Dispositivo y método para controlar la carga en hornos de arco eléctrico.
(29/05/2019) Dispositivo para controlar la alimentación de la carga de metal en un horno de arco eléctrico , que comprende una cinta transportadora asociada al extremo de una boca de introducción proporcionada en dicho horno de arco eléctrico , y al menos un sistema de detección seleccionado entre un sistema de detección de rayos X y un cepillo del tipo láser para detectar el perfil punto por punto de la carga de metal presente en dicha cinta transportadora , comprendiendo también el dispositivo dos o más medios selectivos de contención y carga para dicha carga de metal , dispuestos distanciados entre sí a lo largo de dicha cinta transportadora , y un sistema de procesamiento y control conectado a dicho sistema de detección del perfil punto por punto de la carga de metal con…
Método para gestionar la carga en un horno de fusión y aparato de carga correspondiente.
(06/01/2016) Método para gestionar la carga metálica en un horno de fusión que comprende al menos una etapa de depositar una pluralidad de tipos diferenciados de materiales metálicos en una zona de almacenamiento , comprendiendo dichos tipos diferenciados al menos una chatarra de bajo valor, chatarra con un valor mayor, planchas de hierro colado u otras, una etapa de recoger y cargar dichos materiales metálicos desde dicha zona de almacenamiento sobre dichos medios de alimentación mediante medios de carga y una etapa de alimentación en la que dichos medios de alimentación descargan dichos materiales en el horno…
Procedimiento y dispositivo para controlar los tamaños de las secciones de un producto laminado.
(14/05/2014) Procedimiento para controlar los tamaños de la sección de un producto laminado en un segmento de una línea de laminación, entre por lo menos dos estaciones de laminación cada una provista de sus propios elementos de accionamiento , en el cual entre dichas dos estaciones de laminación se detecta un tamaño característico de dicho producto laminado y un conjunto de control compara dicho tamaño característico del producto laminado con un tamaño de referencia, al cual corresponde una condición de estirado óptimo y actúa en dichos elementos de accionamiento a fin de mantener el producto laminado en dicha condición de estirado óptimo, caracterizado porque comprende:
- una primera fase de…
Dispositivo para analizar y determinar las características de movimiento de productos, en particular en una línea de colada, y procedimiento relacionado.
(07/08/2013) Dispositivo para analizar y determinar las características de movimiento de productos que se mueven en unadirección determinada de alimentación (F) y que emiten radiaciones, en particular productos que salen de unalínea de colada, que comprende una cámara configurada para adquirir imágenes de forma continua delproducto que se mueve en la dirección de alimentación (F) en al menos dos instantes de tiempo sucesivos, yuna unidad de procesamiento electrónica , configurada para efectuar la comparación entre al menos dosimágenes sucesivas adquiridas, utilizando algoritmos matemáticos sobre la base del principio de correlación deimágenes, para determinar el desplazamiento espacial de las imágenes y, por medio de dicho desplazamientoespacial, analizar…
PROCEDIMIENTO PARA EL CONTROL DE LA ALIMENTACION DE LA CARGA DE METAL EN HORNOS ELECTRICOS DE ARCO.
(15/06/2010) Procedimiento para el control de la alimentación de la carga de metal en un horno eléctrico de arco que comprende, como mínimo, un electrodo capaz de generar un arco eléctrico para la fusión de metales, caracterizado por comprender las siguientes etapas:
- una etapa de definición de un "índice de recubrimiento (CI)" del arco eléctrico por la escoria presente por encima del baño líquido , a efectos de calcular qué armónicos presentes en la tensión de alimentación suministrada al horno se toman en consideración;
- una etapa de cálculo del índice de recubrimiento real (CI) durante un ciclo funcional del horno , y;
- una etapa de ajuste incrementando o reduciendo la velocidad de alimentación de dicha carga de metal dentro de dicho horno basándose en el hecho de que el valor real de dicho índice de recubrimiento (CI) es…
METODO Y DISPOSITIVO PARA MEDIR LA SEPARACION ENTRE ELEMENTOS DE POSICION VARIABLE.
(01/03/2005) Dispositivo para medir una separación entre elementos prácticamente estáticos con una posición recíproca variable, tales como, por ejemplo, los rodillos de una caja para guiar el material laminado , o los cilindros (28a, 28b) de un castillete de laminación, dispositivo adecuado para regular la posición recíproca de los elementos (11, 28a, 28b) con el fin de obtener una separación de tránsito , que tiene un tamaño y una forma deseados, caracterizado porque comprende - unos medios de visualización (14a), que incluyen una pluralidad de ventanas de interfaz , - unos medios de registro visual conectados a un procesador y adecuados para tomar imágenes relativas a una separación de…
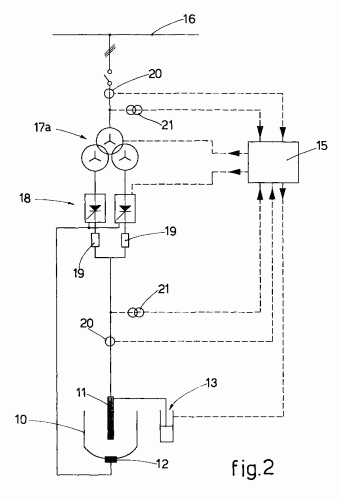
METODO PARA CONTROLAR LA ALIMENTACION DE ENERGIA A HORNOS DE ARCO ELECTRICO.
