremo derretido de la primera tubería a una tercera presión hidráulica durante un segundo tiempo predeterminado hasta que las tuberías están unidas juntas.
10. Una máquina según la reivindicación 6, dicho ordenador dando respuesta a un programa cargado en el mismo para hacer que dichos medios de accionamiento (Y) insten al extremo enfrentado de la segunda tubería contra dichos medios de calentamiento (H) y dichos medios de calentamiento (H) contra el extremo enfrentados de la primera tubería a una segunda presión hidráulica y para mantener dichos medios de calentamiento (H) a una temperatura predeterminada para un tiempo predeterminado para llevar los extremos de la tubería a una condición derretida.
11. Una máquina según la reivindicación 10, dicho ordenador (440) dando respuesta a un programa cargado en él para hacer que dichos medios de accionamiento (Y) insten al extremo derretido de la segunda tubería contra el extremo derretido de la primera tubería a una tercera presión hidráulica durante un segundo tiempo predeterminado hasta que las tuberías están unidas juntas.
12. Una máquina según la reivindicación 1, que además comprende:
Una plataforma (215) montada en dicho bastidor (C, 47, 49, 51);
Dichas primeras mordazas (211, 213) estando fijas a dicha plataforma;
Dicho primer medio de control (107, 109) para controlar hidráulicamente el giro de dichas orugas (11, 13); y
Dichos segundos medios de control (440) para controlar eléctricamente el movimiento alternativo de dichas segundas mordazas (207, 209) para encarar las tuberías.
13. Una máquina según la reivindicación 12 que además comprende medios montados en dicho bastidor (C, 47, 49, 51) y conectados a dichos medios de encarado (F, 167) para operar hidráulicamente dichos medios de encara- do.
14. Una máquina según la reivindicación 12 que además comprende medios (223, 55) para montar de forma desmontable dicha plataforma en dicho bastidor (C, 47, 49, 51) en una primera configuración de alineación con dichas primeras mordazas (211, 213) por delante de dichas segundas mordazas (207, 209) y una segunda configuración de alineación con dichas segundas mordazas (207, 209) por delante de dichas primeras mordazas (211, 213).
15. Una máquina según la reivindicación 14 que además comprende medios (225) para articular de forma desmontable dichas primeras y segundas mordazas en una primera configuración de giro con dichas mordazas cerrando en la dirección de las agujas del reloj alrededor de dicho eje longitudinal y una segunda configuración de giro con dichas mordazas cerrando en una dirección contraria a las agujas del reloj respecto a dicho eje longitudinal.
16. Una máquina según la reivindicación 1, que además comprende:
Un tercer medio de control montado en dicho bastidor (C, 47, 49, 51) y conectado a dichos medios de accionamiento (Y) para controlar hidráulicamente la operación de dichos medios de encarado;
Dichos primeros medios de control para controlar hidráulicamente el giro de dichas orugas (11, 13);
Dichos medios de encarado (F, 167) teniendo al menos dos medios de cojinete (185, 187) en ellos y dicho bastidor (C, 47, 49, 51) teniendo al menos dos medios de apoyo (197, 203) sobre él cooperativamente conectables con dichos medios de cojinete (185, 187) para localizar dichos medios de encarado entre los extremos opuestos de las tuberías alineadas; y
Dichos segundos medios de control para controlar eléctricamente el movimiento alternativo de dichas segundas mordazas (207, 209) para enfrentar las tuberías.
17. Una máquina según la reivindicación 16, dichos medios de encarado (F, 167)- estando fijados de manera giratoria a dicho bastidor (C, 47, 49, 51) para rotación entre una primera posición en que dichos medios de encarado (F, 167) están separados de los extremos opuestos de tuberías y una segunda posición en la que dichos medios de encarado (F, 167) están entre los extremos de tuberías opuestas con dichos medios de cojinete (185, 187) y dichos medios de apoyo (197, 203) en conexión entre sí.
18. Una máquina según la reivindicación 17, dichas segundas mordazas (207, 209) estando montadas en un par de varillas guía (197, 203) paralelas a dicho eje longitudinal y diametralmente opuestas a dichos ejes de tubería alineados y dichos medios de apoyo comprendiendo partes de dichas varillas guía.
19. Una máquina según la reivindicación 18, dichos medios de cojinete (185, 187) estando fijados de forma desmontable a dichos medios de encarado (F, 167).
20. Una máquina según la reivindicación 19 que además comprende medios de enlace conectados entre dicho bastidor (C, 47, 49, 51) y dichos medios de encarado (F, 167) para soportar dichos medios de encarado (F, 167) en dicha primera posición y para facilitar la rotación de dichos medios de encarado (F, 167) a y desde dicha segunda posición.
Patentes similares o relacionadas:
Procedimiento para la realización de elementos de contramolde para la contención del cordón de soldadura de elementos perfilados de plástico, del 24 de Junio de 2020, de Graf Synergy S.r.L: Procedimiento para la realización de elementos de contramolde para la contención del cordón de soldadura de elementos perfilados de plástico, en el […]
Accesorios de tubería que permiten pruebas de presión no destructivas de la integridad de los sellos, del 18 de Marzo de 2020, de Proper Pipe Ehf: Un accesorio en la forma de accesorio tipo silla de montar, que comprende una sección principal en forma de media tubería, dimensionada […]
Máquina de soldar sin rebaba para perfiles de ángulo de PVC, del 19 de Febrero de 2020, de Kaban, Salim: Máquina de soldar básicamente sin rebaba para perfiles de ángulo de PVC, la cual se compone de: - un grupo de tope que se compone de un cuerpo principal del […]
Máquina de soldar de mesa portátil, del 6 de Noviembre de 2019, de Leister Technologies AG: Máquina de soldar de mesa portátil para soldar tiras de material sintético , que comprende un bastidor o armazón que incluye una carcasa portadora y un […]
Procedimiento para la unión por cohesión de capas de material al menos parcialmente solapadas y máquina automática de unión para llevar a cabo el procedimiento, del 19 de Junio de 2019, de Leister Technologies AG: Procedimiento para la unión por cohesión en forma de costuras, inducida térmicamente de capas de material flexibles, planas, soldables y […]
Dispositivo para soldar elementos perfilados en material plástico, en particular PVC, del 9 de Mayo de 2019, de Graf Synergy S.r.L: Dispositivo para soldar elementos perfilados en material plástico, en particular PVC, que comprende: - Un marco base que soporta un par de miembros […]
Procedimiento para soldar elementos perfilados en material plástico, en particular PVC, del 9 de Mayo de 2019, de Graf Synergy S.r.L: Un procedimiento para soldar elementos perfilados en material plástico, en particular PVC, que comprende las etapas de: - preparar al menos dos elementos perfilados […]
Procedimiento para soldar los plásticos poliamida y poli(met)acrilato, del 7 de Marzo de 2019, de HENKEL AG & CO. KGAA: Procedimiento para soldar un plástico de poliamida con un plástico de poli(met)acrilato, en particular plástico de poli(metacrilato de metilo) […]