METODO PARA RECTIFICAR PIEZAS COMPUESTAS.
Secciones de la CIP Física Técnicas industriales diversas y transportes
(16/07/2003). Solicitante/s: UNOVA U.K. LIMITED. Clasificación: G05B19/18, B24B5/42.
Método para la preparación de una máquina de rectificar , controlada por ordenador, para rectificar una pieza compuesta alargada que tiene regiones cilíndricas concéntricas , con una compensación de la excentricidad inducida por el proceso, en por lo menos una de las citadas regiones cilíndricas, en el que dicha región cilíndrica se rectifica cilíndricamente hasta obtener su forma final, caracterizado por las etapas de medir toda excentricidad no deseada inducida por el proceso de rectificado, así como la(s) posición(es) angular(es) de la misma en dicha región concéntrica, y ajustar las instrucciones del programa o las señales de control del avance de la muela almacenadas en el ordenador que controla la máquina de rectificar, de modo que, durante el rectificado ulterior de la pieza, se controle el avance de la muela para rectificar una forma excéntrica, igual y opuesta, a la medida, compensando de este modo la excentricidad inducida por el proceso.
PROCEDIMIENTO DE CONTROL DE UNA MAQUINA HERRAMIENTA.
(01/12/2002) EN UNA MAQUINA HERRAMIENTA, UN COMPONENTE TAL COMO UNA MUELA ACTUA SOBRE UNA PIEZA PARA DAR A ESTA UNA FORMA CIRCULARMENTE ASIMETRICA, POR EJEMPLO, UN MUÑON DE CIGUEÑAL. EL MOVIMIENTO DE LA MUELA ES CONTROLADO POR UNA SEÑAL DE CONTROL QUE SE OBTIENE DE LAS POSICIONES RELATIVAS TEORICAS Y DE LAS VELOCIDADES DE POSICION DE LA MUELA CON RESPECTO A LA PIEZA QUE SE ESTA MECANIZANDO. EN UN CICLO DE CORRECCION, SE MIDEN LAS POSICIONES RESPECTIVAS DE LA MUELA CON RESPECTO A LA PIEZA PARA CADA UNA DE UNA SUCESION DE POSICIONES ANGULARES DE LA PIEZA. LAS POSICIONES MEDIDAS SON COMPARADAS CON LAS CORRESPONDIENTES POSICIONES TEORICAS Y LOS DATOS QUE INDICAN CUALQUIER DIFERENCIA SON ALMACENADOS Y POSTERIORMENTE…
METODO Y APARATO PARA EL RECTIFICADO DE PIEZAS COMPUESTAS.
(01/09/2002) SE DESCRIBE UN PROCEDIMIENTO PARA RECTIFICAR UNA PIEZA COMPUESTA A FIN DE OBTENER UN COMPONENTE QUE TENGA FORMAS CILINDRICAS CONCENTRICAS Y EXCENTRICAS . EL PROCEDIMIENTO COMPRENDE MONTAR LA PIEZA EN UNA MAQUINA RECTIFICADORA CONTROLADA POR ORDENADOR QUE TIENE UNA MUELA DE RECTIFICAR CUYO AVANCE Y RETIRADA PUEDE CONTROLARSE POR MEDIO DE UN PROGRAMA INTRODUCIDO EN EL ORDENADOR DE CONTROL , LA CARGA EN EL ORDENADOR DE UN PROGRAMA PARA CONTROLAR EL AVANCE LA MUELA, CON POSICIONAMIENTO RELATIVO DE LA MUELA RECTIFICADORA Y DE LA PIEZA PARA ALINEAR LA MUELA CON UNA PRIMERA ZONA SELECCIONADA DE LA PIEZA, EL AVANCE DE LA MUELA RECTIFICADORA EN DIRECCION A LA ZONA SELECCIONADA A FIN DE RECTIFICAR SU SUPERFICIE, EL CONTROL DE AVANCE…
METODOS Y APARATOS PARA LA RECTIFICACION DE REGIONES CILINDRICAS DE PIEZAS DE TRABAJO CONCENTRICAS.