Sección de la CIP Electricidad
(16/02/2005). Ver ilustración. Solicitante/s: CENTRO AUTOMATION SPA. Clasificación: H05B7/148.
PROCEDIMIENTO PARA CONTROLAR LA FUENTE DE ALIMENTACION PARA HORNOS DE ARCO ELECTRICOS, QUE SE ALIMENTEN POR CORRIENTE ALTERNA O CORRIENTE CONTINUA, INCLUYENDO DICHOS HORNOS UN CICLO DE FUSION QUE COMPRENDE LA CARGA DE LA ESCORIA TRANSPORTADA EN EL TIEMPO T 0 , UN PASO INICIAL DE PREFUSION DE LA ESCORIA A POTENCIA MEDIA BAJA CON UNA DURACION DE (T 1 - T 0 ), UN PASO DE FUSION A LA POTENCIA MAXIMA CON UNA DURACION DE (T 2 - T 1 ) Y UN PASO DE REFINADO CON UNA DURACION DE (T 3 - T 2 ), INCLUYENDO DICHO PROCEDIMIENTO LA IDENTIFICACION DINAMICA DEL MOMENTO APROXIMADO EN QUE CESAN LAS SITUACIONES DE RIESGO DENTRO DEL HORNO, CON UN PERMISO CONSIGUIENTE PARA INICIAR LA ENTREGA DE LA POTENCIA MAXIMA, ESTANDO LA IDENTIFICACION DINAMICA REGULADA POR EL CONTROL Y ANALISIS DE LAS MAGNITUDES ELECTRICAS, TENSION Y CORRIENTE, ALIMENTADAS AL HORNO.
METODO PARA CONTROLAR EL ESTIRADO DEL MATERIAL LAMINADO.
(01/11/2003) SE DESCRIBE UN PROCEDIMIENTO PARA CONTROLAR EL ESTIRADO DEL MATERIAL LAMINADO EN UN SEGMENTO DEL TREN DE LAMINACION, QUE COMPRENDE AL MENOS UN BLOQUE DE SEMIELABORACION , CON MULTIPLES PASADAS REDUCTORAS, QUE TIENE UNO O MAS MOTORES , Y UN BLOQUE DE ACABADO O POS-ACABADO , CON UNA O DOS PASADAS DE REDUCCION Y CON SUS PROPIOS MOTORES (15A, 15B), CARACTERIZADO PORQUE UN PRIMER DETECTOR (16A), SITUADO A LA SALIDA DEL BLOQUE DE SEMIELABORACION EFECTUA AL MENOS UNA MEDICION DE LA SECCION DEL MATERIAL LAMINADO QUE PASA A TRAVES DE , Y UN SEGUNDO DETECTOR (16B), SITUADO EN LA ENTRADA DEL BLOQUE DE ACABADO EFECTUA AL MENOS UNA MEDICION DE LA SECCION, PERMITIENDO EL PROCEDIMIENTO EFECTUAR AL MENOS UNA MEDICION DE LA SECCION DEL MATERIAL LAMINADO CON UN TERCER DETECTOR (16C), SITUADO A LA SALIDA DEL BLOQUE DE ACABADO , SIENDO LA ACCION DE ESTIRADO…
DISPOSITIVO DE ALIMENTACION DE CORRIENTE REGULADA PARA HORNO DE ARCO ELECTRICO.
Sección de la CIP Electricidad
(01/07/2003). Solicitante/s: CENTRO AUTOMATION SPA. Clasificación: H05B7/00.
Se presenta un dispositivo de alimentación de corriente controlada para un horno de arco eléctrico empleado para fundir metales, en donde la línea de alimentación comprende al menos una barra de tensión media , un dispositivo de control de alimentación y un transformador que da servicio al horno, el dispositivo de control de alimentación se dispone entre la barra de tensión media y el transformador del horno y comprender un inductor mutuo que consta de una bobina primaria (19a) y de una bobina secundaria (19b), la bobina primaria se dispone en conexión en serie sobre la línea de alimentación y la bobina secundaria se conecta a al menos un filtro de reajuste de fase que comprende al menos un condensador.
METODO PARA MEDIR LAS VARIACIONES EN LA SECCION DE UNA BARRA LAMINADA.
(16/05/2003) LA INVENCION SE REFIERE A UN METODO PARA MEDIR LAS VARIACIONES DE SECCION DE UNA BARRA LAMINADA EN CALIENTE DURANTE EL PROCESO. EL METODO INCLUYE LA GENERACION DE UN CAMPO MAGNETICO DE FRECUENCIA VARIABLE POR AL MENOS UN GENERADOR QUE DEFINE UN ESPACIO INTERIOR PARA EL PASO DE LA BARRA . LAS VARIACIONES DE SECCION DE LA BARRA EN TRANSITO SE MIDEN POR MEDIO DE UN RECEPTOR ADECUADO PARA CONTROLAR LAS PERTURBACIONES INDUCIDAS EN EL CAMPO MAGNETICO POR LAS VARIACIONES DE AREA DE LA SECCION DE LA BARRA (12 EN TRANSITO. EL RECEPTOR ESTA DISPUESTO COAXIALMENTE Y DENTRO DEL GENERADOR Y DEFINE EN EL INTERIOR DEL MISMO UNA SUPERFICIE PARA EL PASO DE LA BARRA QUE TIENE UNA SECCION TRANSVERSAL DE (A SUB,S ). EL VALOR (F 0 ) DE LA FRECUENCIA DEL CAMPO MAGNET ICO GENERADO POR EL GENERADOR…
{kind=link}