(01/04/2002) SE DESCRIBE UN PROCEDIMIENTO PARA AJUSTAR UNA RECTIFICADORA CONTROLADA POR ORDENADOR PARA RECTIFICAR CILINDRICAMENTE ZONAS CONCENTRICAS DE LA PIEZA, EN EL QUE SE CARGAN UN PROGRAMA QUE CONTIENE DATOS SOBRE LA PIEZA Y OTRO PROGRAMA QUE CONTIENE INSTRUCCIONES EN CUANTO AL AVANCE DE LA MUELA, EJECUTANDOSE EL PROGRAMA DE INSTRUCCIONES DE AVANCE DE LA MUELA A FIN DE RECTIFICAR AL MENOS UNA DE DICHAS ZONAS DE LA PIEZA HASTA SU FORMA FINAL. LA ZONA SE CALIBRA, Y SE ANOTA LA MAGNITUD Y POSICION ANGULAR DE CUALQUIER EXCENTRICIDAD INDESEADA INTRODUCIDA POR EL PROCESO DE RECTIFICADO, AJUSTANDOSE LAS INSTRUCCIONES DEL PROGRAMA DE AVANCE DE LA MUELA O LAS SEÑALES DE CONTROL DERIVADAS DE LAS MISMAS DE MANERA QUE, DURANTE EL RECTIFICADO POSTERIOR DE DICHA ZONA (O DE UNA…
MEJORAS RELATIVAS AL AMOLADO DE PIEZAS DE TRABAJO.
Sección de la CIP Técnicas industriales diversas y transportes
(01/05/2001). Ver ilustración. Solicitante/s: UNOVA U.K. LIMITED. Clasificación: B24B49/04, B24B5/42.
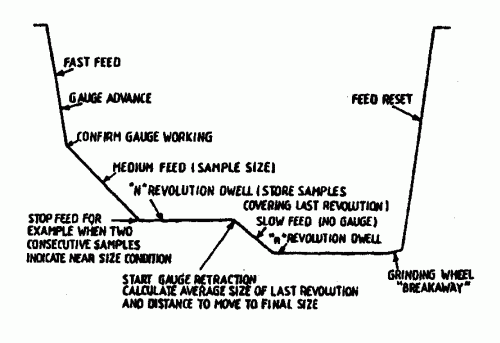
EN UN PROCEDIMIENTO PARA AMOLAR UN COMPONENTE DE UN CIGUEÑAL, ESTE ULTIMO ES ACOPLADO POR UNA RUEDA AMOLADORA Y AMOLADO HASTA ALREDEDOR DE 50 MICRONES. ENTONCES SE DETIENE LA RUEDA Y SE MIDE EL DIAMETRO Y EXCENTRICIDAD A LO LARGO DE VARIAS REVOLUCIONES Y EN UNA SERIE DE POSICIONES ANGULARES. ENTONCES ESTA INFORMACION ES PROCESADA Y PROMEDIADA MEDIANTE UN ORDENADOR PROGRAMABLE PARA PRODUCIR UNA SEÑAL DE CONTROL PARA FINALIZAR EL AMOLADO DEL COMPONENTE EN EL TAMAÑO REQUERIDO.
METODO Y APARATO DE RECTIFICADO.
Sección de la CIP Técnicas industriales diversas y transportes
(01/02/2000). Solicitante/s: UNOVA U.K. LIMITED. Clasificación: B24B1/00, B24B41/00, B24B49/02.
EN UN METODO Y UN APARTO PARA AFILAR UNA PIEZA DE TRABAJO CILINDRICA, LA VELOCIDAD DE LA RUEDA AFILADORA Y/O DE LA PIEZA DE TRABAJO ES MODIFICADA DURANTE EL BREVE PERIODO DE PARO FINAL EN EL QUE SUCEDE EL DIMENSIONADO, Y SE LLEVAN A CABO LOS PASOS ADICIONALES SIGUIENTES: SE MIDE LA VELOCIDAD DE LA RUEDA Y/O LA PIEZA DE TRABAJO, SE CALCULA LA RAZON META DE LA VELOCIDAD DE LA RUEDA CON RESPECTO A LA VELOCIDAD DE LA PIEZA DE TRABAJO, Y SE AJUSTA LA VELOCIDAD DE LA RUEDA Y/O LA PIEZA DE TRABAJO POR MEDIO DE UN SERVOCONTROLADOR DE TAL FORMA QUE SE VARIA LA RAZON DESEADA HASTA 0,25 SI LA MANTISA DE LA RAZON META ES 0,5 O MENOR, Y SI LA MANTISA ESTA POR ENCIMA DE 0,5, SE MODIFICA HASTA 0,75.
{kind=link}